Here you go…

I left several seconds on the table. Come on fellas, I know somebody is going to get into the 30’s at some point. We are going to see some broken stuff soon I think.
Here you go…
I left several seconds on the table. Come on fellas, I know somebody is going to get into the 30’s at some point. We are going to see some broken stuff soon I think.
I wonder if all the skipping and jumping I experienced ruined anything. Don’t think so, but it seems that I need to tighten the belts.
Would you think that we need a 2 or 3 flute mill for this? My single flute doesn’t seem able to keep up at this point.
I’m calling this decent at 1:41 with 1/8" bit in the DW660.

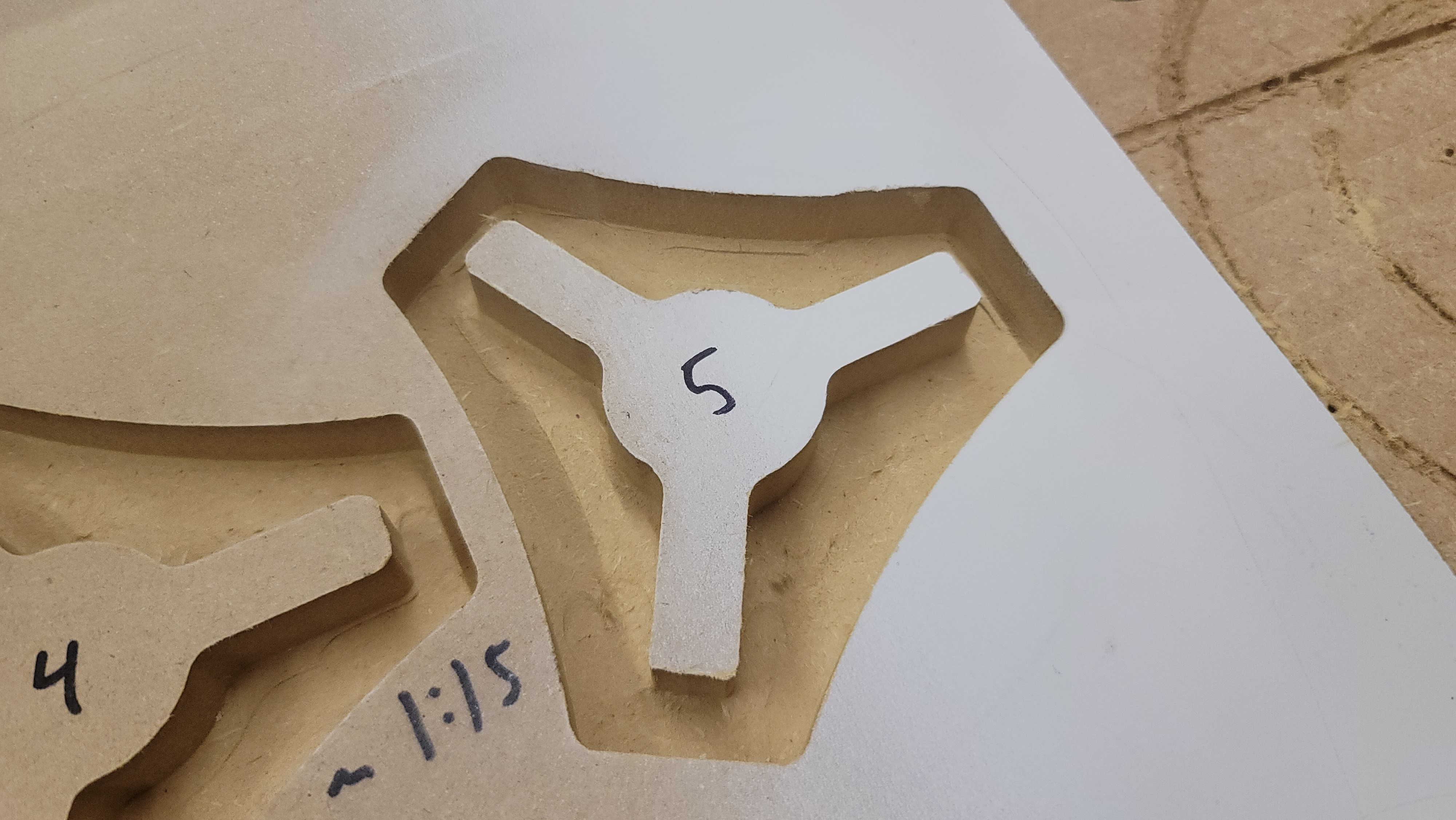
There is a bunch of wobble but it mostly cleans up with the finishing pass. Full depth at 2000 mm/min (33.3 mm/s) and stepover about 2.5 mm. I tried higher feedrate and higher stepover but it started to get too rough so I backed off for the full attempt.
I took Steve’s idea and planned the whole job as offset contours. And then I modified the gcode to remove the Z raise and plunge which were unnecessary.
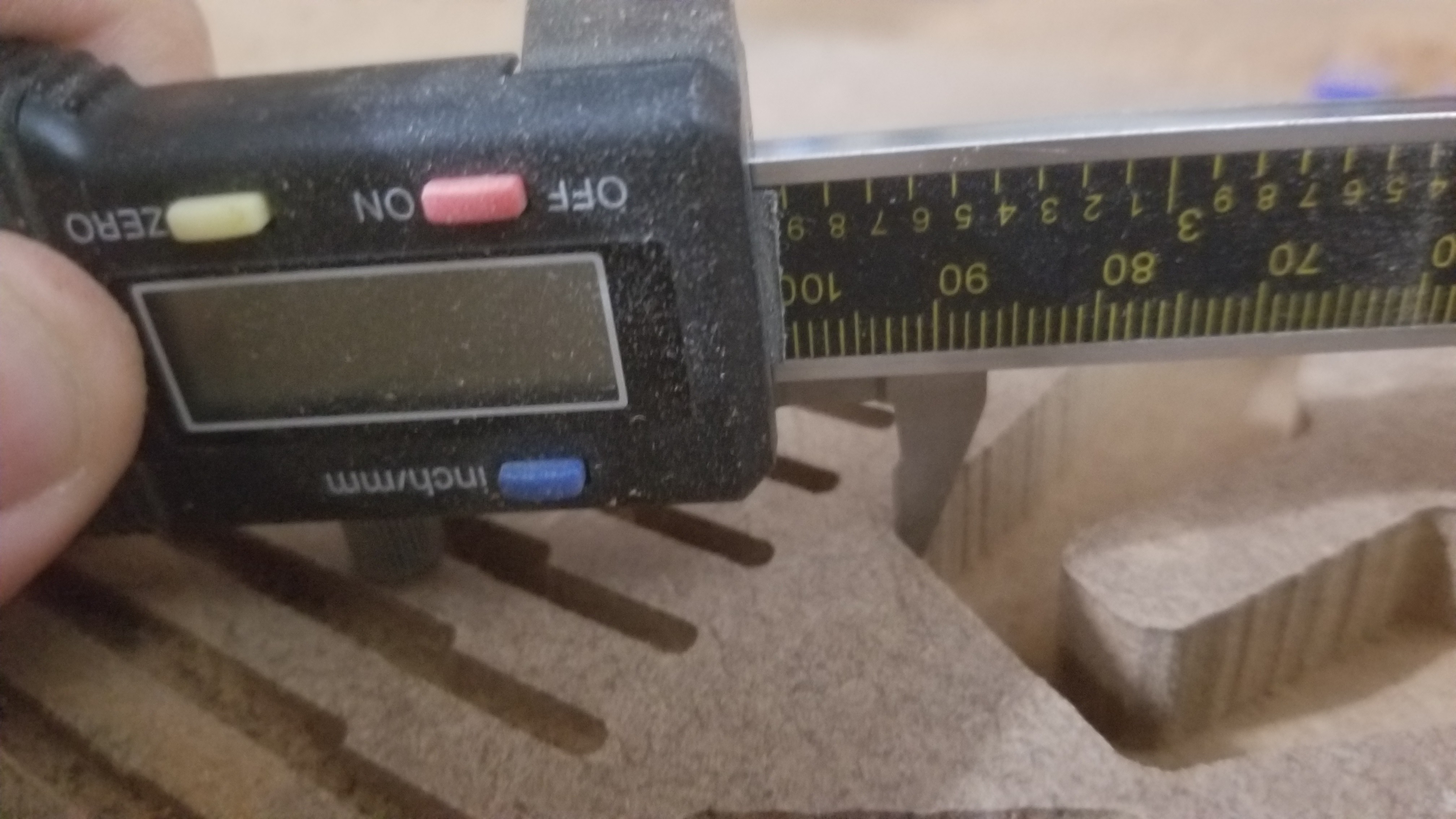
Unfortunately my caliper battery is dead but I am pretty sure the dimensions are close enough to qualify as decent.
The surface is better in some areas than others…
I had not left an offset for the finishing pass to remove with the assumption that the climb milling would push the tool away from the final edge and that would serve as the finishing allowance. I think when the tool gets to wobbling it can violate this assumption and a bit of finishing allowance could leave a cleaner shape.
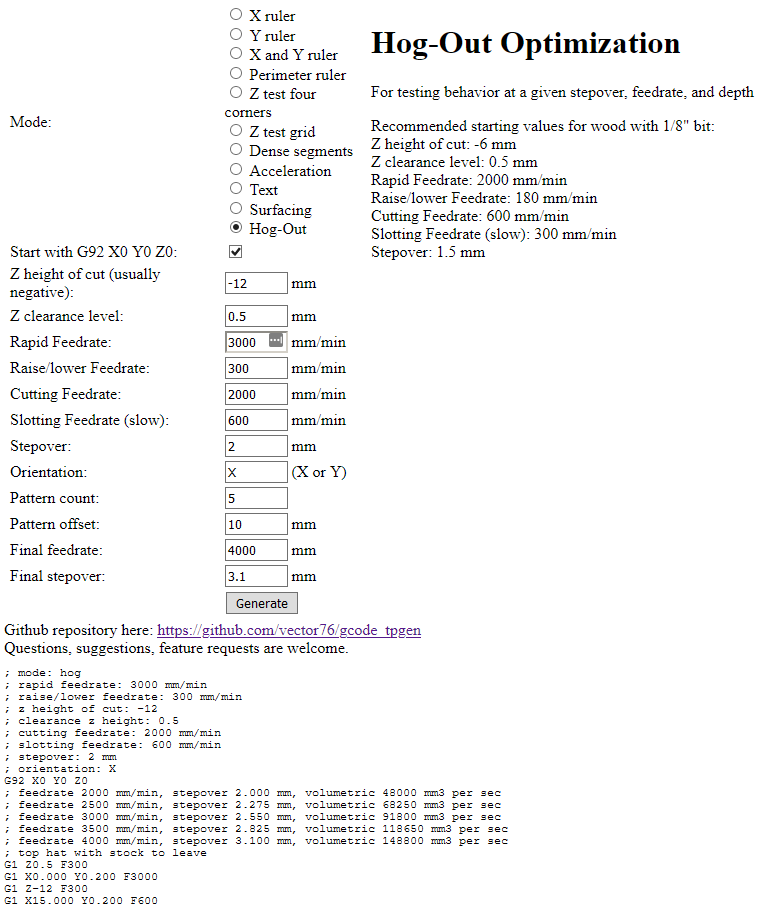
I’ve updated my test pattern generator so you guys can more easily try aggressive combinations without needing a full CAM + upload + workpiece for each attempt.
Here is the link again: https://vector76.github.io/gcode_tpgen/
Here is a sample set of parameters.
Given N patterns (“pattern count”) it will sweep stepover value from “Stepover” to “Final Stepover” and it will also sweep the feedrate from “Cutting Feedrate” to “Final Feedrate”. The slotting feedrate is used to set up the test cut and should be slow to ensure it’s relatively precise.
Mine is a 2 flute.
Awesome!
Me too! Odd wobble, almost looks like it is stalling, and the arcs are slow? Man this is going to be tough to match or even get close too with an 1/8". Is this with the double decker?
Hard to say, a load calc should be checked I suppose. Mine is still making powder so I know I can push harder until I get decent chips so I have not bothered with checking. More flutes mean less chip evacuation ability though so it is a balance.
Freaking awesome! This is on a fairly tall build as well, super impressive.
If you switch the vid to “mature content”, or whatever YouTube poorly calls it, it takes the YouTube kids stamp off, and I can add it to the playlist.
…done. Yeah it is a 24x24x6.
Ultimately if the motor has the torque and the gantry can handle it, going up from 1 to 2 flutes can allow doubling feed rate (half the chip load). At these feeds the flutes are getting pretty full even with 2, so 1 flute probably won’t be very competitive.
What you don’t want to do is go up flutes if your chip loading is already low.
Dude, that is really good for 1/8!
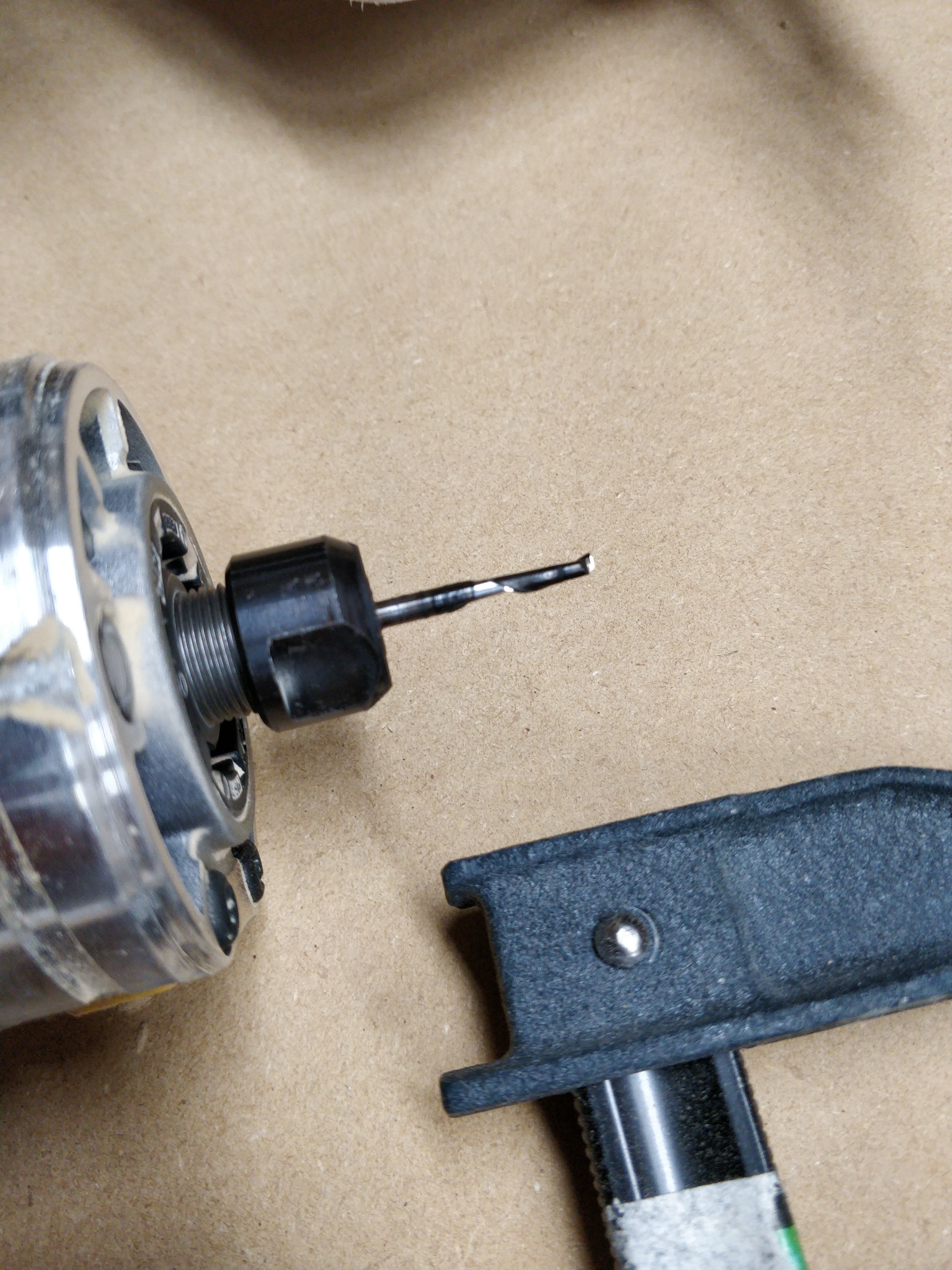
I used a 3-flute but it does not have very good chip clearance (shallow channels). That is why it smoked during the straight down plunges. My favorite 1/4" 2-flute upcut endmill has deep grooves for excellent clearance. I didn’t use it for this race because it is quite long, and I would be sad to see it broken.
Yes, this is the double-decker. I’m sure it is stiffer than the typical Burly at large Z, but an extremely short Burly should be comparable I think. And an extremely short Primo “J” might be better, since I’m still using 6mm belts.
The conventional wisdom (as far as I recall, which could be wrong) had been that a 1/8" bit should be able to move twice as fast as 1/4", which would mean equivalent material removal rate, but it is appearing that the 1/4" bits are substantially faster. I’m trying to make sense of this in my head. Here is a hypothesis: suppose the loads are comparable between 1/8" and 1/4" at half the feed or half the stepover. This load might be tolerable, and produces some deflection. The deflection changes the effective stepover, and therefore changes the load. For a 1/8" bit, the load changes more than it does for the 1/4" bit, changing in direction and/or magnitude, because a given deflection is larger compared to the tool. Perhaps a static load is not a problem but the load influencing the deflection, in turn influencing the load can set up unfavorable feedback dynamics. These dynamics would then be worse with the smaller bit and cause it to go wonky under lower loads, while the larger bit can push into higher load territory before the dynamics become a problem.
Just a guess.
You also have to consider that this is a pocket operation. I believe it is an entirely different race when slotting. Just the “thermodynamics” of it should give the advantage to the 1/8", because it is removing half the material. We really need a good AV test, and ideally, we could tweak the settings to get the same load for each, experimentally. Not sure how to measure that though.
I think it is more complicated. The larger diameter also has a larger load (further out from center), the smaller diameter technically has more flex (I don’t think we encounter much of that though)
Damn it! Didn’t hit the record button on start, hit it after it finished…
This was slightly frightening.
![]()
About 1 minute.
99mm
12.5mm
The bottom is pretty rough too. It was definitely deflecting.
I think now it’s going to come down to editing paths. Everything I’ve done so far is straight estlcam, and it’s a single operation, so you can’t edit the travel moves.
Love this thread!!! I sooooo wish my machine wasn’t in 100 pieces, in a box, in a warehouse, on property I don’t own. I would love to try my hand at this. I am sure I would have been breaking stuff and posting the “how not to do it” videos by now.
As an update on me. Got a 100% remote job back in January, sold my Coloardo house in March. Been staying with me Bro in Missouri since while I look for a place in Texas or Missouri. Crazy market right now and things are just not working out yet.
Back to the race. Keep it up! I am loving this.
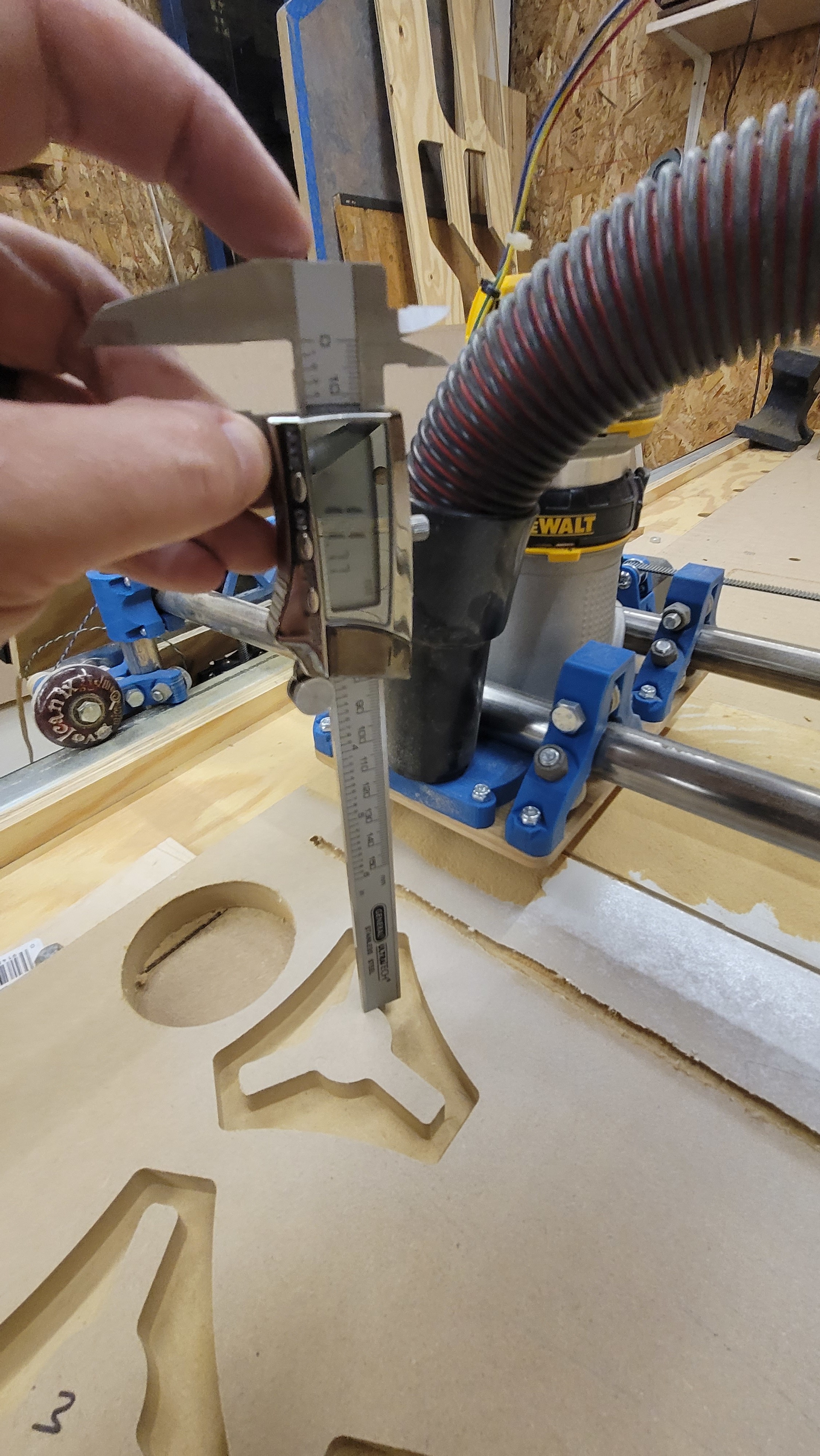
Okay, I lied. Tried it again with the same speeds, but linear pocketing.
99.38mm
11.77mm, I cheated the endmill up a touch too far.
About a minute and ten seconds.

Man, I wish I had some more time and 0 kids at the moment.  I’d so ruin a few endmills for that!
I’d so ruin a few endmills for that!
It looks like when it is under the really heavy load it is getting pulled down, or maybe that is just the dust cloud.
AWESOME!
Paint is dry, going to add the protection stickers might get a cut in this evening!
Yea, it’s pulling on the router, this is waaay too fast.
I did a run. I poked around in Estlcam for a while, looking for what I thought was a good balance. I used the old bit, thinking I would probably regret it.
After some light vacuuming:
This was 20mm/s, 90% stepover, and 12mm DOC. 1/8" single flute upcut. Way faster than I have before. Nice to know it will at least finish at these forces. No skipped steps.
It clearly has a nick in the bit. My X belt was also a bit loose, so I tightened that. I think the dull bit and the loose belt caused those waves, but it might also be where the linear pattern stopped and turned around, IDK.
Video doesn’t show much. I measured 2:05. But the results are too poor to count. I didn’t even go get my calipers, I want to make one with a smoother surface.
I had a limited time today, and when I started my second run, the X drv8825 went belly up. I haven’t had one just die like that before. I thought it had overheated, but nope, dead. I have it replaced and the fan is pushing air in the right place now, so hopefulky I can try again when I get some time. I already put in a newer sharp bit.
Okay…SailorPete from RootCNC has been invited to come play, this is gunna be fun!
Standing in the middle of a fireball would negates the need for a heavyweight shirt