And the winner for the best carnage so far goes too…
Bad ass! I can see your travel moves are almost half the cut, that is insane. Your optimizations are going to really lower the time I bet. It almost looks like you need to slow down your RPM’s a bit…maybe.
Okay, since this is getting nuts I figure we are going to need to get a bit more specific.
Time start when the plunge starts, and ends when your bit clears the surface on the final retraction (not when it gets back home).
With my test pattern I am cutting at 6mm depth, 3000 mm/min with 3.1mm stepover and it’s plowing though like nothing. This is about 750% of my baseline (600 mm/min and 40% stepover).
These conditions are
1500 mm/min at 1.5 mm stepover (13,500 mm3 per min)
1875 at 1.9 (21,375 mm3 per min)
2250 at 2.3 (31,050 mm3 per min)
2625 at 2.7 (42,525 mm3 per min)
3000 at 3.1 (55,800 mm3 per min)
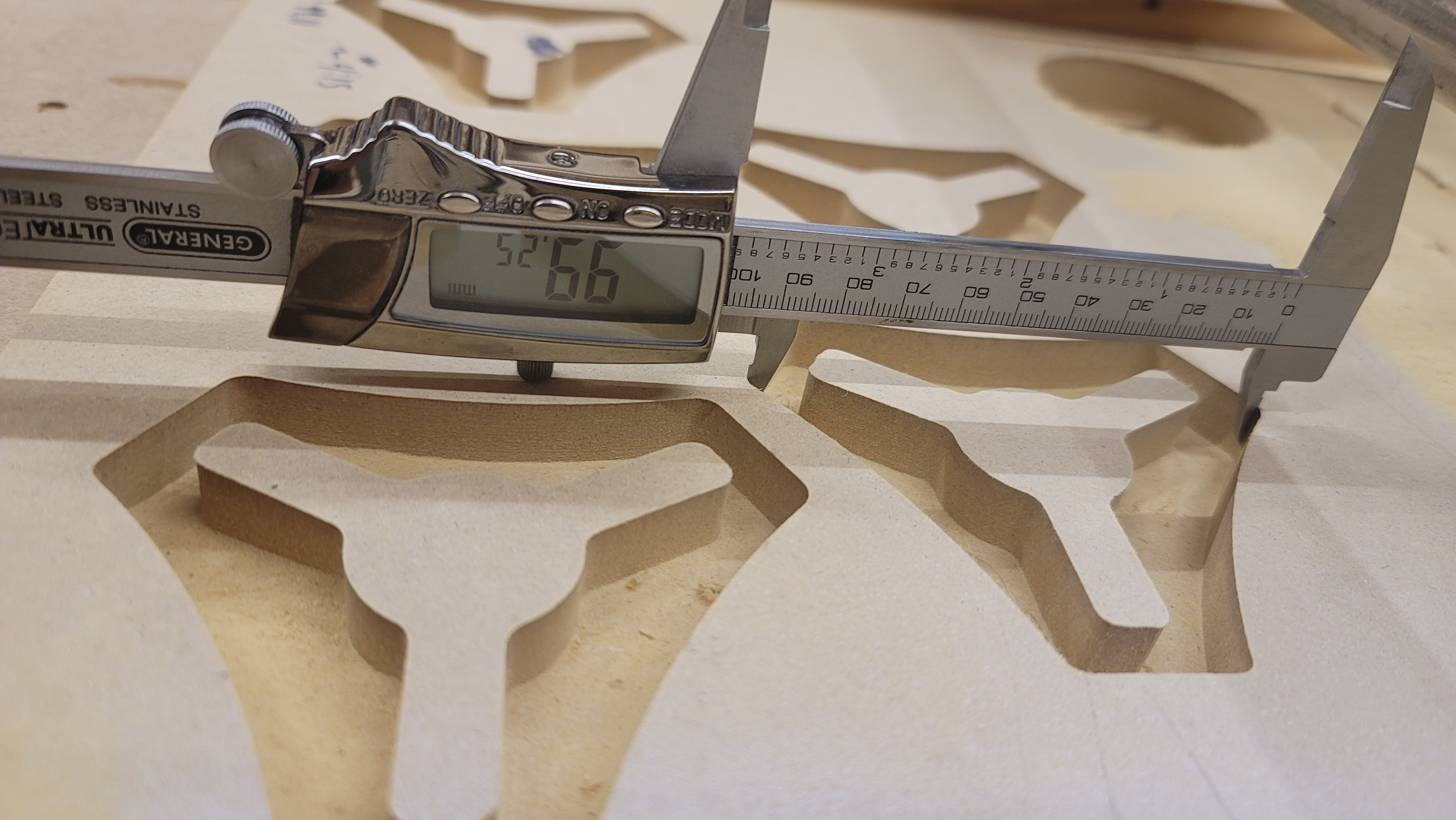
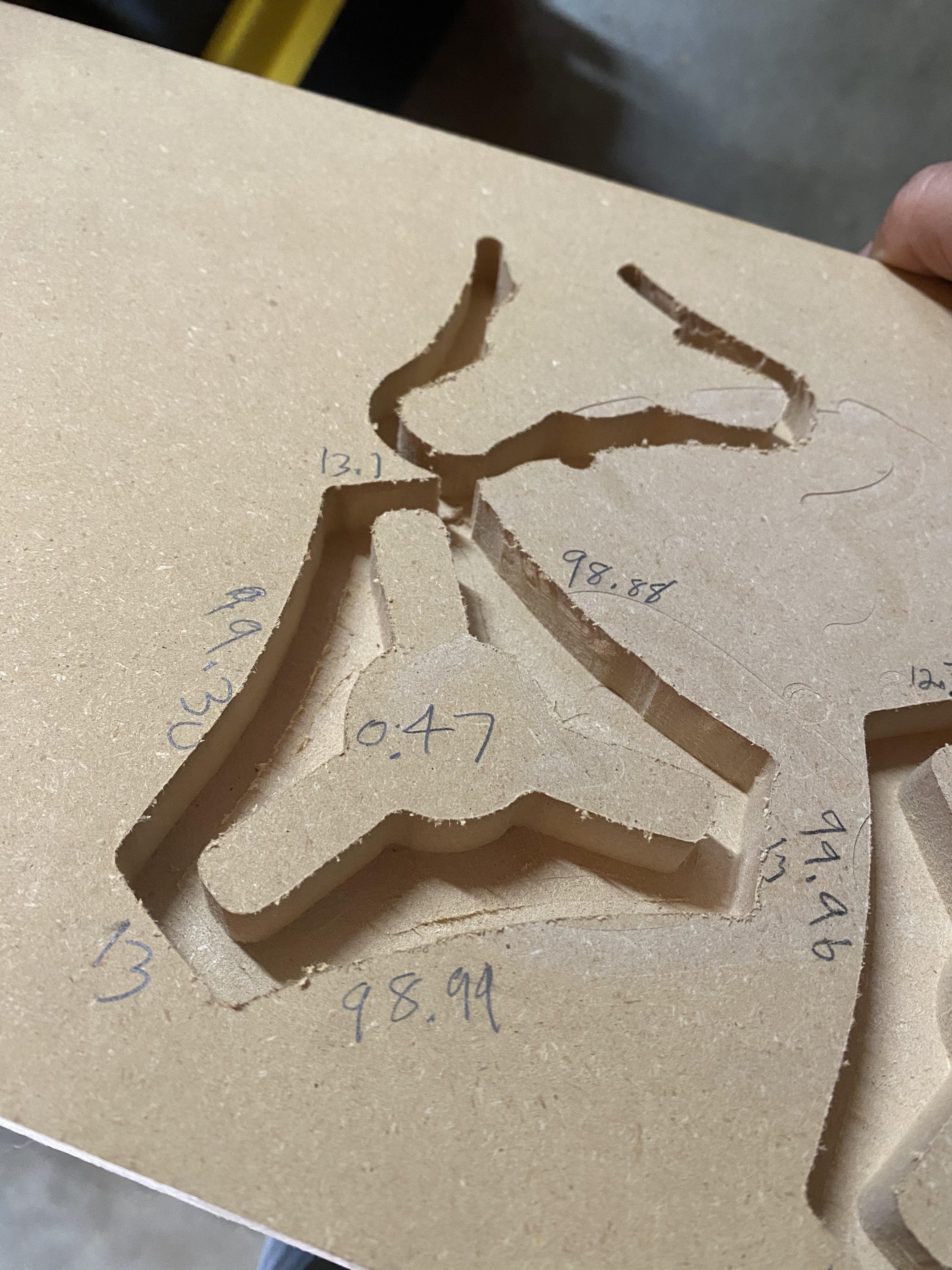
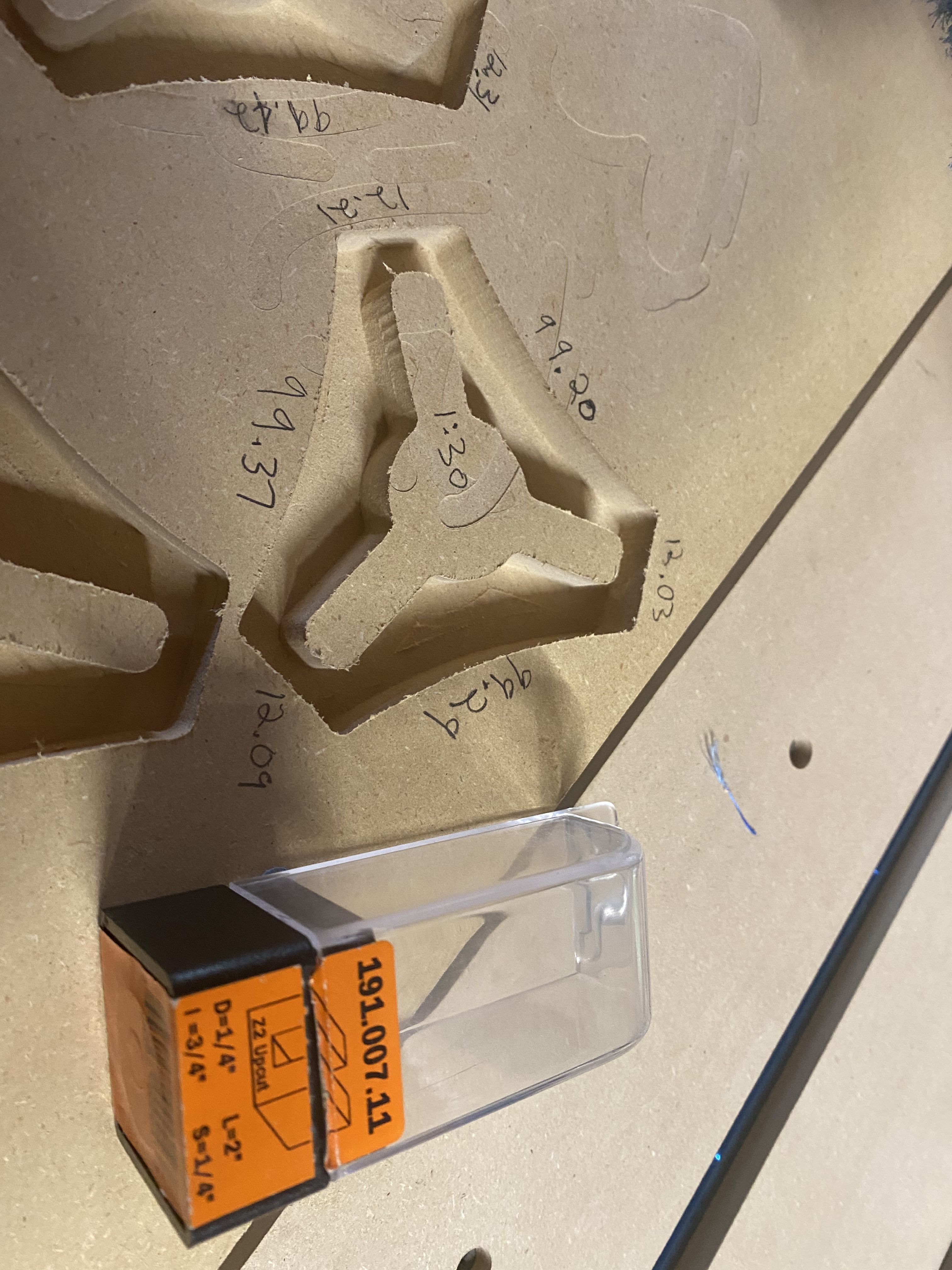
Part of the design of the test pattern allows me to measure the deflection under each condition, which is visible here:
The bit I’m using doesn’t have 12mm of cutting edge but I can switch to a longer bit and try some more.
Or maybe I will try these settings first and see what happens. The corners could potentially behave different from the straight segments, so that would be worth seeing.
Crank the lowriders up guys.
99.25mm
12.59mm Okay, now I’m not sure why I’m cutting so deep. Wonder if it’s tube deflection now. I’m out closer to the center with these cuts.
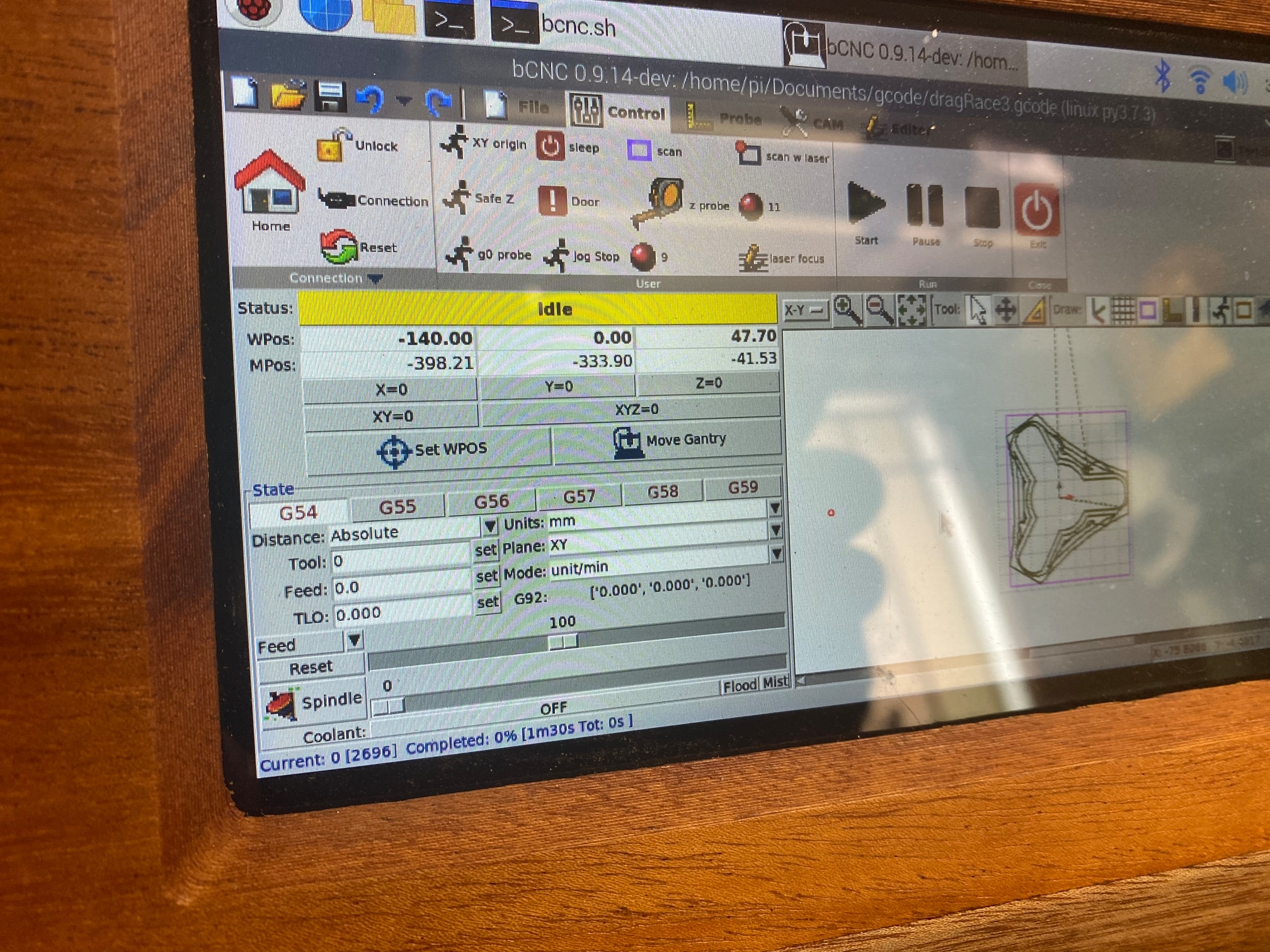
Finished at about 1:15!
I’ve got anout 2:55 (with 1/8" bit) but I’m thinking this “doesn’t count” because I’m not happy with the quality. The edge has a severe ripple and the floor has artifacts left over from the high stepover. It is deflecting so much that the linear fill pattern is leaving thin-wall pieces behind.
I definitely need to use a longer bit. Perhaps an additional finishing pass and I can get results that are faster and better quality.
And as far as 1/8" bit vs. 1/4", maybe it is not an even comparison but that’s not really a problem. They don’t need to be strictly competetive with each other. If there is a big difference they could be considered like weight classes.
WTF, Seriously. You are spanking us with a 4’ x8’ capable LowRider. … There are a few short travel moves you can get rid of in their easily shave off a few seconds.
I need to break out the 1/4" but I have paint drying right next to the machine…grrrrrrr.
These can’t be right. Did you mean 80mm/s (if so the Firmware limits you to 50mm/s).
Me too, thank you all!
That is still dam good. A few small tweaks and I bet you still stay under 3min.
Shoot I thought the weight classes would be the MPCNC and LR…I thought the 1/8 would actually be slower…Learning so much!
My naive estimate is that a 1/8" bit should be able to go nearly twice as fast in linear speed. But that would put the 1/8" speed near 60-70mm/s. That could poke a hole in that plan. On a slot, I assume the 1/8" is faster.
its bloody cool seeing these times going down and down!!! Especially on a lowrider haha. Wanna run that in the middle of your X and see how accurate it is Barry?
I have a couple new XZ Main pieces on my printer right now to fix my lowrider, but keen to see how fast i can go before i bend my 5’ X rails hahaha
Doubt it. The mdf is screwed down to the spoil board.
Though my couplers are a little springy now. Accidently went too far negative a few too many times.
My last run was 1mm too deep, but looking back the previous attempt had a hard stop glitch, which reset the control. In my haste to rerun I did not probe z. So I think I lost position was all, and I have room to eek the corners out with feed optimization (which was disabled). Feed optimization is a thing in f360 that slows the feed entering sharp corners. That would allow for higher speed through the unmeasured areas where bit flex doesn’t count, yet allow the bit to dig in for final dimension right where it matters. My next run will be about 50sec with optimization on… wish me luck.
 )
)