Okay here is a pretty good test file ~5min. We should be able to push this pretty hard, but I am attaching a good baseline average higher end cut. This has pocketing and slotting so it is a good representation of harder cuts. The rectangle is 100x92, so you can check diagonals to see when your accuracy is slipping.
I run the Router at the lowest speed with a single flute upcut and will do so until the feed rate needs more RPM. Same as the previous file set.
Have fun. I will try to get some videos of it when I start to push it near some sort of limit with an 1/8" endmill. Then start with the 1/4".
Looks cool! Did you consider making this speed test a “Coasty”, a CNC equivalent of Benchy.
My “Coasty” beer/drink mats are usually 100-105mm.
Consider rounded corners with various radii e.g 1/4, 1/2, 3/4, 1" useful as gauge, and helpful for acceleration tests?
Considered adding toolpath files to cut inner shape inset, to help builders do an advanced test to verify and dial in their build’s accuracy? Was suggested in an earlier speed test topic.
Maybe folks giving excess Coasty’s accumulated during misc speed tests to friends/family would help with V1E awareness?
I actually did consider it once it finished. I am sure I will be giving them to the neighbors for their garage lounges (not that they would use coasters).
Various radii would be a great tool but mess with the test. I use the square corners to see when my speeds are too much and I lose accuracy (although I think the bottom surface finish of the pocket suffers before the walls).
We do need some sort of CNC benchy though…I mean, why not a coaster. You can ever use them to test epoxy fills or maybe even insets. Maybe that is it. Square walled inset. Smallest gap in the smallest time.
What DOC/feed/speed settings do you/others use for Plywood/Softwood?
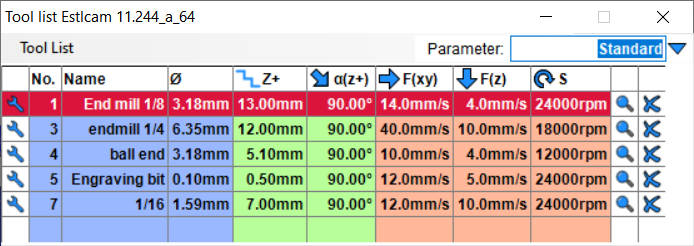
@vicious1, cheers for sharing the zip containing your estlcam settings (for just MDF/Particleboard?). You’ve given me performance numbers to strive for, knowing what’s possible is very helpful.
Previously read/learned from you and others recommending to do slow deep cuts in other forum topics. However, I didn’t realize, for your specific machine build, just how deep your depth of cut is per pass using 1/8" bit on MDF.
Have been using feebly shallow 1mm per the docs @ Milling Basics - V1 Engineering Documentation, which understandably needs to pick numbers that will work for most people’s builds and stock material.
Appreciate depth of cut and other settings will vary depending on people’s builds, materials used, assembly quality/variances, etc… Something that, to maximize performance and acceptable quality, needs to be explored and calibrated using some tests/tuning following some step by step process. Guessing there’s a CNC equivalent to Teaching Tech’s 3D printer calibration site somewhere?
The other day I made a mistake. Instead of killing it I let it run. 1/2" two straight flute bit, 22mm/s 11mm DOC through some blonde walnut. Very impressed. So I am still running it too lightly. Don’t be scared to push it.