In the sense of CAM referring to the software used to output your G-code files, there should be a GRBL-flavor option and you should be OK. From the standpoint of being able to jog the machine around and set zeros on each axis and probe for material surface, etc., the pendant is made to control a board that is running FluidNC firmware. To the degree that some other type of controller software is either FluidNC compatible, or at the very least GRBL compatible, you might be able to use it, but I have no idea what your odds are on that.
As Doug pointed out my (verbiage) may not be correct.
Jackpot (running FLuidNC)
Windows PC Running UGS (Universal G-Code Sender)
connect PC to Jackpot via USB and establish a Com Port (COM 3)
Instruct UGS to connect using GRBL on Com 3 to a CNC control board
Nice little handshake and the G-Code Sender (NOT CAM) is connected to the Jackpot.
I typically use AutoCAD to create vectors then import them into Vectric to define the tooling and export the G-Code with a post-processor then Open the G-Code with UGS and connect to the board and away we go.
CAM- the software that creates the toolpath,doesn’t matter to the operation of the pendant.
That’s a gcode sender.
The pendant isn’t useful when using a sender.
In fact, using a sender is somewhat irrelevant for the Jackpot.
The preferred workflow is to copy the file onto the SD card and start/run the job from there.
Pendant and WebUI allow you to interact before starting the job.
USB to jackpot works for small lasers and non-flying controllers.
It’s the worst possible way to use a Jackpot on a LR or MPCNC.
You really don’t want a long USB cable from you computer all the way to the jackpot.
Does your pc support to be a Hotspot? Connect your controller to it and just be sure that sleep/ hibernation is disabled. Thats the more reliable way to connect imo my setup involves a raspberry pi a touchscreen and the v2 webui.
I believe there is a fluidnc controller app in the Google Playstore but it have ads the free version.
Yes UGS is a g-code sender which every way you cut it something needs to feed the g-code to the jackpot I just prefer UGS because that’s what I’ve been using on a Shapeoko for years now.
I disagree that the pendant is not useful when using a g-code sender I can get right up close to the work with the pendant and setup to use the touch probe and establish a work 0,0,0 and jog the machine while looking at it and not the monitor etc. Essentially most of the prep-work I’d do in UGS can be replaced with the pendant and having both gives me options.
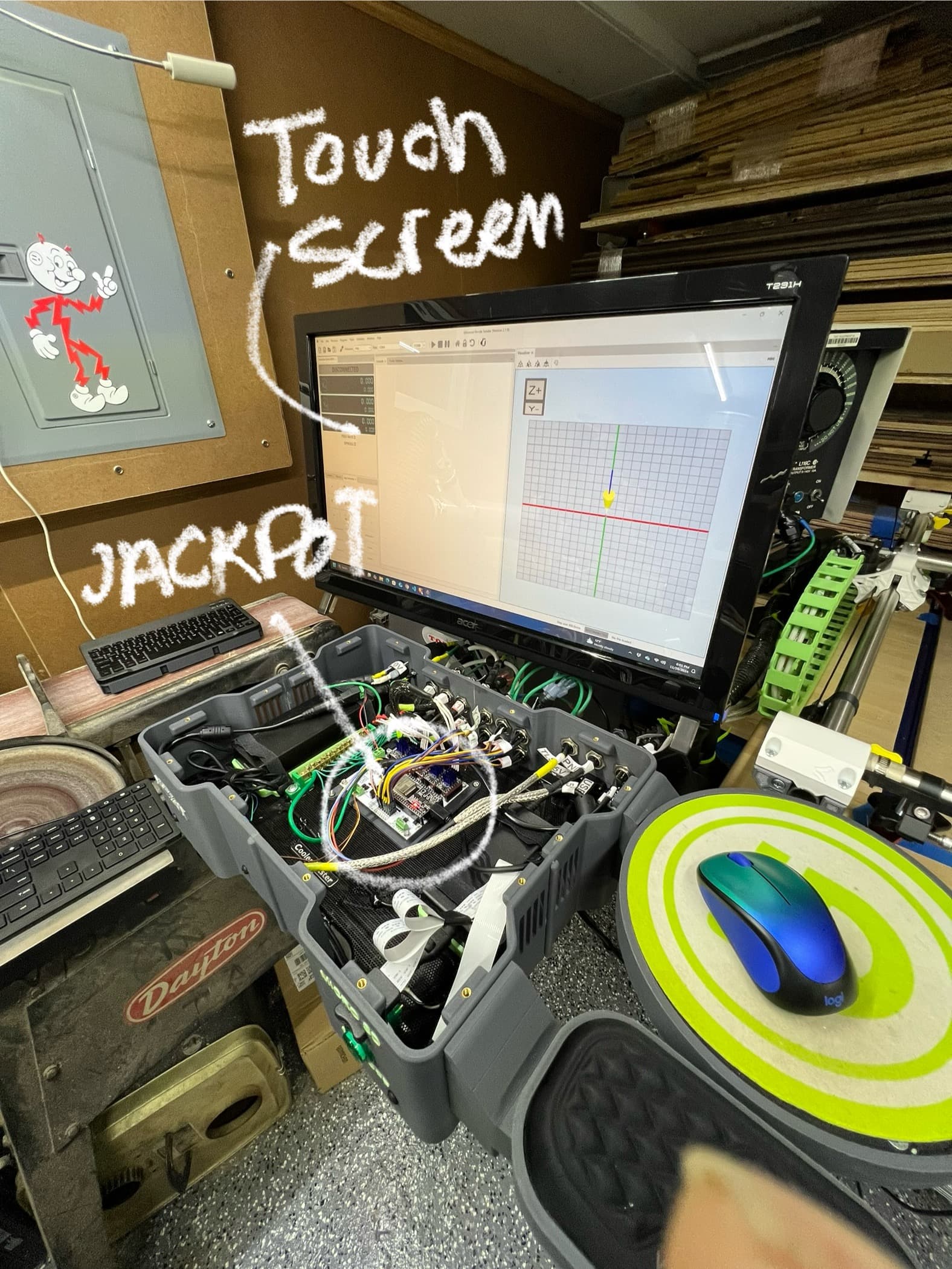
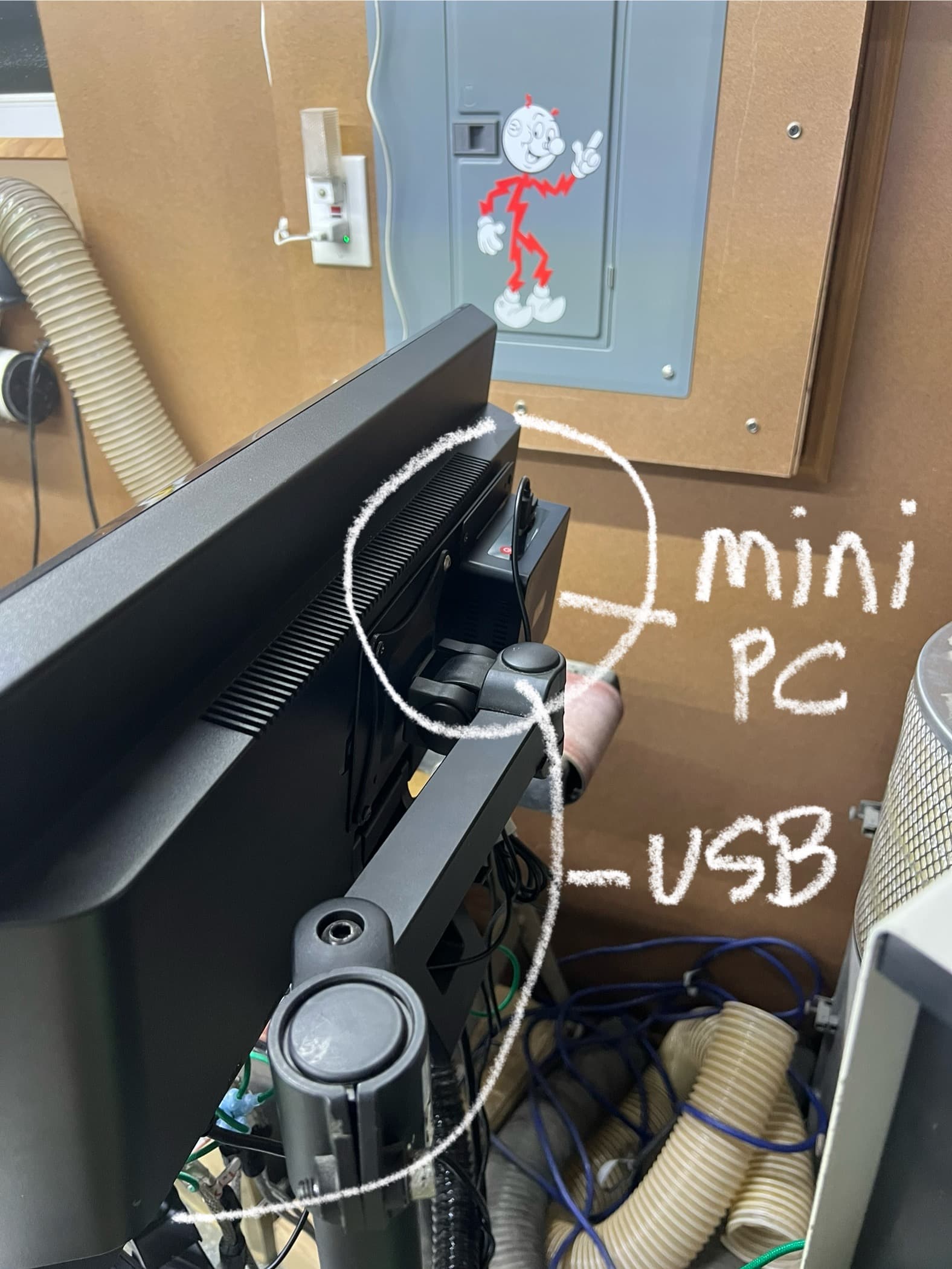
My setup might be a bit different than others: See attached.
The USB cable is only about 18 inches long going directly from the PC to the Jackpot via a high quality USB cable with a USBC to microUSB converter inside the controlbox connected to the ESP board.
I’m just not a fan of wirelessly sending data to something controlling a spinning router bit.
I’ve already experienced the FLuidnc wifi glitch and disconnect and then reconnect.
I’ve just never used the SD card route but can imagine that is even better than USB and wifi.
I may give that a go sometime.
I may give the webUI another chance for a small job like cutting out something simple just to confirm it’s working.
Unfortunately, I fall into the category of Old Dog and my ability to learn new tricks is limited.
The first REAL thing this robot needs to make is a cover out of plexiglass for the control board housing which will also be where I store the keyboard on top of the plexiglass.
Hopefully whatever you feel comfortable with is doable for you! Bear in mind that because the Jackpot is WiFi capable, most of us use Wifi to send the completed G-Code file to the Jackpot’s SD card, by way of the WebUI interface. (This is not the same as trying to do a cut job via wifi, which is a very risky bad move. There is a huge difference between executing a remote G-Code file being fed at real time via wifi, and pre-uploading a completed G-Code in advance to the SD card, and then just running it from the SD card.)
OK so this makes a lot of sense then. Wifi is only the means to transfer the “data” to the “SD” card from there it’s all internal to the Jackpot and whatever interface is allowing you to give commands to the Jackpot again (pendant) would be internal because its plugged right into the GPIO interface.
I’ll have to give this a try then. It does indeed sound more “bullet proof” than either USB or wifi (real time) which I agree would be a recipe for wanted material.
Is there any “research” or data on the reason USB is not reliable etc. I mean I trust all of you with my life but if a fella did want a second opinion where would I look.
Generically it is “hardwired” in that the USB ports on the PC and the ESP are hardwired or internal to each device it’s only the USB cable that is again real world wires for the data to transfer from point a to point b.
I realize that it’s a two way communication and the Jackpot would need to both receive and send data over USB as would the PC
WOuld that be the “potential” bottleneck IE the trouput of the USB protocol versus the Throuput or SPEED of data transfer from the SD card to the Jackpot.
I’d have to let others with more knowledge chime in on pros and cons of USB over wire. Generally speaking, my understanding is that when it comes to live, real time execution of G-Code files, from a standpoint of bandwidth, the ideal is the fattest data pipe, that’s also the shortest data pipe.
I don’t think the USB is necessarily unreliable, but the computer on the other end? Yeah…
A pendant has one job, and generally does it.
A computer is a general purpose machine, and the OS usually treats it as a general purpose machine, even if the only purpose YOU want to out it to is controlling a CNC, the OS mught have other ideas. And if that OS is Windows, it WILL have other ideas. Like “you haven’t touched the keyboard for 10 minutes. Let’s update the OS and reboot!” (I no longer do large video batch processing on Tuesdays, even though that machine is never supposed to update without my explicit say-so.)
Linux/BSD/MacOS X is generally better. *Nix systems were made for network users, so don’t base stuff on the keyboard/mouse as much, but still sometimes do weird stuff with attached coms, I suspect Gcode senders don’t always keep the processor busy enough so power saving modes kick in.
Anyway, I just don’t use a PC to control the machine, nor do I use a phone or tablet. Much rather have the Gcode local to the controller, and go that way.
all valid responses. For the most part the stuff I’ve done on the Shaeoko was a one-off item that was finished in maybe 20 minutes Max.
With this 2’x4’ Primo It’s highly likely that some jobs will take hours to finish and the Windows deciding to reboot or update or just generally make you have a bad day becomes more “probable” the longer the CNC job needs to run.
As a former research fellow for the U of M Virtual Reality Design Lab what I was looking for was tests or studies of the latency or efficiency of data transfer over USB. Like USB A was X fast and USB C is X Fast and Ethernet is X fast etc. is it something inherent in the uUSB protocol that is the issue or is it just that one end of the USB cable is attached to a PC running a Microsoft OS?
Please keep in mind that my first modem was 28.8k baud dial up modem from U.S. Robotics In college I wrote programs on MainFrame computers using Punch Cards So I’ve been around the block a few times.
You hit on one issue- OS stability. That’s just one element of the problem.
USB cables and USB connectors are not made for running long distances to a flying CNC controller. They are not reliable in the environment that these machine operate in.
Speed/bandwidth/latency is not the issue. gcode only needs to flow at a few lines per second generally.
There’s plenty of us around here that have a few years on us. I used a teletype terminal as a pre-teen at a local university- which a few decades later now employs me.
IIRC, we started out with 300 baud modems and then upgraded to 1200- which meant I could connect from home when the rest of the family wasn’t on the line.
If you want a suitable interface for a flying CNC controller, the good options would be to use an interface made for that type of environment. RS-422, or even CAN bus would be radically better than USB.
Sadly, at present there are no interfaces for FluidNC like that, and won’t be unless one of us gets sick of the state of it and makes our own expansion board to implement it.
With a reliable work flow running the job from SD card, I"m not sure anyone would bother.