Since the Fusion file is designed to be driven by parameters, it should be doable to edit the params to change the size. The two params in focus here are:
| PARAM NAME |
UNIT |
EXPRESSION |
VALUE |
COMMENTS |
| Width_Cut_Size_X |
in |
49 |
49 |
AKA width of MDF TopSkin. Default 49" which is width of a full sheet of MDF that’s 49" x 97" (one inch wider and longer than 4’ x 8’ full sheet) |
| Length_Cut_Size_Y |
in |
97 |
97 |
AKA length of MDF TopSkin. Default 97" which is length of a full sheet of MDF that’s 49" x 97" (one inch wider and longer than 4’ x 8’ full sheet) |
|
|
|
|
|
Couple of thoughts:
49" x 97" = 1244.6 x 2463.8 mm
1220 x 610 mm = 48.0315" x 24.0157"
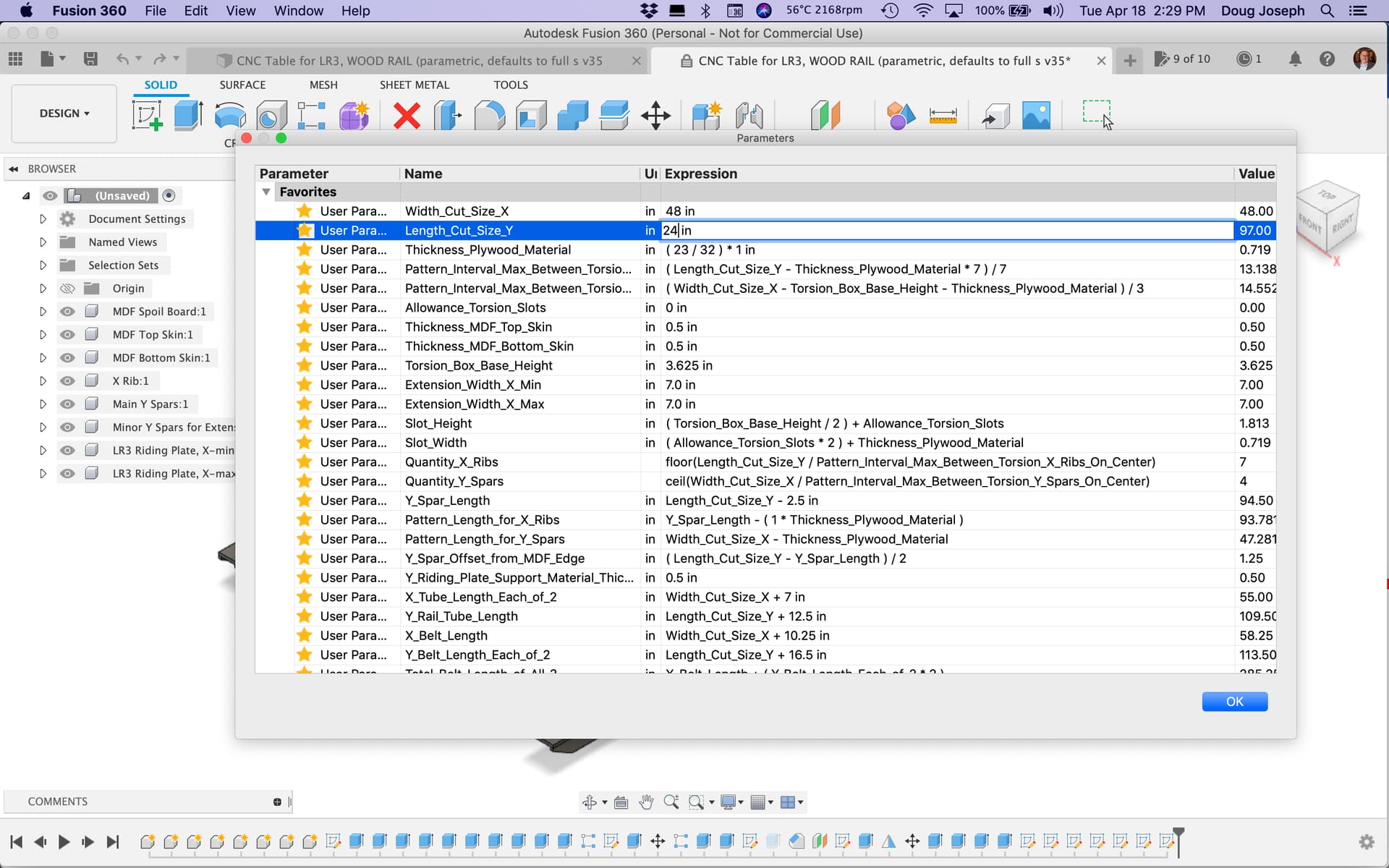
If you change Width_Cut_Size_X to 48", and change Length_Cut_Size_Y to 24"…
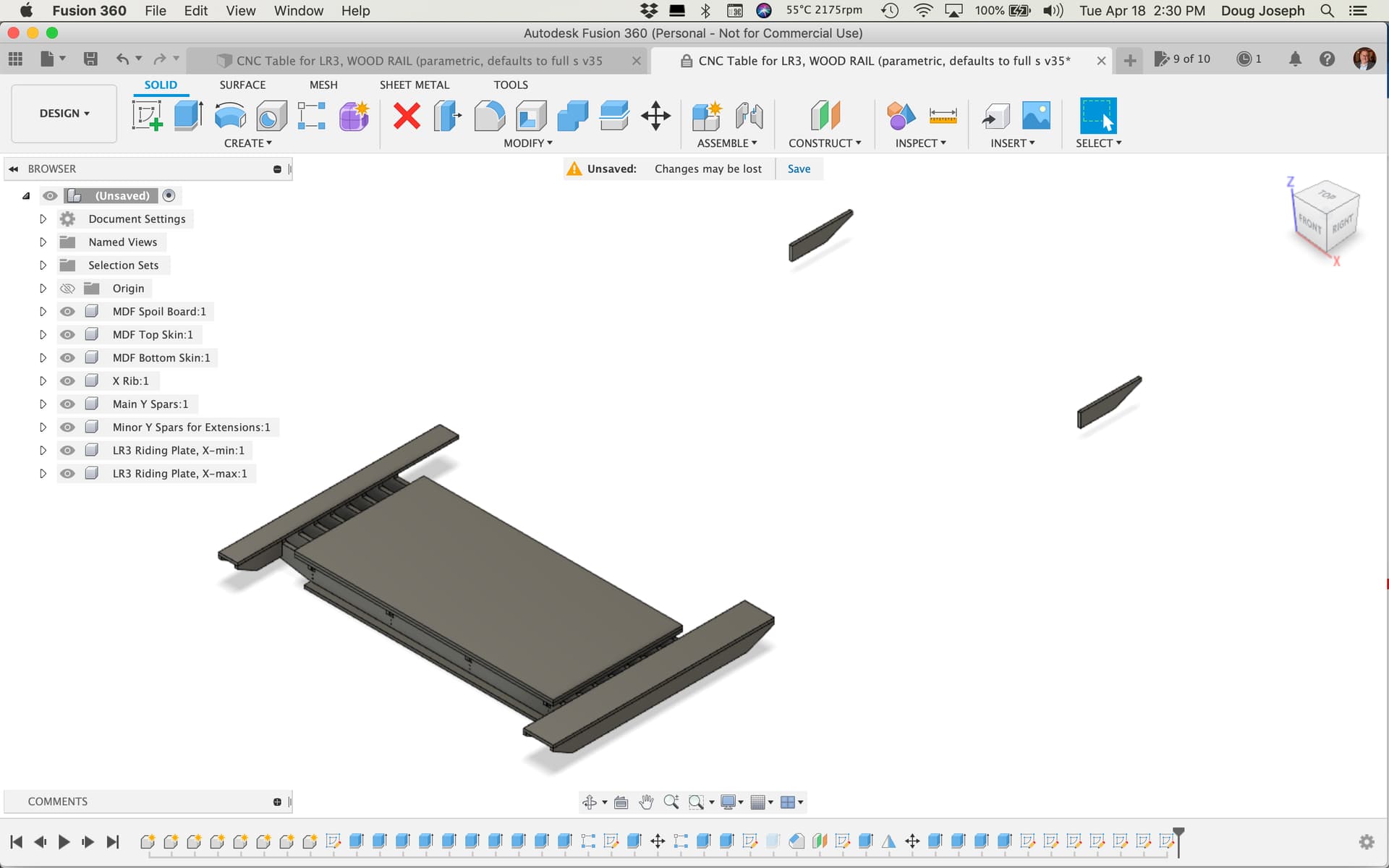
…you get this result, which needs at least 4+ steps taken (see below) to be a “whole” design makeover.
Below are the steps, but first …
A. Some of the steps are needed simply because in Fusion 360, the “move” steps in the timeline history seem to not be parameter driven, despite a parameter having been used in the original move. This is disappointing, and I don’t yet know of a fix, so manual additional “moves” are the workaround.
B. For the other steps (not related to moves) this tells me I need to revise how the params interact with each other to get better functionality.
C. A key question here is: do you indeed want the X-gantry on the 48" axis? If not, you would want a variation of this design that has a LowRider v3 on only a 24" wide X-axis, which is doable I suppose. That would require flipping the values in the two params above, and it would alter the fix steps below.
Steps needed to fully implement this design change:
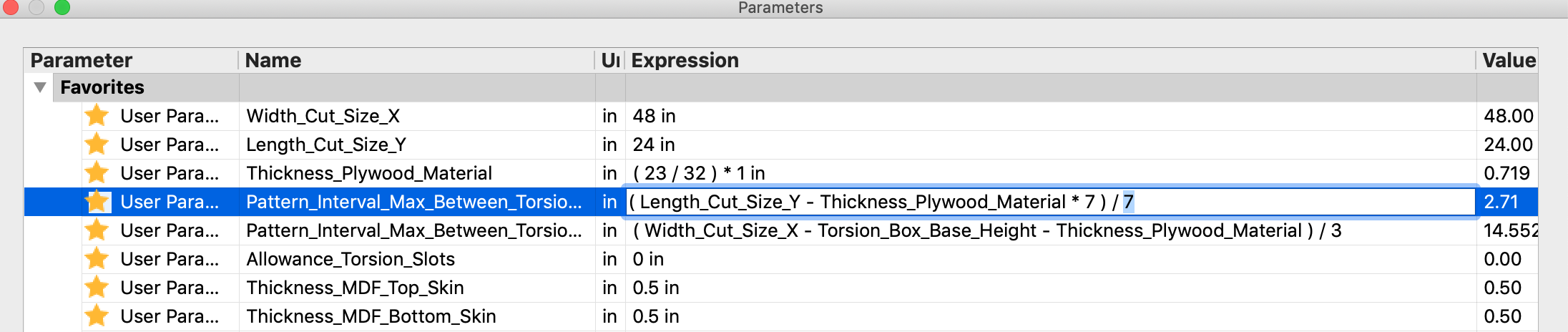
1. Edit the param named “Pattern_Interval_Max_Between_Torsion_X_Ribs_On_Center” to change the “/7” part (which yields 7 X-ribs) to some lower number, perhaps “/3.”
BEFORE:
AFTER:
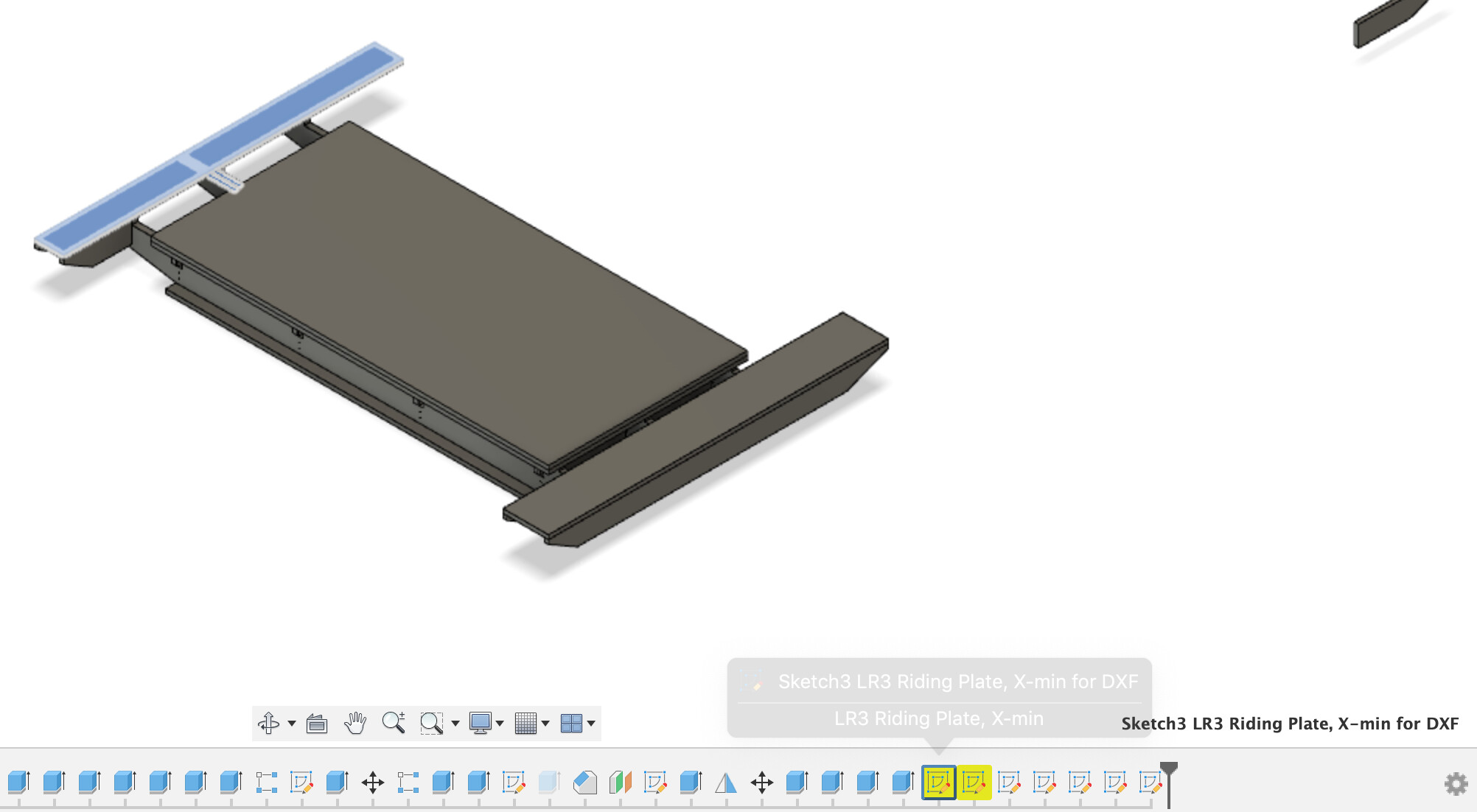
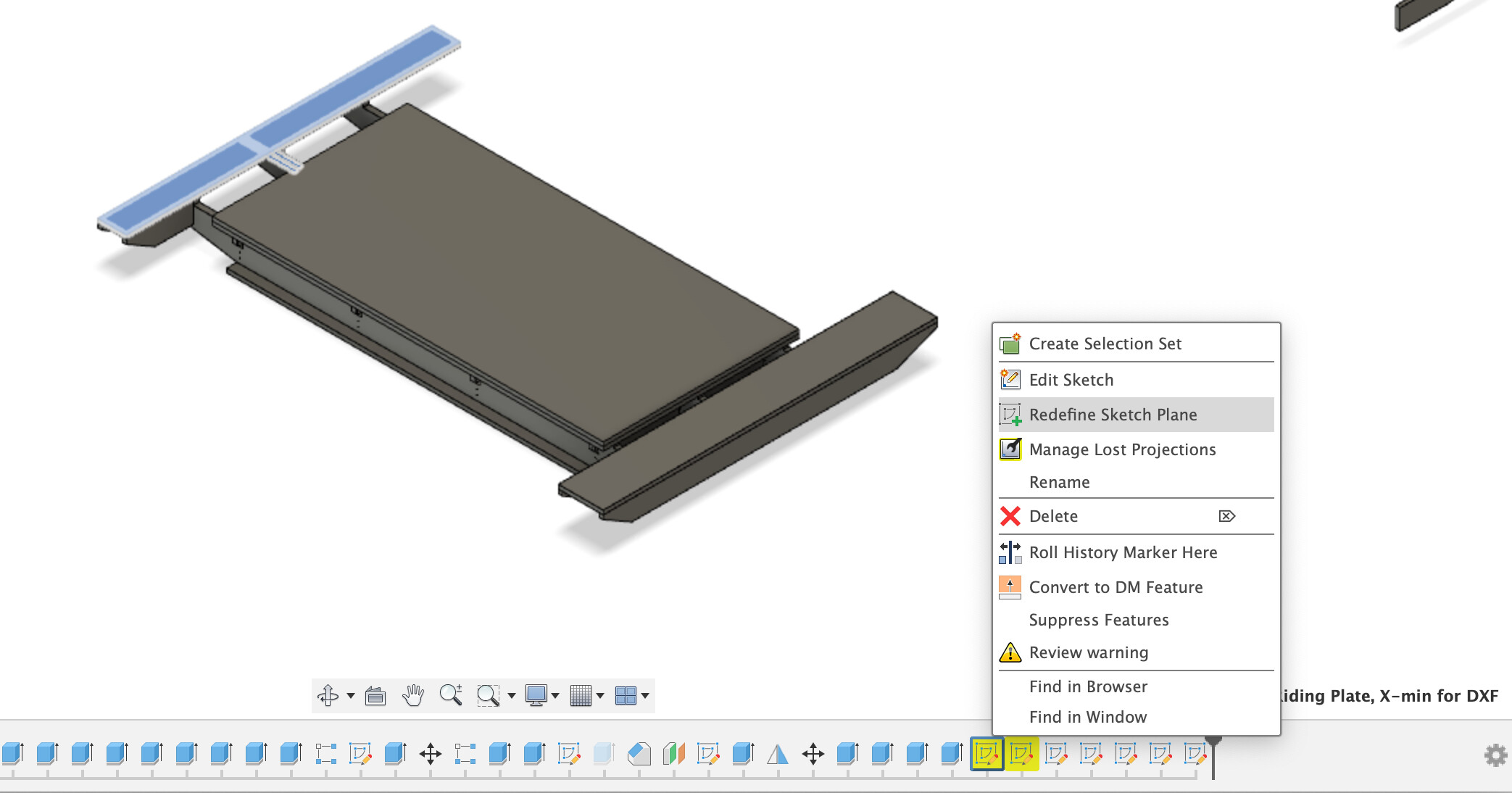
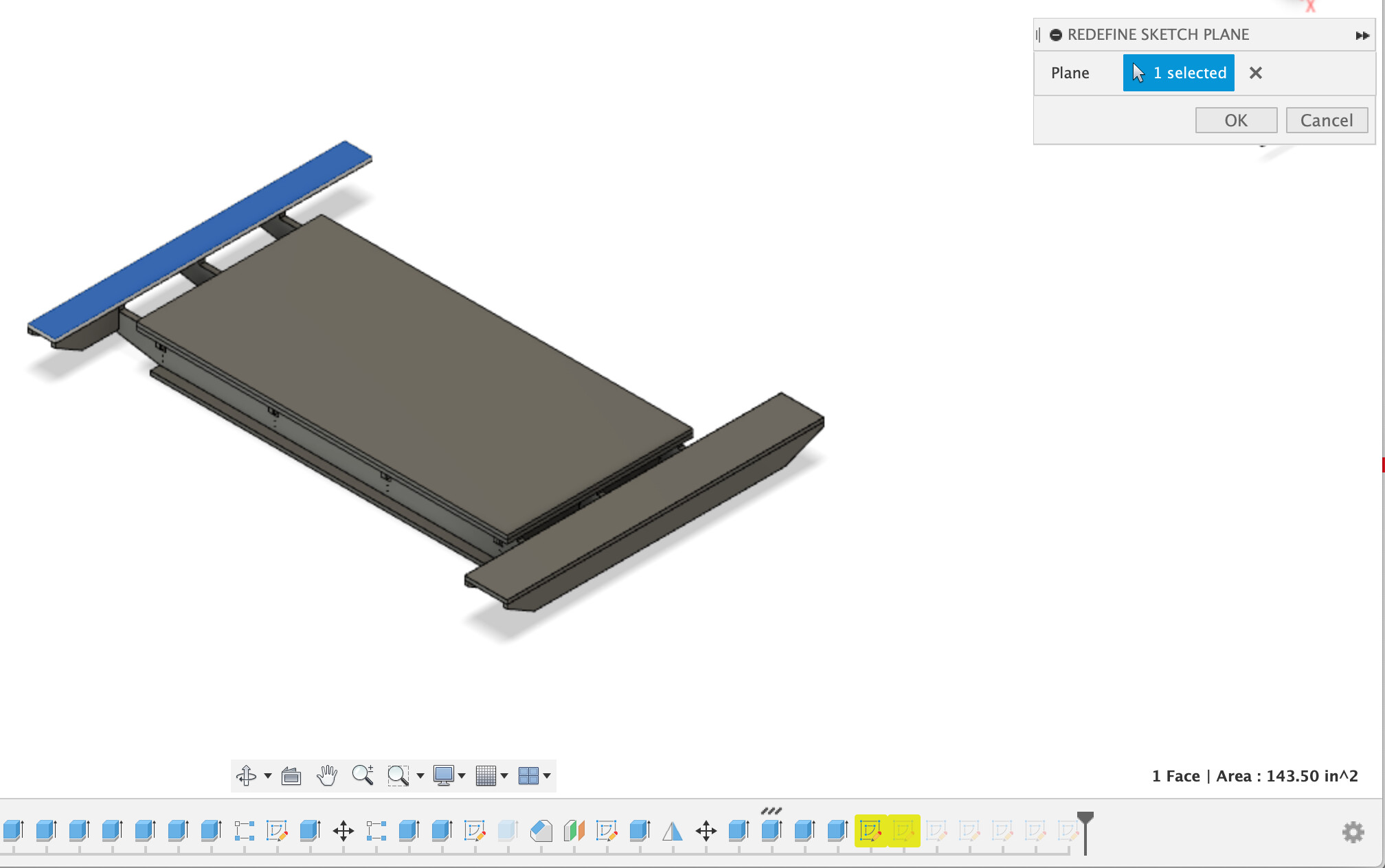
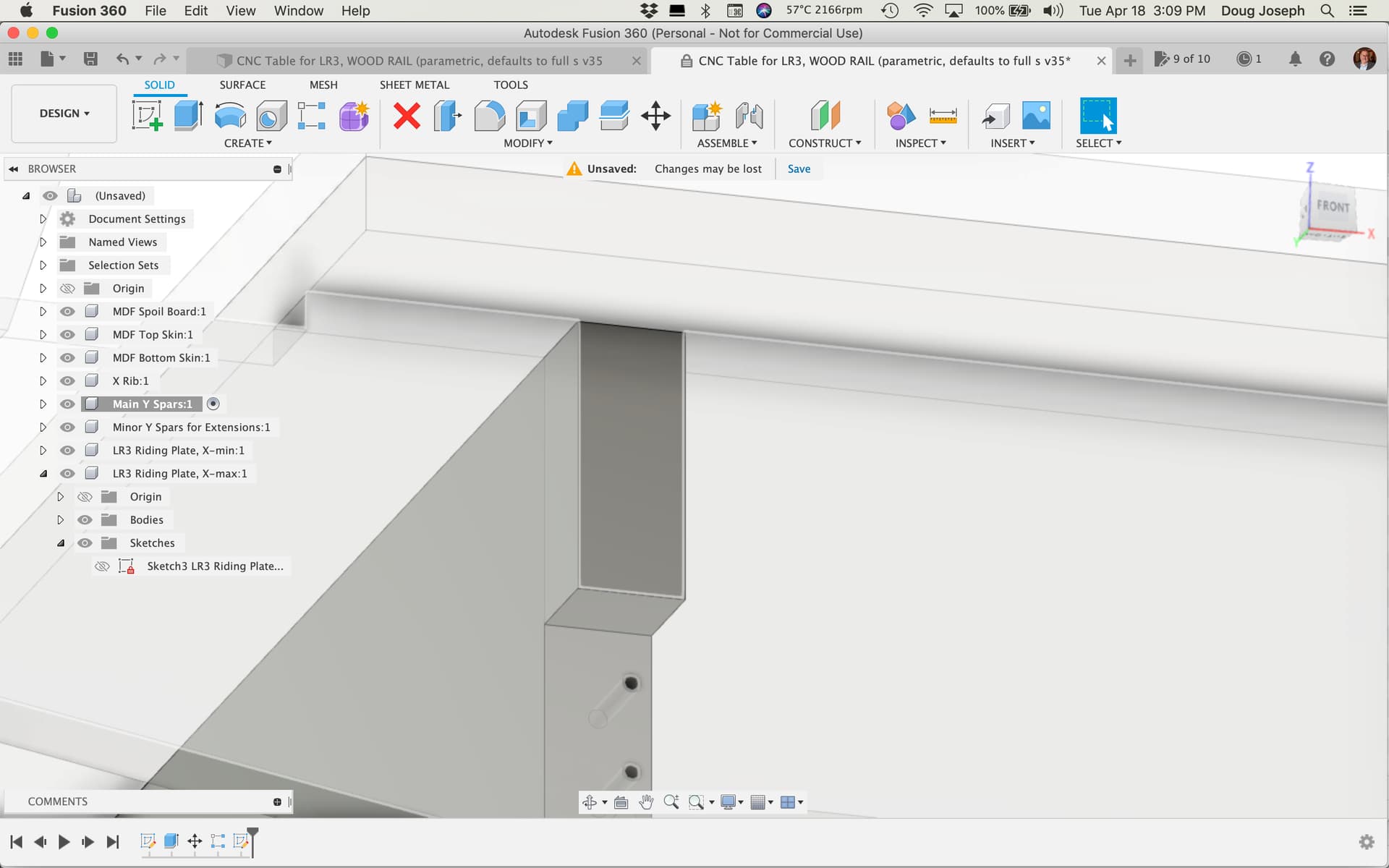
2. two of the sketches made for exporting DXFs, lose their plane of reference. One is “Sketch3 LR3 Riding Plate, X-min for DXF” and the other is “Sketch3 LR3 Riding Plate, X-max for DXF” — there is an easy fix. In the timeline history, you right click on a sketch that’s lost its plane of reference, and choose “Redefine Sketch Plane” — and note that a visual cue for which plane is discernible because clicking on the sketch icon in the timeline history highlights the sketch itself, which is laying on the face of the “body” that is the plane that it needs connected to again. See screen shots for me making this fix for “Sketch3 LR3 Riding Plate, X-min for DXF”:
… I then repeated for the other side, “Sketch3 LR3 Riding Plate, X-max for DXF.”
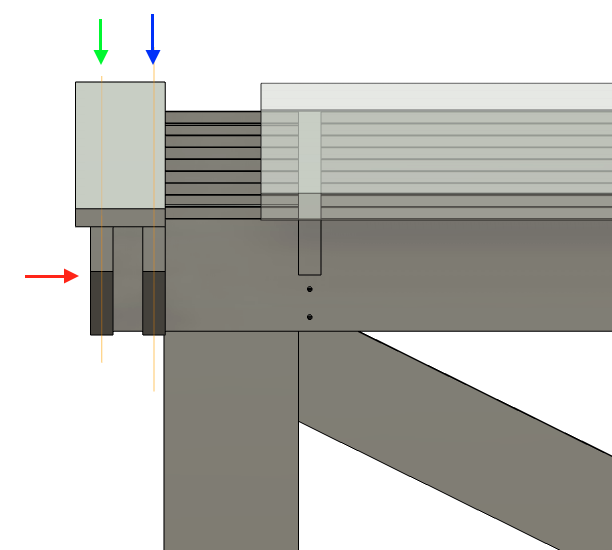
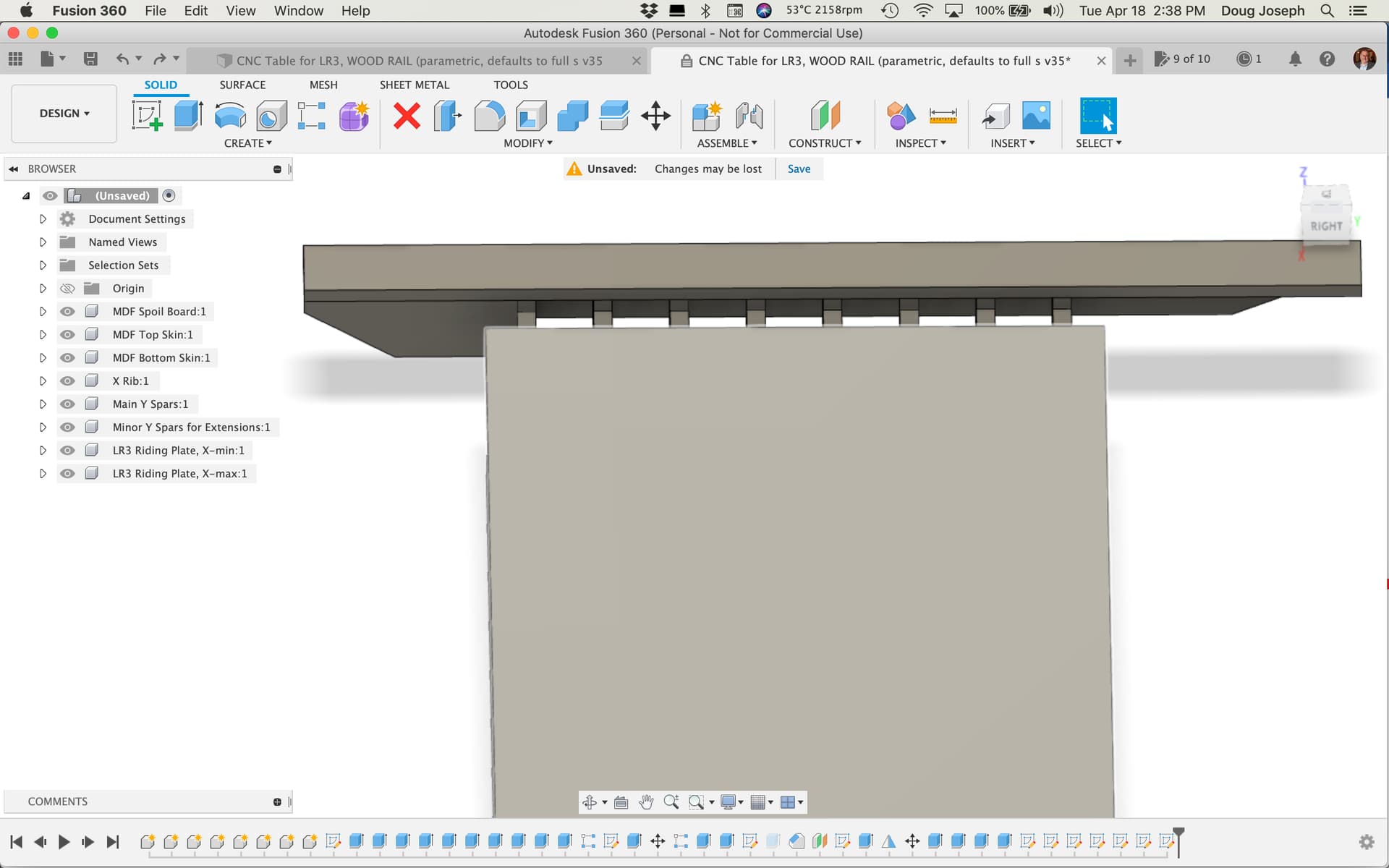
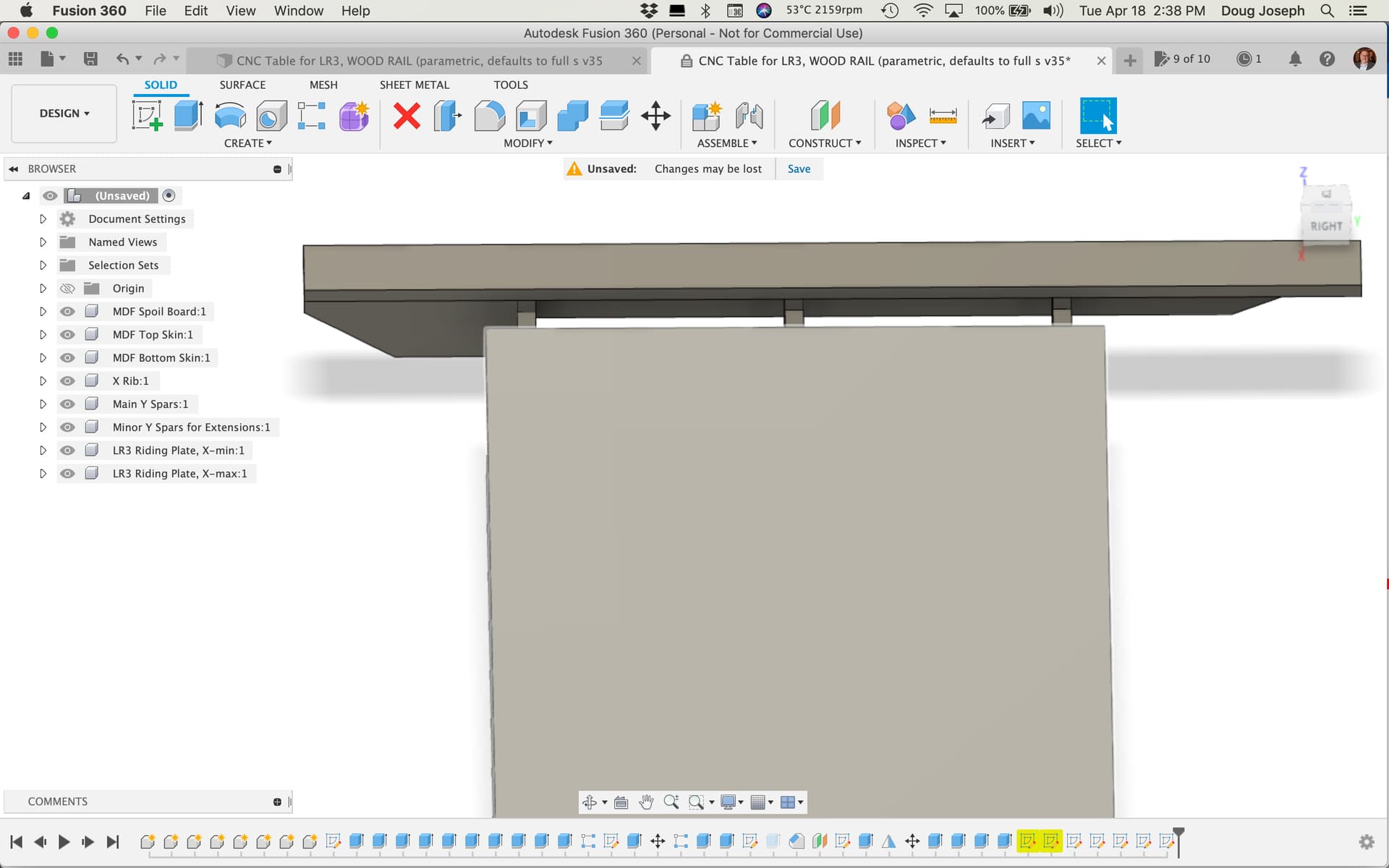
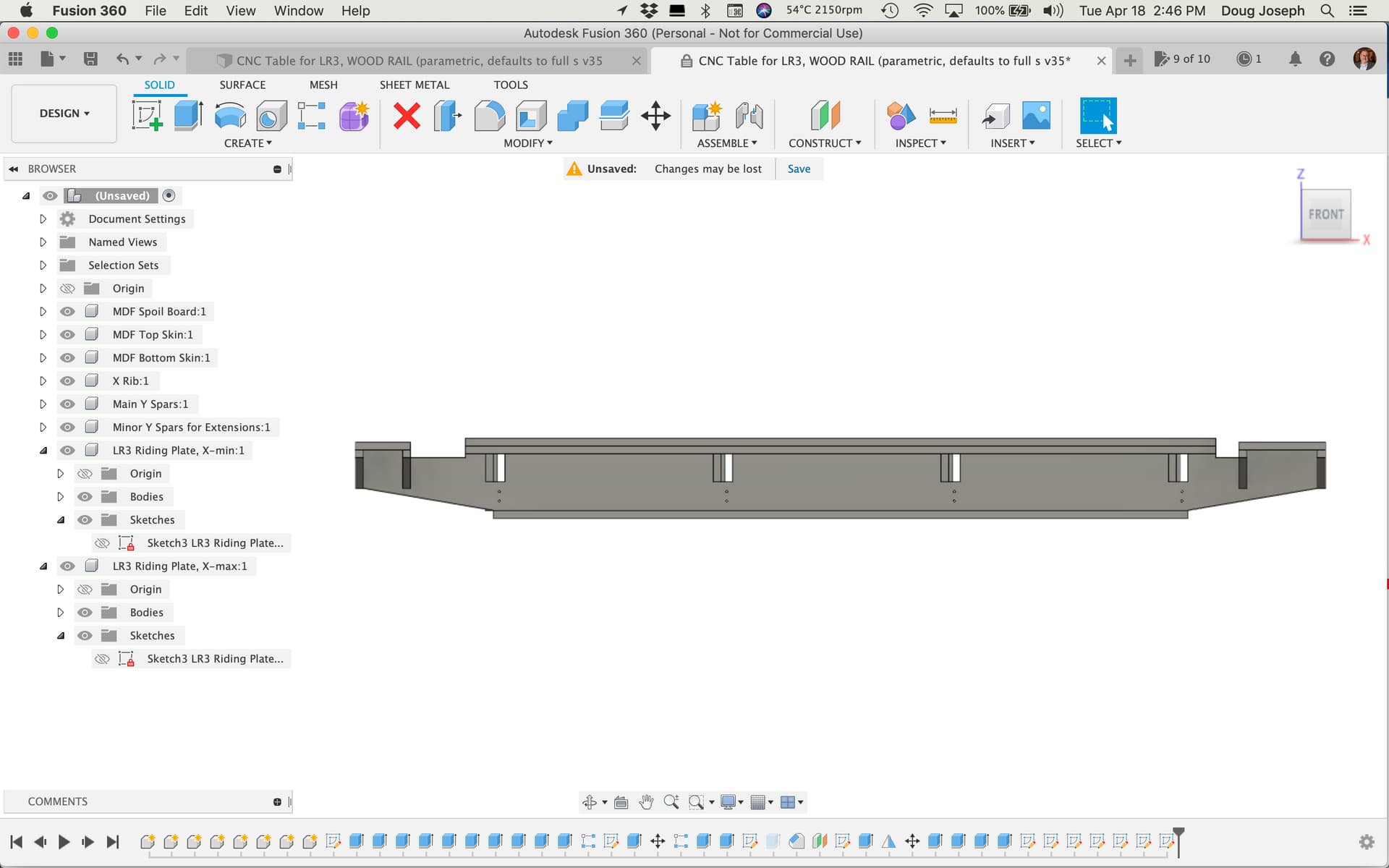
3. While the slot cuts in the X-ribs (for the Y spars to fit in) seem to have shifted appropriately (yay to me), the location of the Y spars themselves did not appropriately shift (boo to F360).
As seen here:
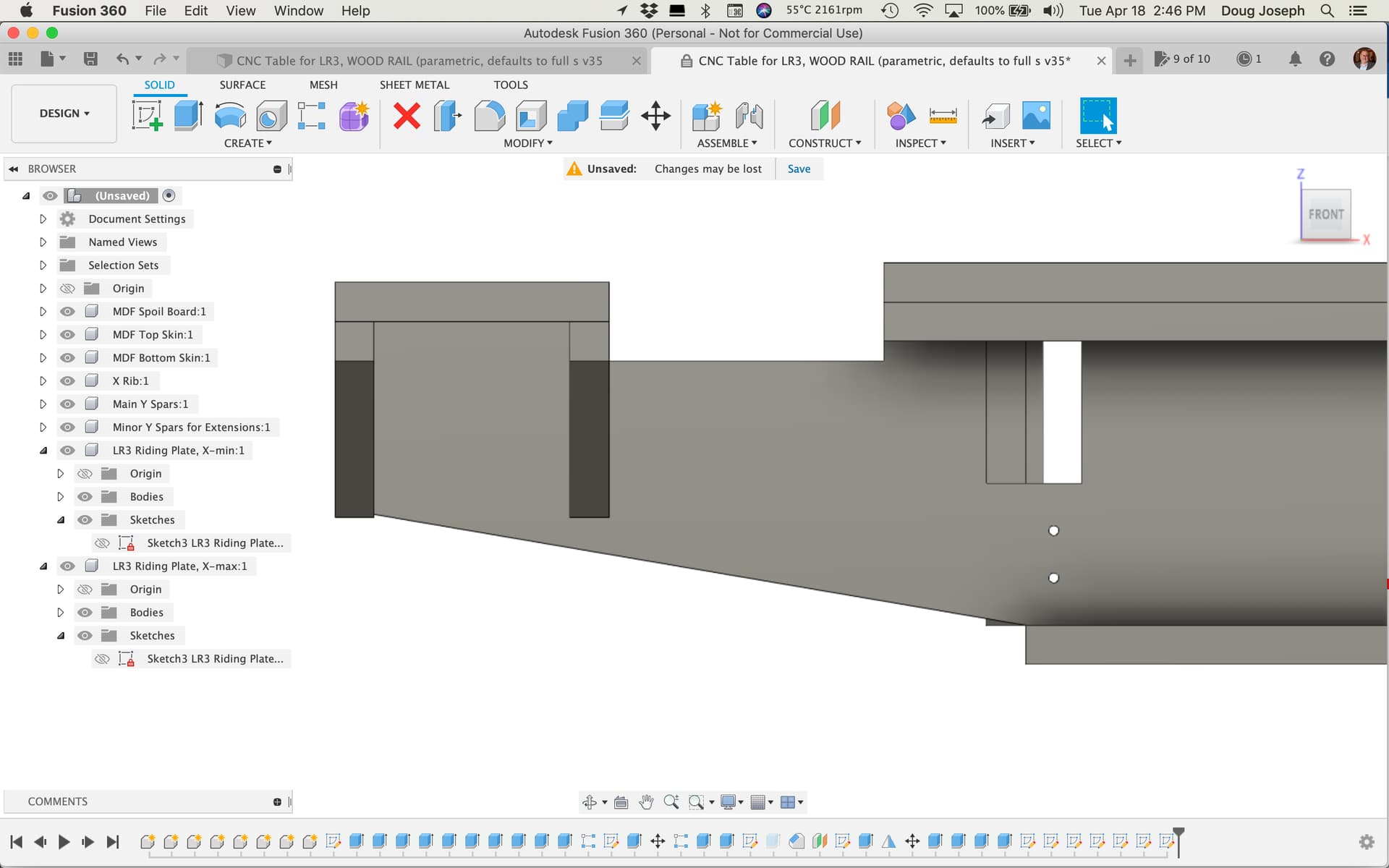
and here:
…This needs fixed by moving the first one, and having that movement be in the timeline prior to the pattern step that “repeats” the one on the left to create the other Y-spar bodies. 
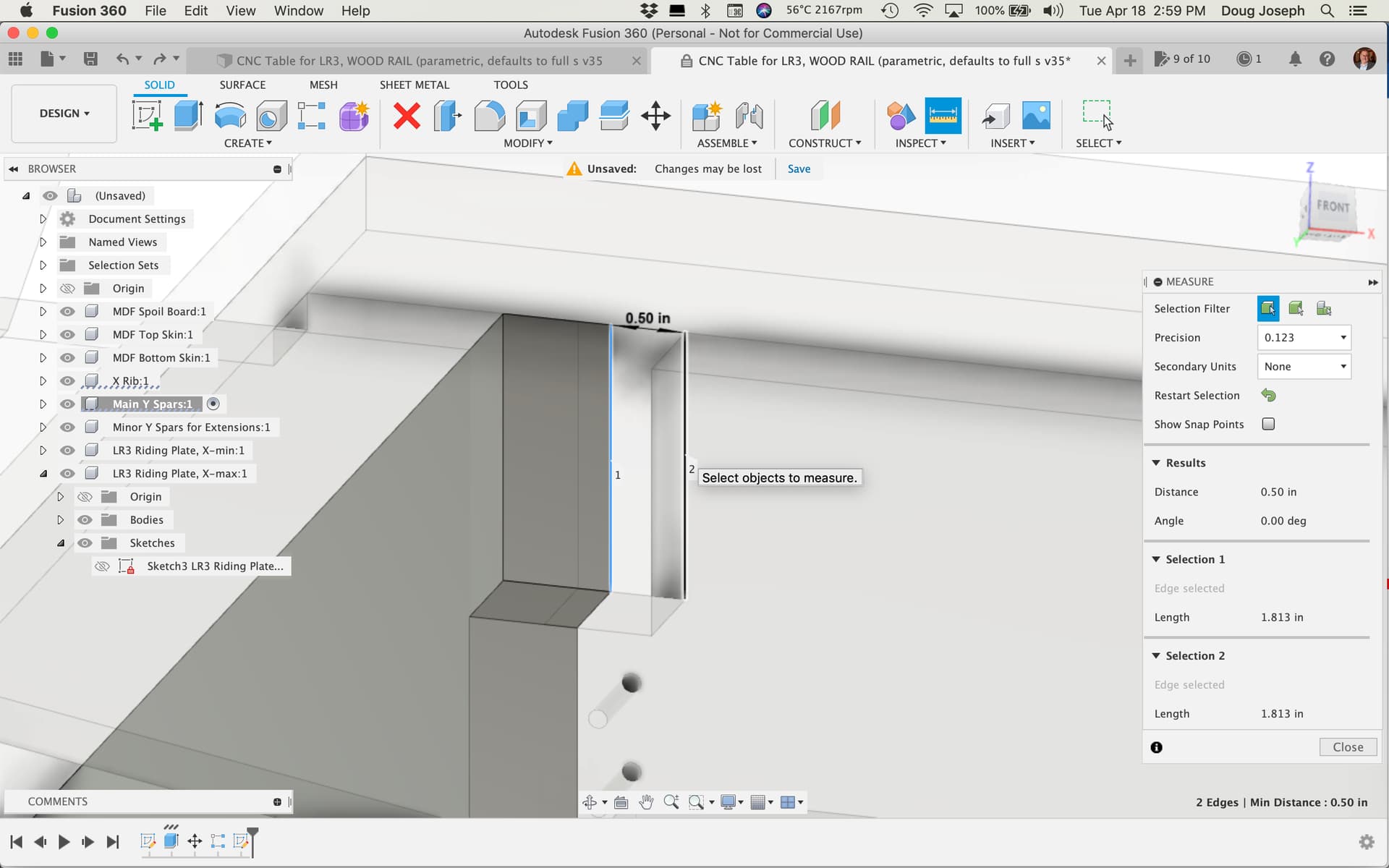
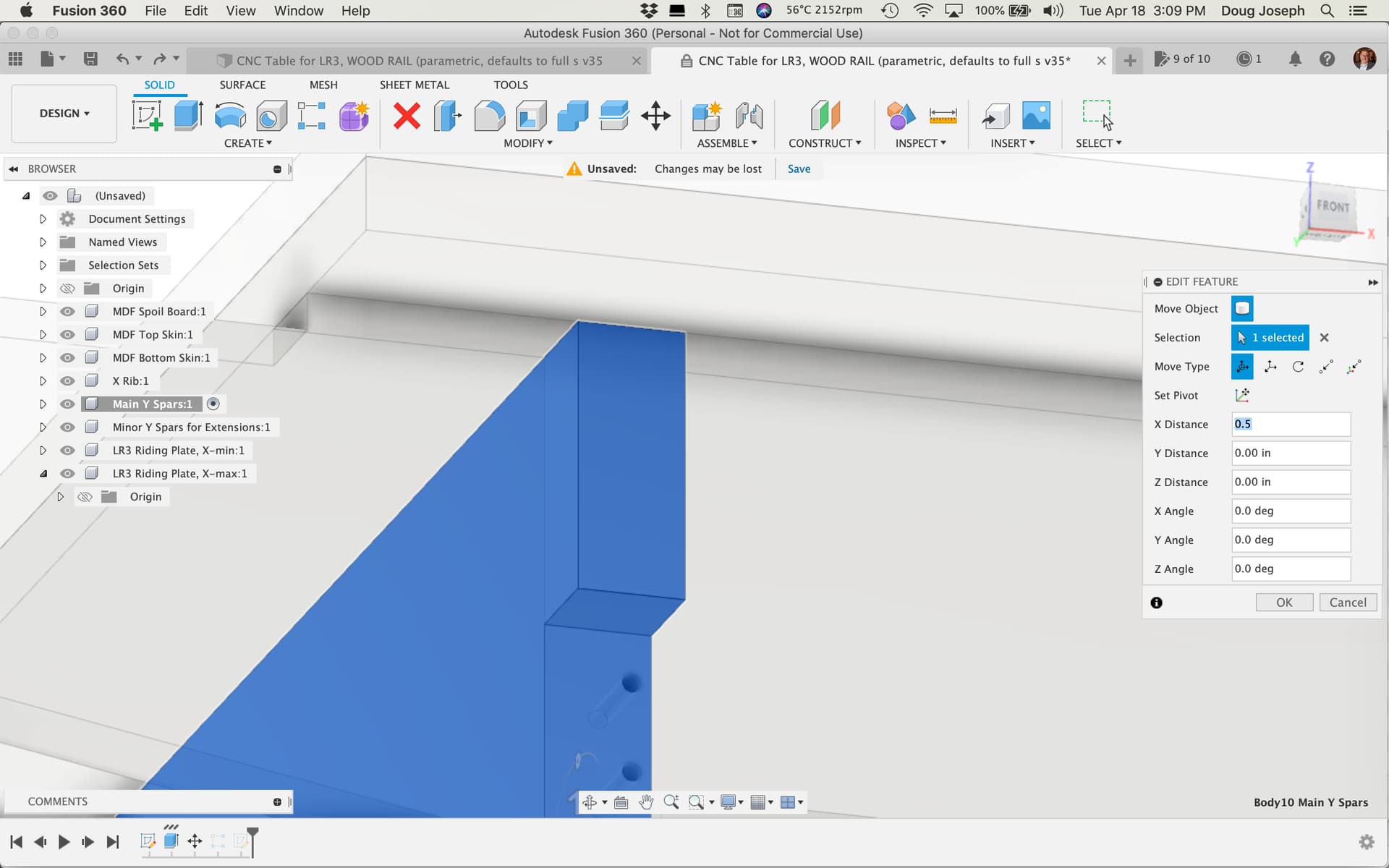
To measure the distance by which the one on the left needs moved, press the “i” hotkey, and click on the lines as shown, letting us know it’s off by 0.5". This make sense, since we shortened the usable width by 1" — and that 1" gets divided “by 2” (i.e. on both sides of the table).
… And finally, to fix that,
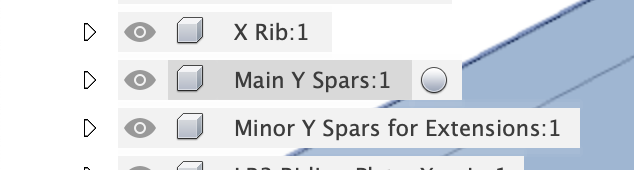
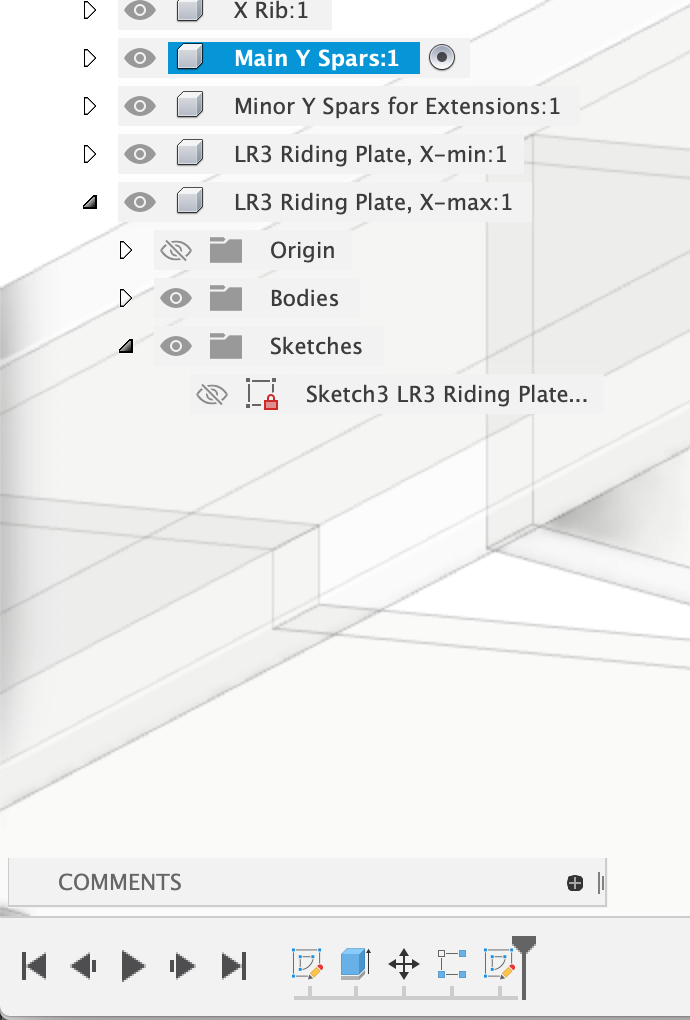
…first activate the component named “Main Y Spars” by hovering over its name:
…and then clicking the radio button that appears:
…Note that this will give a filtered timeline history that shows only history steps related to this component:
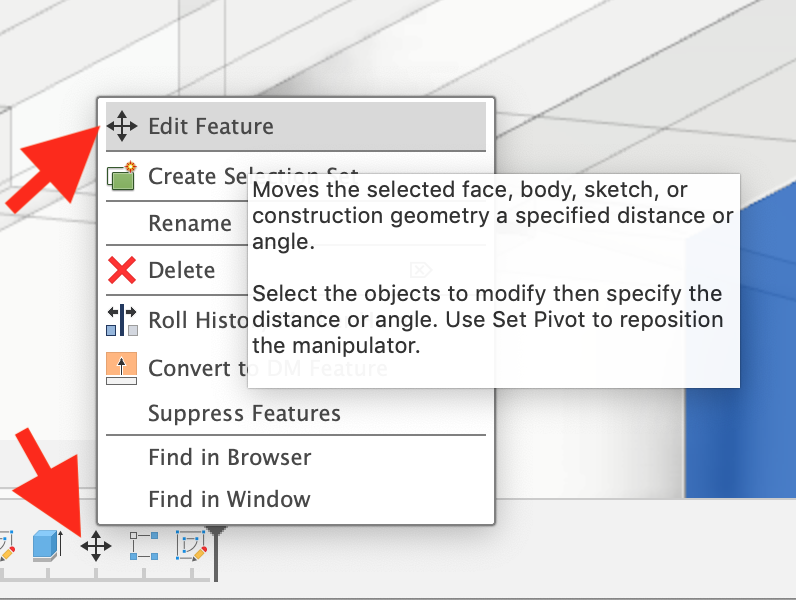
And the “move” icon in that history can be right-clicked and edited to input 0.5"
— note that for some reason (i.e. in F360 the move steps seem to not be parameter driven, despite a parameter having been used in the original move.), the previous move’s distance parameter is not shown as an editable bit of history. Any new inputs are seen as in relation to zero at the current location, and the new move results in a “cumulative” move distance, in which the newly inputted amount results in a new move based on the current location. I am disappointed that this is how F360 seems to work, and it’s the reason I have not yet figured out a way to avoid such move “fixes.”
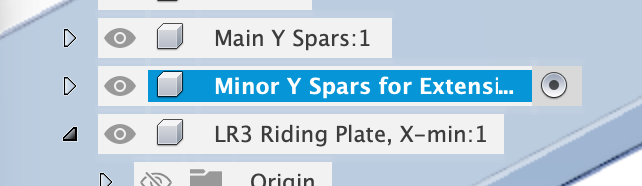
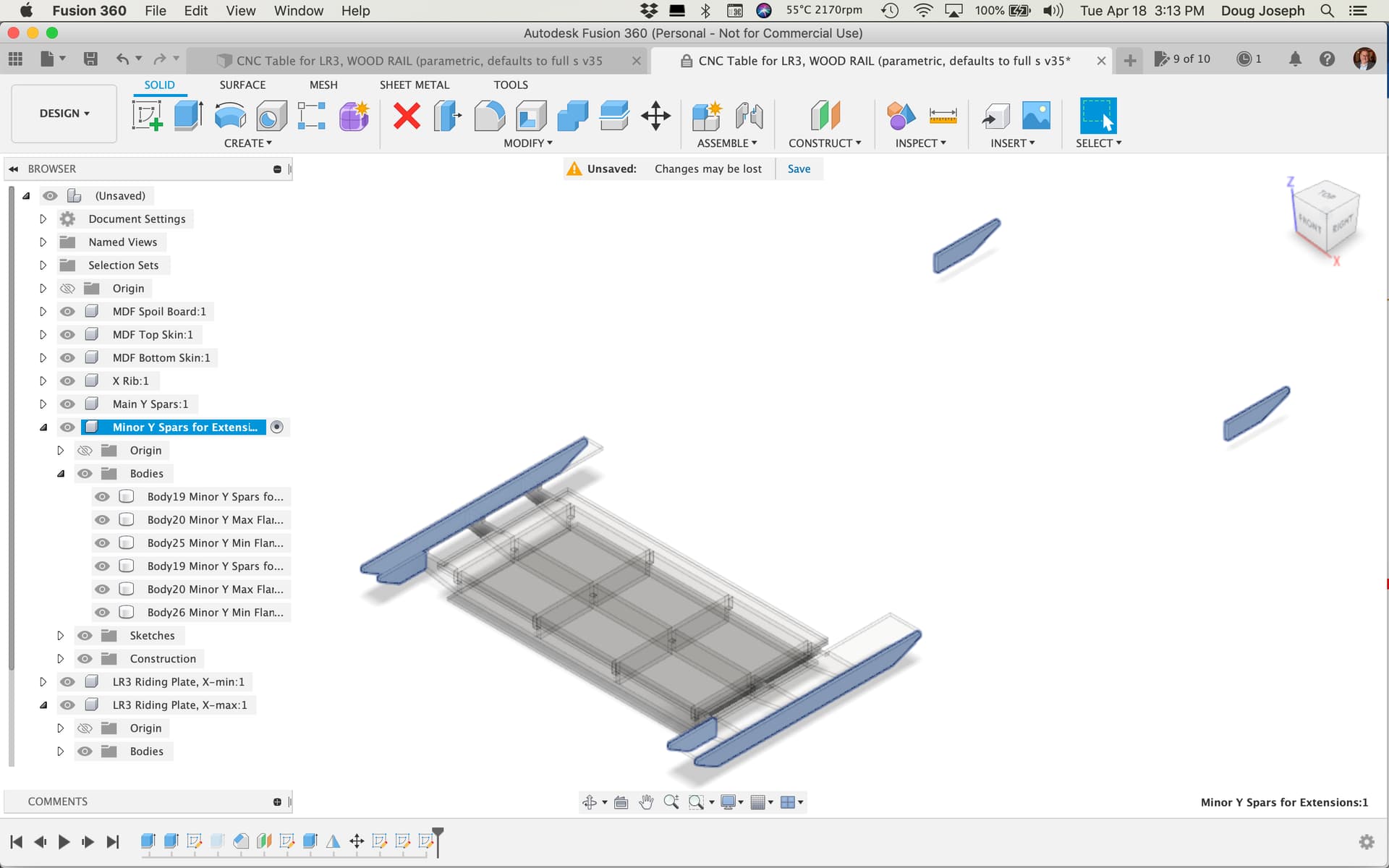
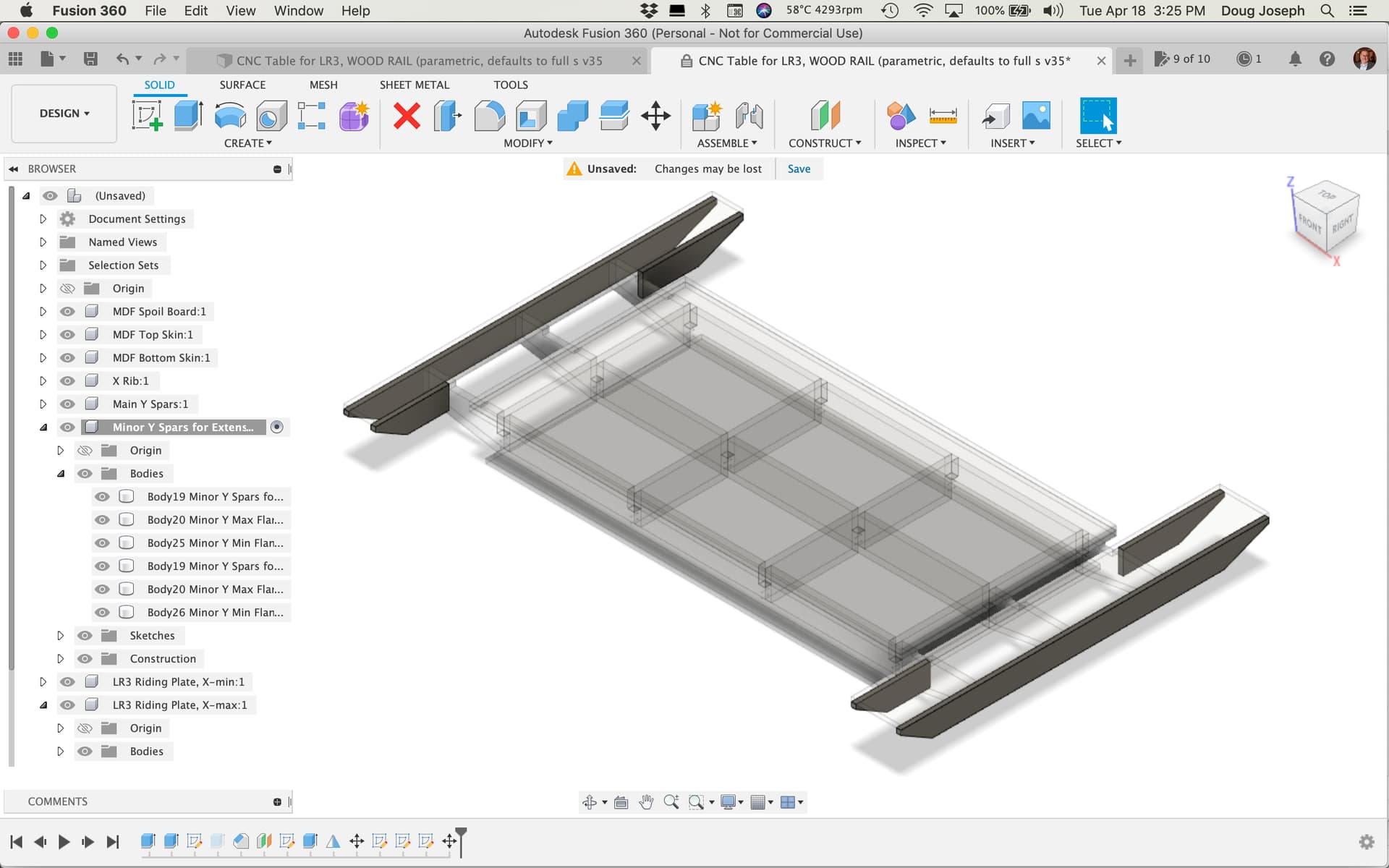
4. This step is similar to #3 step above, but this time activating the component named “Minor Y Spars for Extensions” in order to move the two bodies named “Body20 Minor Y Max Flange” and “Body20 Minor Y Max Flange (1)”. This distance by which they are now off is 73". (Used “i” hotkey to measure.) A difference here, is that these flanges being out of place seems due to a sketch element (somehow) not honoring the change in params, despite the fact that the rest of the “Minor Y Spar” elements changed as desired. This means the flanges being out of place is due to a sketch issue, and not due to the “moves in history are not parameterized” issue. Bottom line: there is no “move” icon in the history to edit. Simply highlight the two bodies, press the “m” hotkey" and input the 73" in the right direction (in this case negative, so -73").
BEFORE:
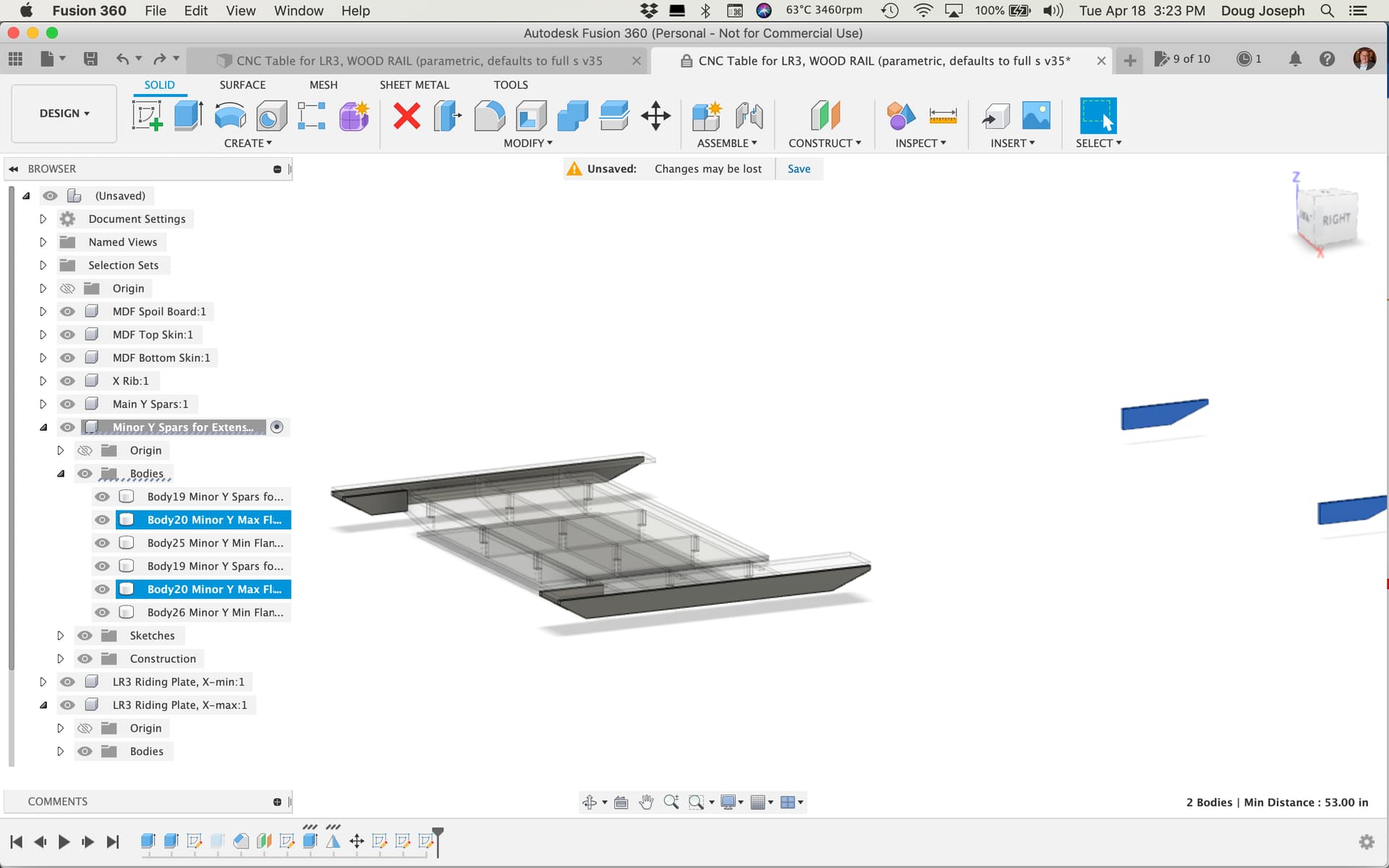
Highlight the two bodies:
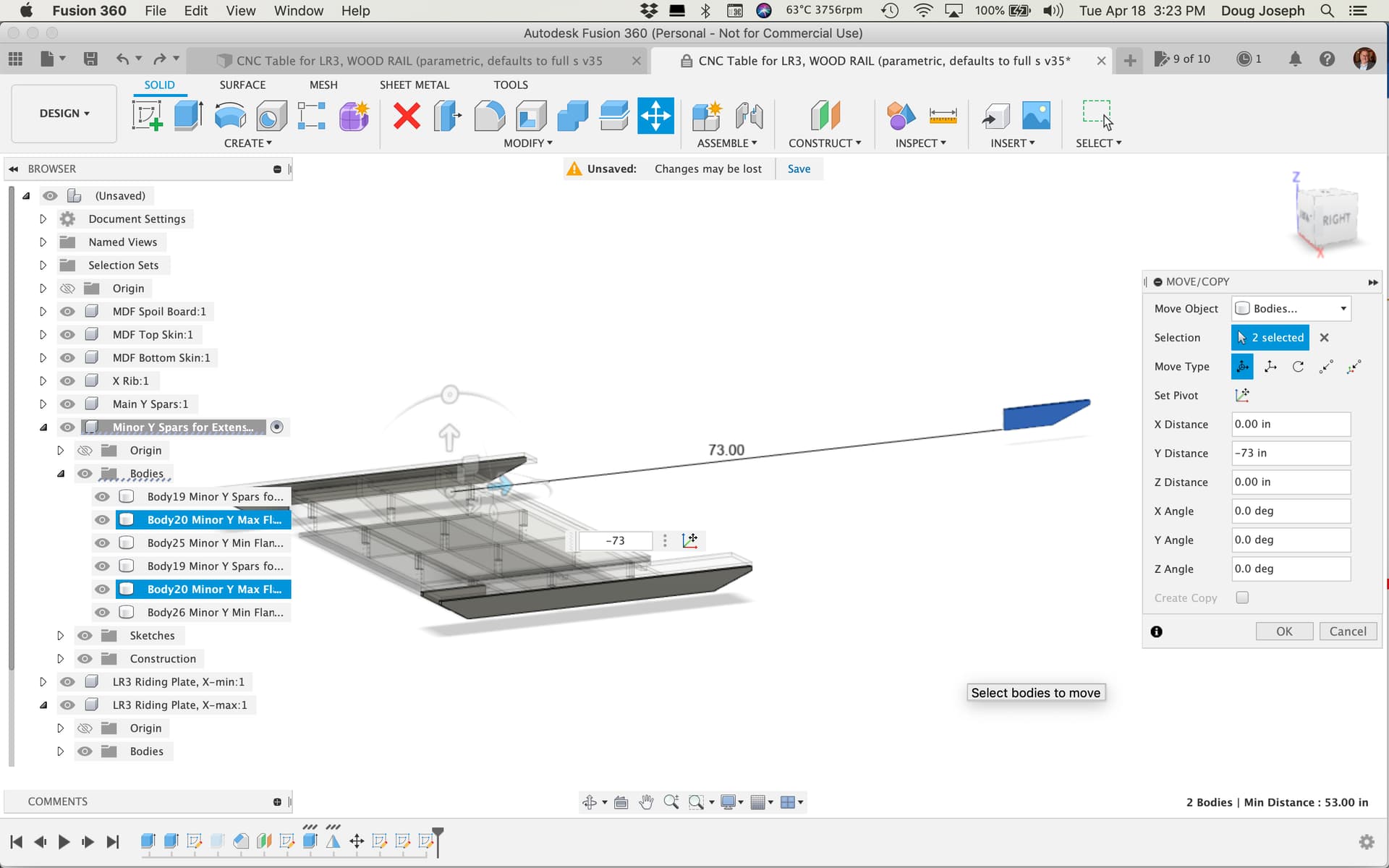
Input -73:
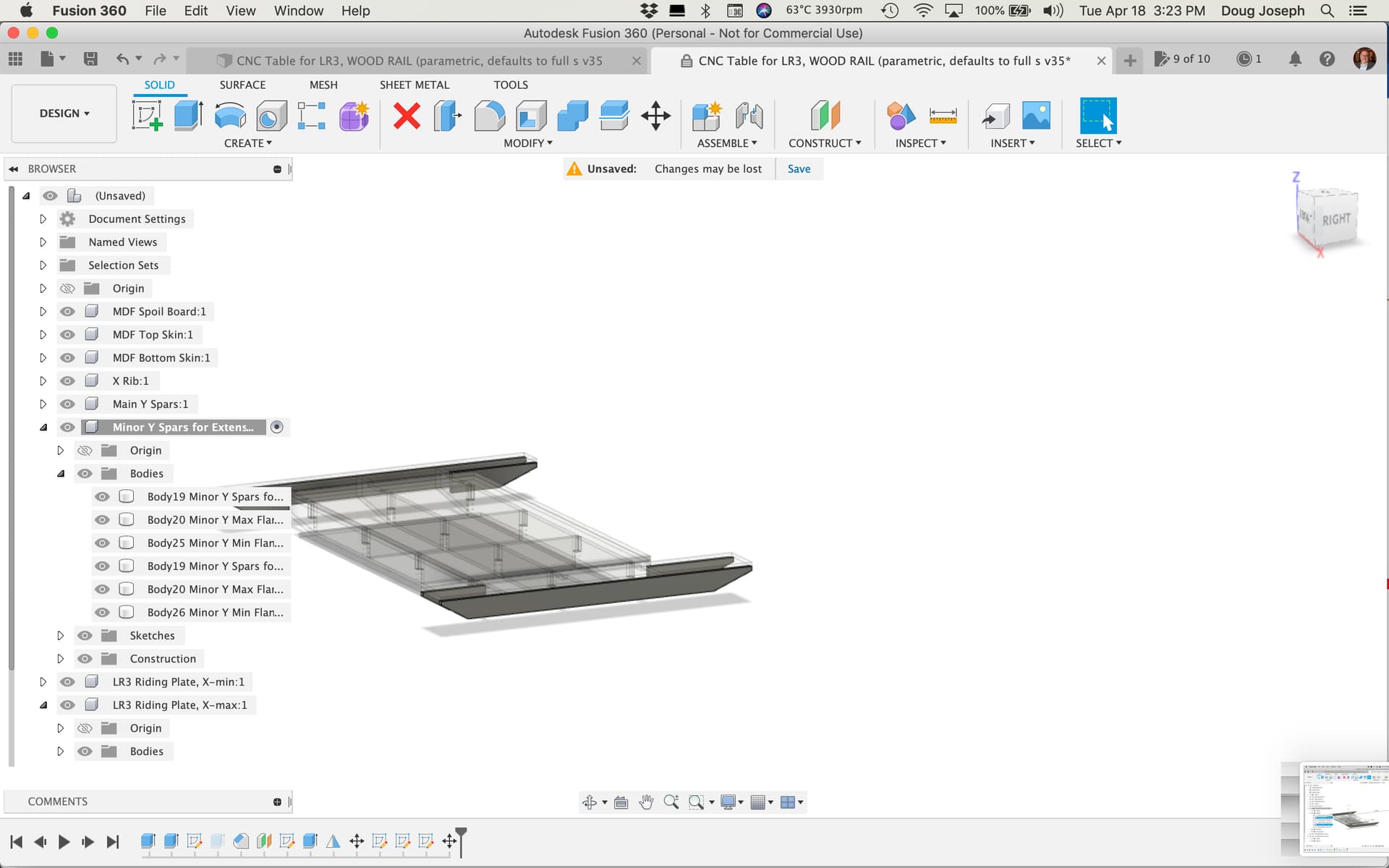
and…
AFTER:
Now, the good news is that I did all these steps as I went, so I can now save a copy and provide it for you. I will probably make a new post with that attached. If so, I will edit this post to add the link.