I bought bearings on amazon for mine…
2 Likes
I’m pretty sure that number came from the TMC excel calibration sheet
2 Likes
That’s what I was thinking. I don’t remember autotune changing any hard numbers in the config
1 Like
Appreciate you guys sharing your v4 and v5 Klipper printer.cfg backups:
- https://github.com/jonathjon/MP3DP_V4/blob/main/printer.cfg
- https://github.com/jonathjon/MP3DP-V5/blob/main/printer_data/config/printer.cfg
- https://github.com/michmela44/MP3DP-v5-4/blob/main/printer_data/config/printer.cfg
Still tweaking, but my v4’s at https://github.com/aaronse/v1engineering-mods/blob/main/mp3dp-v4/klipper/printer.cfg.
Other v5 configs welcome ![]() …
…
2 Likes
Mine are a mess but if you remind me tomorrow afternoon I can upload it somewhere
2 Likes
Mine for the V5 started out real nice… But that never last LOL.
2 Likes
My Klipper configs are still pretty clean. I even have a few comments in them ![]()
I do feel sad that my nearly 10 year old bed slinger is still more reliable than my v4. If only it didn’t have such ugly prints. Usable, but ugly. I’m having a hard time not talking myself into just buying a new printer. My son has a bunch of stuff he wants me to print and I’m reluctant to even start.
Completely agree from a time/ROI perspective. But am digging deeper anyway to try and understand/fix for curiosity sake, and learn e.g. got to know about bearing ABEC ratings. Have reached out to BIQU support to give them an opportunity to provide guidance…
I appreciate their pricing, if they can fix/improve things for Customers over the mid-long term, then could be worth an occasional constructive cathartic nag email/video ![]()
1 Like
I get that completely.
I as well. And I own a BUNCH of their products. I just wish they had better QC. When you get a good one its great. When you don’t its a major headache. I said this in another thread recently, I have gotten to where I only order from Amazon for their stuff, just to have the simple return ability.
1 Like
Same here. Fixed video access, nothing exciting, mainly an excuse to use microscope cam. Cheers for pointing out.
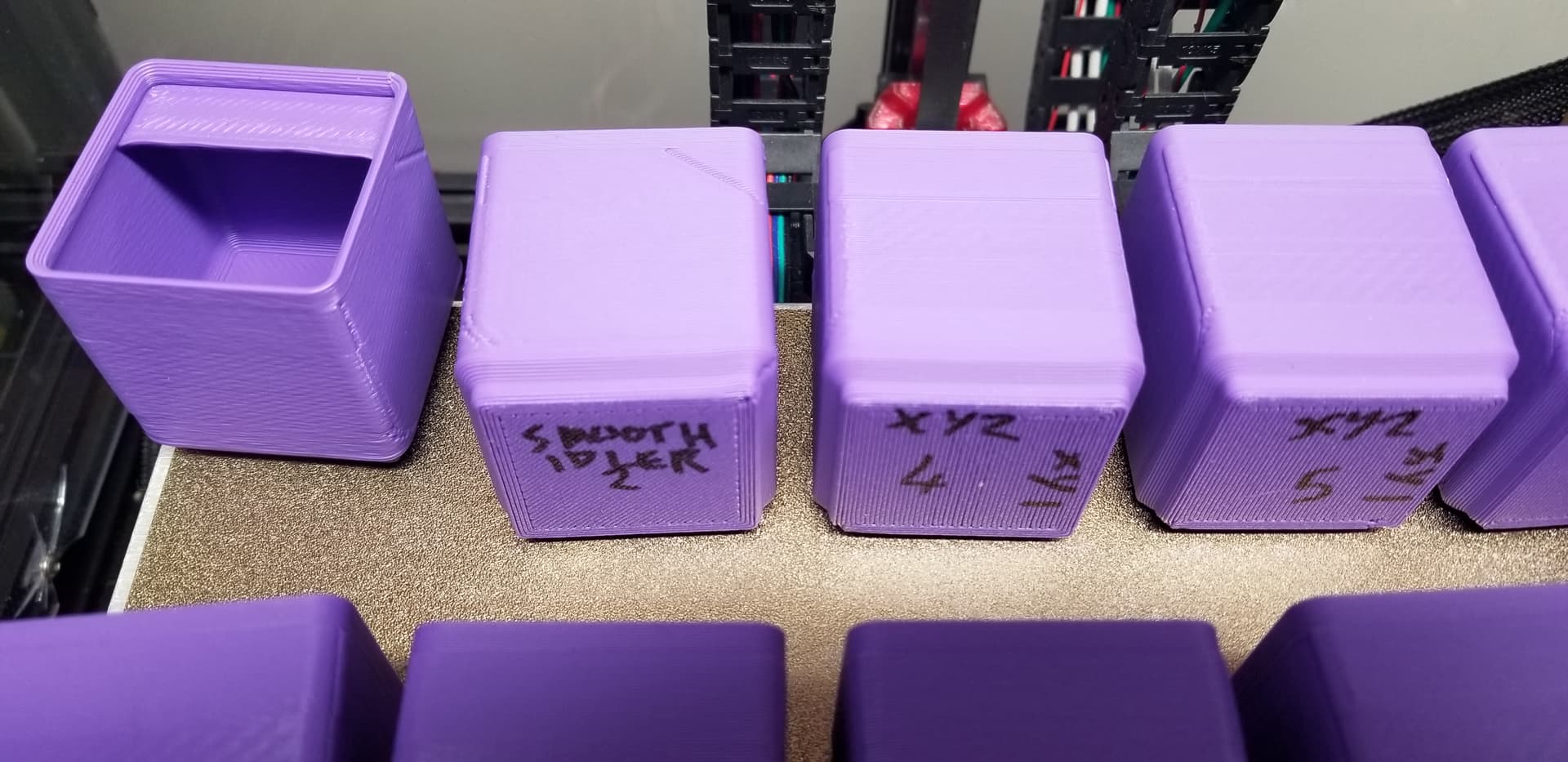
EDIT: Replacing BIQU H2 V2S four internal MR63ZZ 3mmx6mmx2.5mm double shielded bearings made a big difference. Bought ABEC5 and ABEC3 from amzn… To my microscope assisted eye the ABEC3 seem better, so I don’t fully trust the amzn ones. Would order some trusted brand bearings, but a new BIQU extruder has even less artifacts than my 2023 one, so will just stick with that. Am superlubing the internals to hopefully prolong the inevitable self grinding.
Have a very faint vertical artifact repeating every 1.43mm with old and new extruder. Tinkering with misc motion settings and swapping belt next.


1 Like
I was looking into my printers noise and came across some information that may or may not be relevant to the defect issue. I wonder if stealthchop has anything to do with it as I was just reading about it and if not set correctly it can be worse than not setting at all from both a torque and positional accuracy standpoint.
Stealth chop is what gives the "silent"drivers their silence. But klipper defaults to “spreadCycle” which is not silent and if the stealthchop_threshold is set wrong (too low?), it will switch between modes and “unfortunately, the drivers often produce poor and confusing results if the mode changes while the motor is at a nonzero velocity”
One can increase the microsteps to cut noise and not lose accuracy apparently. Interesting.
1 Like
did all of those tests…
On my machine, there was nothing to be gained from enabling stealthchop.
Our configs use stealthchop_threshold: 0, which means it’s disabled.
If you enable Stealthchop, you have to have to have the limit set at like 150-ish if I remember correctly, or the motors produce a ridiculous noise (see @Jonathjon’s thread about the ridiculous noise… ).
In my tests, it didn’t actually make the printer any quieter overall anyway, so I just disable it completely
3 Likes
While root causing and fixing various ripple contributing issues, somewhere along the way, ended up reducing stepper noise as a secondary appreciated benefit. Some of the stuff I encountered and tried at https://chatgpt.com/share/67b04fa4-90a8-800b-adae-c8ce71a9fdad. Latest mp3dp v4 klipper printer.config. Went back and forth on stealthchop_threshold and related settings.
Am currently migrating profiles from Cura to OrcaSlicer, so links to exported profiles that are working for folks are greatly appreciated. Mike, thanks for sharing https://github.com/michmela44/OrcaSlicerProfiles.
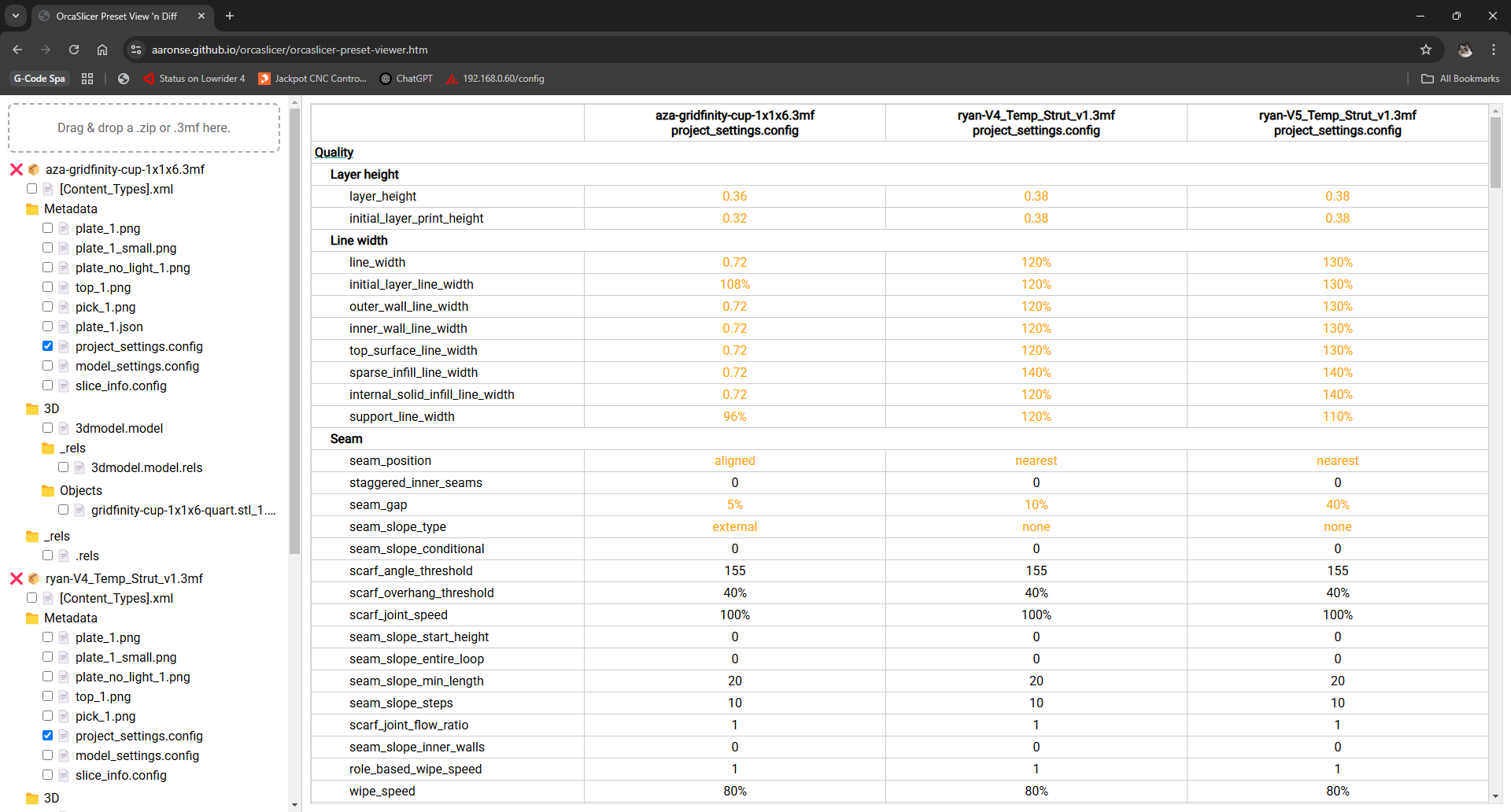
Coming from Cura, am still getting used to OrcaSlicer’s settings naming and layout. I like OrcaSlicer’s inbuilt compare feature, but ended up creating a small page to help understand profile overrides, will share if interested…
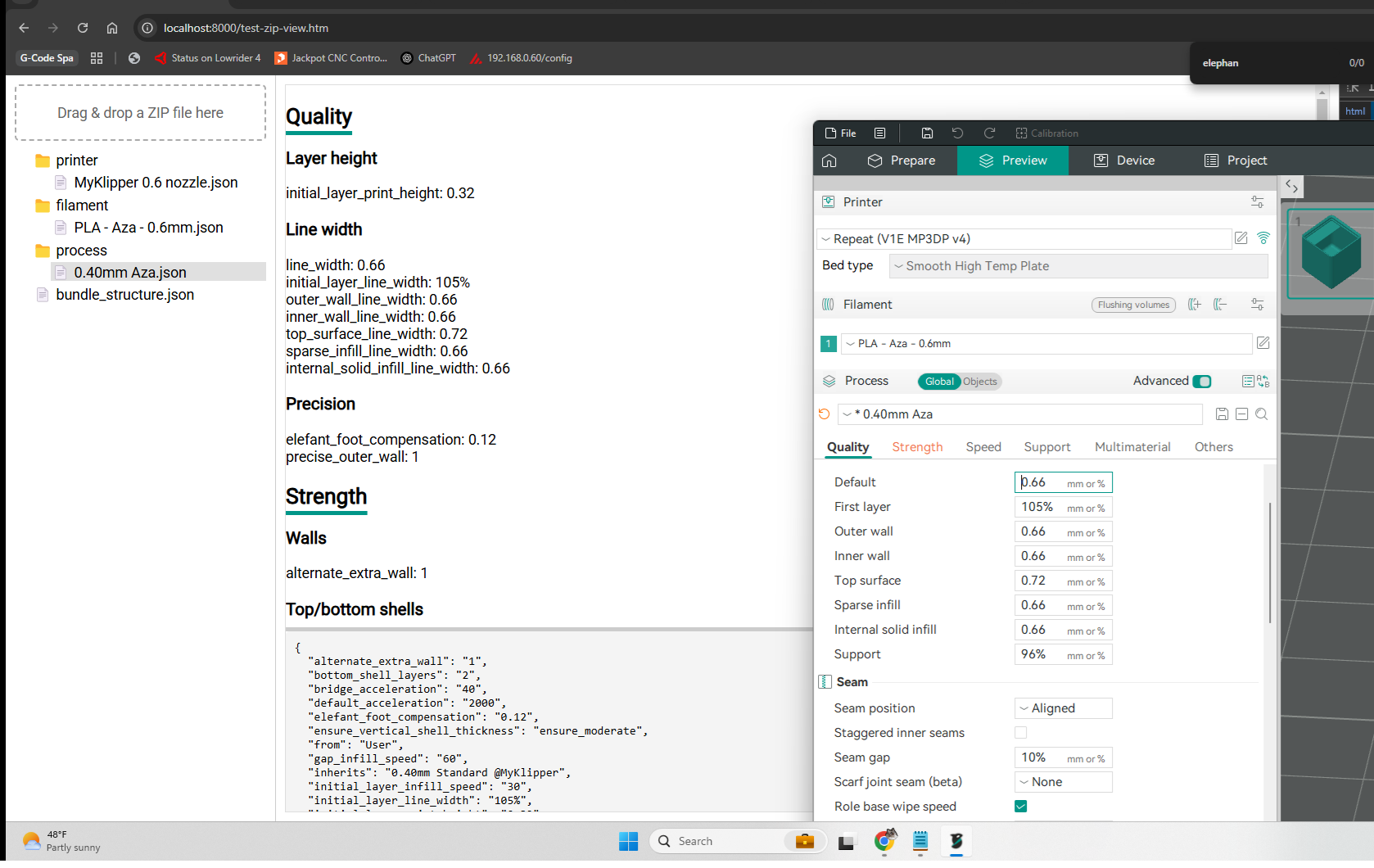
Anyone with a MP3DP v4 or v5 able to share preset or .3mf with PLA profile that’s working for them? Looks like OrcaSlicer creates .3MF files with an embedded project_settings.config file containing setting/override values. e.g.
fwiw am finding that slow mo can help root cause things like seam gaps. e.g. Helped me understand filament was being dragged by the nozzle instead of adhering to layer below…

Improved by increasing wall width, increased temp, reduced layer height slightly and some other things to get extruded material to stick and adhere better… Still need to tune retractions and more…
1 Like
Here you go.
3mf.zip (218.2 KB)
2 Likes
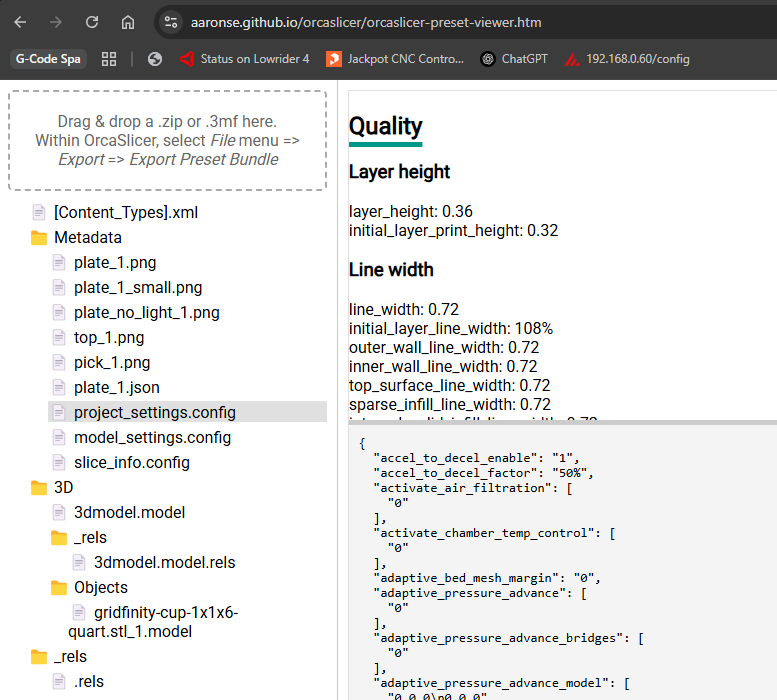
Great! Thanks Ryan, being able to quickly compare OrcaSlicer Presets embedded within the .3mf files is helpful. Cheers!
Shared https://aaronse.github.io/orcaslicer/orcaslicer-preset-viewer.htm, best viewed on desktop browser for now, since goal is to use when tuning OrcaSlicer settings. Compares and sorts settings based on OrcaSlicer’s UI layout.
oooh. that’s cool!
1 Like
Things I’ve observed while using TMC2209s and Klipper on my other printers.
- The lower the microstep setting, the louder it becomes. 8 is far louder than 32.
- The higher the run_current setting, the louder it becomes, but this is not as prominent as the microstep setting is.
- Stealthchop should be disabled Since the TMC2209 creates harsh noises in the steppers when shifting between Stealthchop engaged/disengaged at the speed limit set in that section. Even Kevin O’Connor emphasized this in the Klipper documentation when he states
“ It is recommended to always use “spreadCycle” mode (by not specifyingstealthchop_threshold ) or to always use “stealthChop” mode (by setting stealthchop_threshold to 999999). Unfortunately, the drivers often produce poor and confusing results if the mode changes while the motor is at a non-zero velocity.”
So basically he’s stating that You shouldn’t enable stealthchop because of the noise issue while switching between modes when crossing the stealthchop threshold.
In my small amount of experience, I found that using a higher microstep setting (I like 32 with 20T or 16T pulleys) and using as low of motor current as needed will lower noise more effectively than using stealthchop.
Most configs set the interpolated steps to 128. There’s nothing wrong with cranking that up. 8 is too low for just about any work.
2 Likes
That mostly depends on stepper motor step angle (0.9 or 1.8 deg) and pulley tooth count. Most printers use 20T so I’d agree under most circumstances. 128 is a lot though and each microstep setting that’s increased, there is a corresponding decrease in torque along with reduction in noise. Inversely, there is an increase in torque and noise with lower microstep settings. I played around with this a lot while tuning my custom K1 Max. With LDO 0.9 degree steppers at 1.6A, 24V, 32 microsteps (would be 64 on 1.8 degree motors), 16T pulleys, and GT2 belts, I got up to 150k acceleration at 600 mm/s without losing steps during 2 hour prints and kept the motor temps below 70C while enclosed. I ended up lowering my accel to 15k and printed 0.08mm layers at 400mm/s to get rid of VFAs and allow the hotend to stay under 25 mm^3 flow.
In the end this was EXTREMELY quiet and reliable for PLA/ASA without damaging the motors or drivers. As I increased microsteps to 64 (128 for 1.8 deg motors) then 128, I lost enough torque that I started to lose steps during short prints if there was any curling. If you’re keeping it under 400 mm/s and 10k, I’d guess that most motors should be fine with the right amount of current.
1 Like