Just search though your gcode and you should find some of these commands like the M177 between operations. Are you using an LCD/SD controller?
I will think about the different length tools some more but there is probably a way to offset the Z axis to compensate between tools. Probably an easy way to manually do this by editing the gcode. I will have to put some more though into how it can happen automatically. OK?
Steve
Thanks Steve. I am not getting anything in my gcode about a tool change, here is a snippet of the code where it changes from 1/4 e mill to 1/16 e mill.
I will try manually adding some code based on what you wrote. I think we can do a tool length offset with a G92 ZXX, I will play around with that. I do have an LCD but I have been cutting right from Repetier Host. Would be awesome to be able to input an offset in your tool library and have it done by the post processor! Seems trivial to fix in the code manually though.
Evan,
That’s really strange. Are you using “MPCNC_Fusion360_V6_SDcard.rar” or V5 posted above? I have not used V6 but I think there is only a tiny change in the final Z positioning. Right now I can’t imagine how a tool change could be missing. Looks like 5 or so lines of code are missing. Also strange that there is an M106 but no M107 gcode.
Just tried a couple times manually, I think I’ve got something workable now. Will report back & share code soon.
What do the M106/7 do? I see those are to turn the fan on/off, but obviously that’s not applicable for milling. Is that for people who have the spindle set up off a relay or something?
OK, 6 tries later (lol) I have some functional code for a manual tool change with tool length compensation. This is for those running directly from Rep Host, you probably just need to change M0 to M25 for SD usage. It is not elegant and probably inefficient, but it works for me. Just tested on a bit of foam, will try a proper job with it in MDF tomorrow. Also this is probably only safe for going from a longer bit to a smaller bit. I think it would work in reverse if you just make the Z before the G92 positive, but be careful!
To find the tool length offset I brought the Z down with a piece of paper till there was friction, swapped bits and did it again then found the difference.
G1 Z30 F2000 ;T2, Raise spindle for tool change
G1 X-20 Y-20 F2000; Move off part for tool change
N148760 M117 Change to Tool T2
N148765 M0 ;Pause for Tool T2
G1 X0.0 Y0.0 F2000 ; Home XY axis
G1 Z-12.97 F2000 ; Tool length compensation for T2 1/16 e mill
G92 X0.0 Y0.0 Z0.0 ; Reset home
G1 Z15.0 ; Raise spindle to avoid dragging
;T2, Back to business
Has anyone managed to use Fusion 360 to generate gcode to cut Allted’s logo from his DXF file. I can use the dxf to create pockets in the surface of a block but the CAM part of Fusion refuses to create the pocketing gcode. The big difference I see when using Allted’s dxf vs another dxf that I created is that on the one that works the entire pocket turns blue when I select the edge whereas on the logo just the edge turns blue.
I haven’t given ESTLCAM a try as I’m looking for a non-Windows solution.
Ok. First, wonderful work getting post processing to work.
Just to clarify. I have read through this entire post, but may have missed the following information and admit ignorance on using sdcard…
does MPCNC_Fusion360_V6_SDcard.rar work being driven by repetier host. If not how does one get the gcode onto the mpcnc?
INSERT sdcard in computer - drag drop gcode file to sdcard - unmount - insert sdcard into mpcnc and print from the lcd control?
I added endstops to my mpcnc but it looks like they arent needed for cnc milling work?
when using MPCNC_Fusion360_V6_SDcard.rar generate toolpath gcode and Load the gcode into repetier host - nothing shows up, should it?
I use it on my MacBook Pro. Figured out that I had to place it in ~/Autodesk/Fusion 360 CAM/Posts
Also, I guess I should mention that the .rar file is a Roshal Archive file Double click on it and you’ll end up with a file named MPCNC_Fusion360_V6_SDcard.cps which is the actual post processor. That’s the file I placed in the above directory.
good evening,
I’m trying to generate gcode from Fusion 360 but I read that you need to postprocess a file to recognize the MPCNC …
I already have
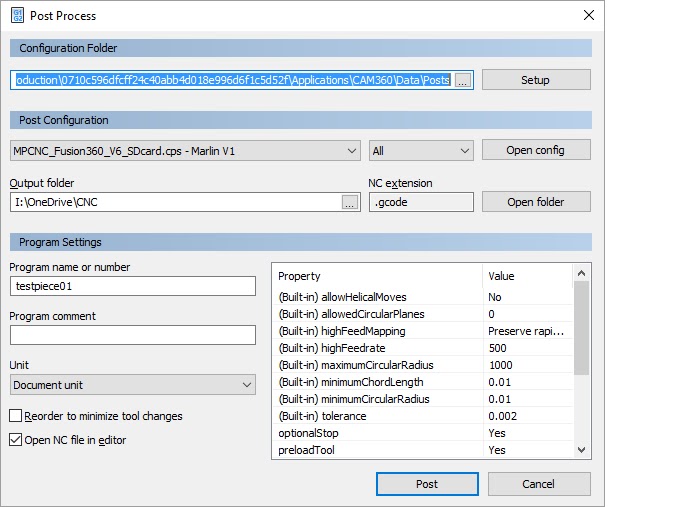
Unfortunately my English is poor, could someone kindly explain what steps to do once I click on PostProcess?
Thank you
I use a modified fw Marlin I hope is not a problem.
Hi,
I’m new here, from South Africa… Just finished assembling my MPCNC and managed to get marlin configured to the point where I can control the machine with repetier host from the computer.
Now I’m trying to generate some gcode with Fusion 360 from my Mac and Im getting a bit frustrated.
I’ve tried all the post files from this thread and followed plenty tutorials but what ever I do my gcode file always looks like this:
;1
;T2 D=3 CR=0 - flat end mill
N10 G90
N15 ;Units in mm
N20 G92 X0 Y0 Z0
N25 M84 S1800 ;Change Stepper disable timeout to 30 minutes
N30 G1 Z10 F2000 ; Lift Z 10mm to avoid dragging to first operation
;Pocket2
N35 M106
N40 G1 Z15
N45 G1 X0 Y0 Z15
N50 M107
N55 M84; Turn steppers off !Error: Failed to post data.
Thanks James,
I see .tap instead of .gcode as in the image link.
I followed the guidance of the blog that you indicated to me … But that detail not only corresponds to me …
mmmm… if i use the x-y-z orientation as is, it works. when I change the axis orientation during the cam setup proces in fusion to have z point upward the post fails like above.
I am not that familiar with Mac machines and operating systems. But if seems like you should have MORE geode generated. If when you click print in repetitive and the zaxis goes up and stays and and don’t come down to start cutting, then you need to flip your connector on the RAMPS board.
But FIRST you need the post processor to output correctly. Does the marlin mpcnc post file show up when you click Post??
Could you post a .f3d file of your fusion 360 project if it’s not too big? You can save one by using File->Export… and selecting Type==Archive Files (*.f3d)