Hi All,
I had a few posts mixed into the mother-of-all-LR4-status-threads, so figured I’d distill my experience here, in case it’s useful to someone. I’m upgrading my LR3 to an LR4.
Ryan and others posted the Calilantern Calilantern Calibration Tool – Vector 3D ($12USD) as a helpful tool to verify your printer is squared up before printing huge things like the LR4 core. Certain printers are more locked down than others, so check the list / search the forum. It’s a .3mf/.stl file for printing and an excel/ODS spreadsheet that calculates all the things and spits out the configuration to cut-and-paste into your firmware.
I have a new-ish Elegoo Neptune 4, good value for $190, updated to latest Klipper firmware (mainboard 1.1.3.1 via USB stick and the UI module 1.2.14 via TF card.) Stock 0.4mm nozzle and textured PEI bed.
I didn’t follow the instructions super exactly (definitely need to read them though ) my printer was printing pretty well before I did the following. I’m using OrcaSlicer 2.0.0.
Ran through the various built-in calibrations that OrcaSlicer has. No major changes were needed.
Ran automatic bed leveling and printed my first lantern in PETG at “optimal” 0.16 layer height. 4-ish hours.
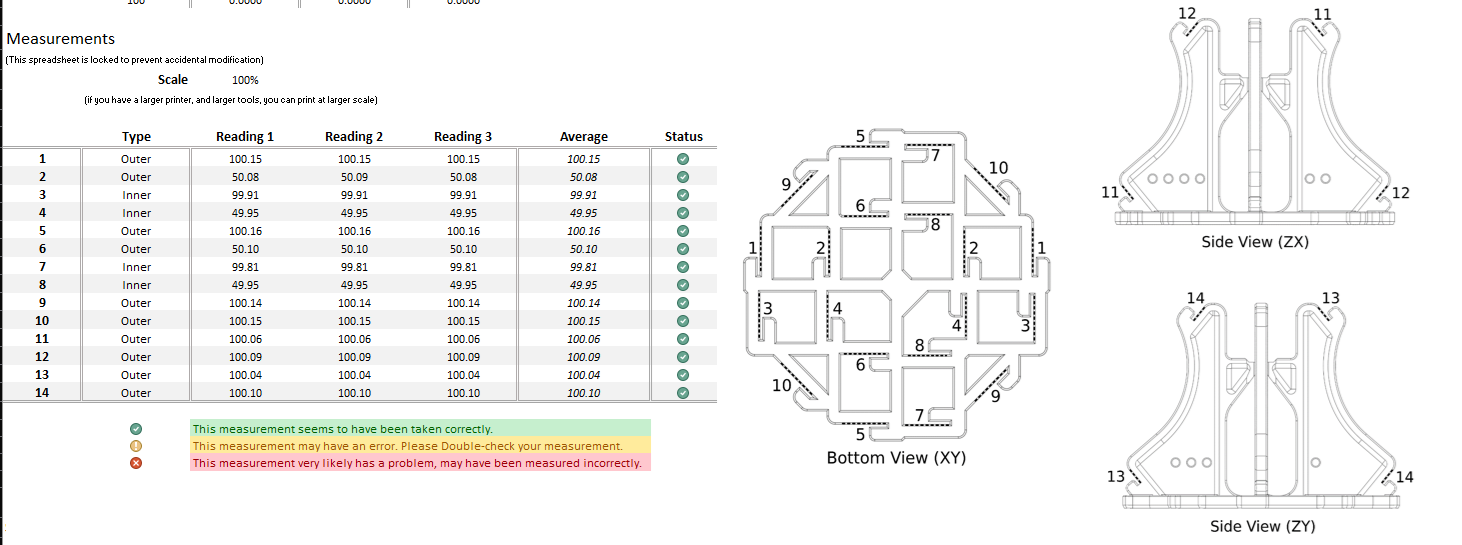
Using my somewhat crappy Harbor Freight digital calipers, measured the calilantern as instructed, 3 times (starting over each time, 1-14, 1-14, 1-14.) I had a few “off” measurements which the the excel sheet flagged as suspicious, so that was cool; I re-measured and all was green checkboxes.
I mistakenly tried to measure the lantern by referencing from above, not below. I basically had it rotated wrong. Started over. Hold it “upside down” when you measure it.
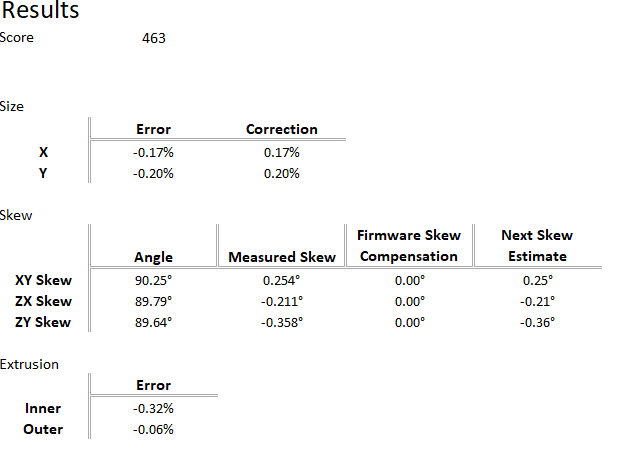
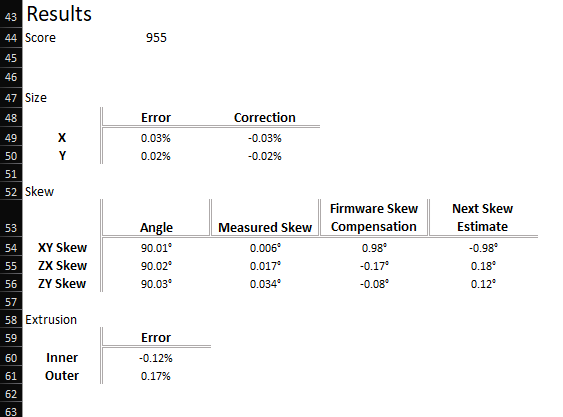
Result 1: Not great, not terrible
Save this spreadsheet labeled as #1
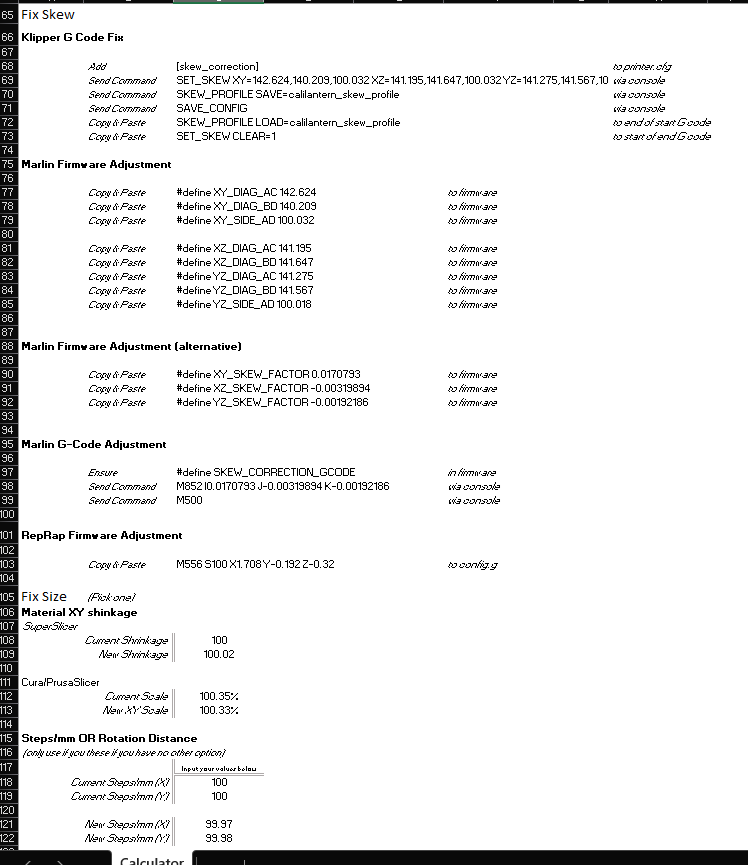
Ran an ethernet cable over to my printer and brought up the Klipper web interface. Followed instructions in the excel spreadsheet. Was a little confused where to paste the G-Code until I realized that the PDF instructions go into more detail there, so be sure to check that.
My PLA Pro arrived in the mail, so swapped filaments. It would probably make more sense to re-run PETG, but progress, not perfection. Ran Bed Leveling again.
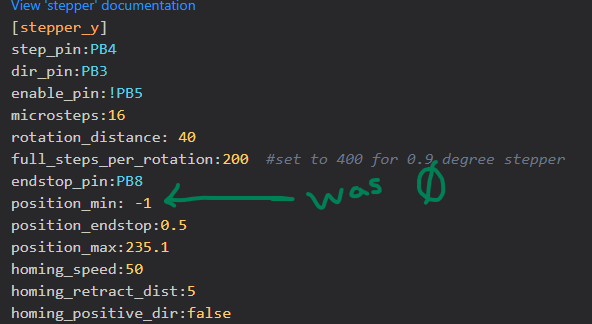
Tried printing the Calilantern again. Printer heats up. LOUD ALARM. PRINTER HALTED. "Unable to move to [0.002, -0.002, 42.69] (I’m making these numbers up, but basically the same.)
Confounded, I tried a few things. Then I realized the Y value was a tiny bit negative. I had to change this in Klipper, as negative Y values were verboten. (X allowed -4.5 and Z allowed -5, so that was odd.)
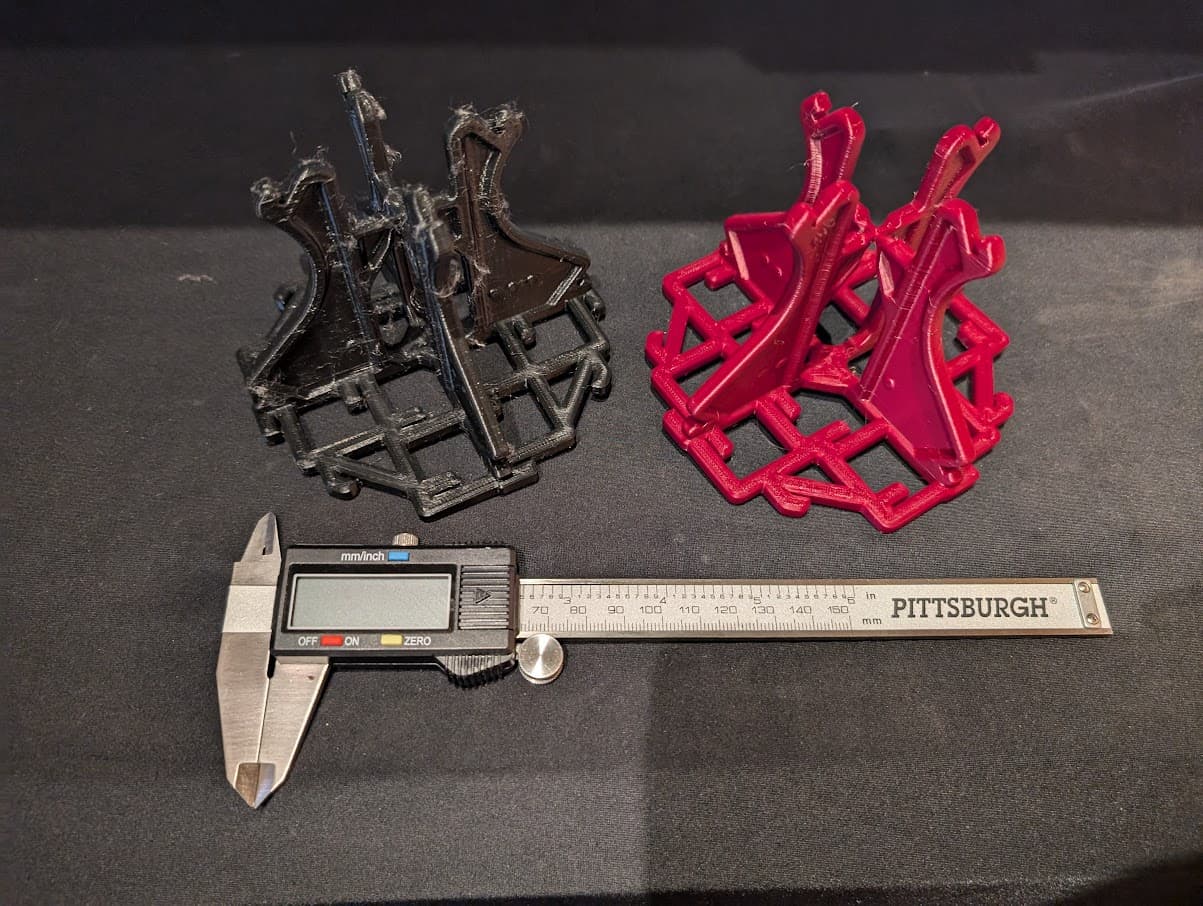
All good! Printed second Calilantern in PLA Pro, layer height 0.16. 4 more hours. Pictures look hairier than reality, stringing wasn’t so bad (have since ran the OrcaSlicer retraction calibration and set retraction to 0.3mm which seems to have fixed it.)
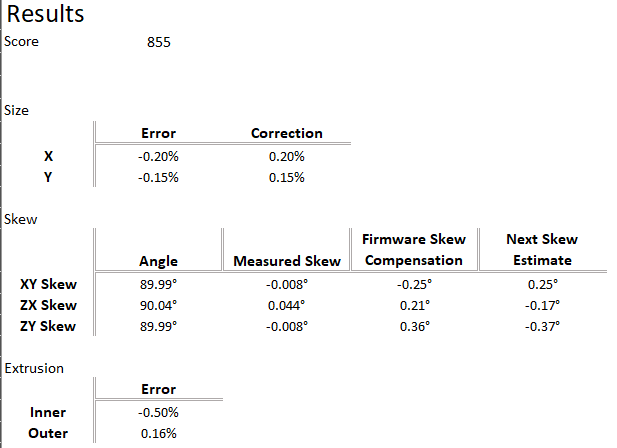
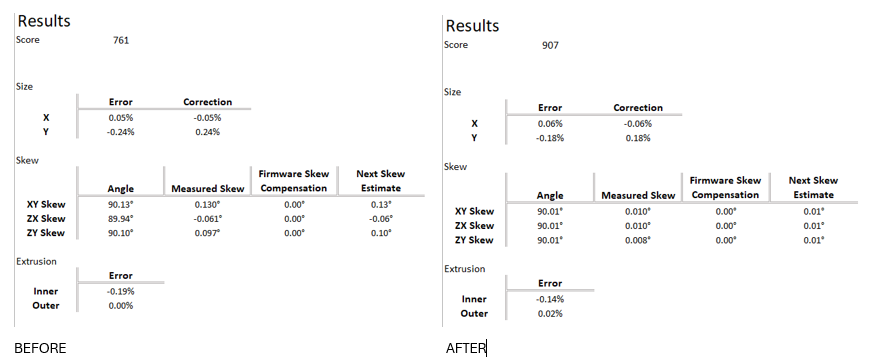
Create a new spreadsheet labeled #2 so I don’t accidentally overwrite it. Zero out all the values. Measure. Measurements showed that improvements were made! Result 2:
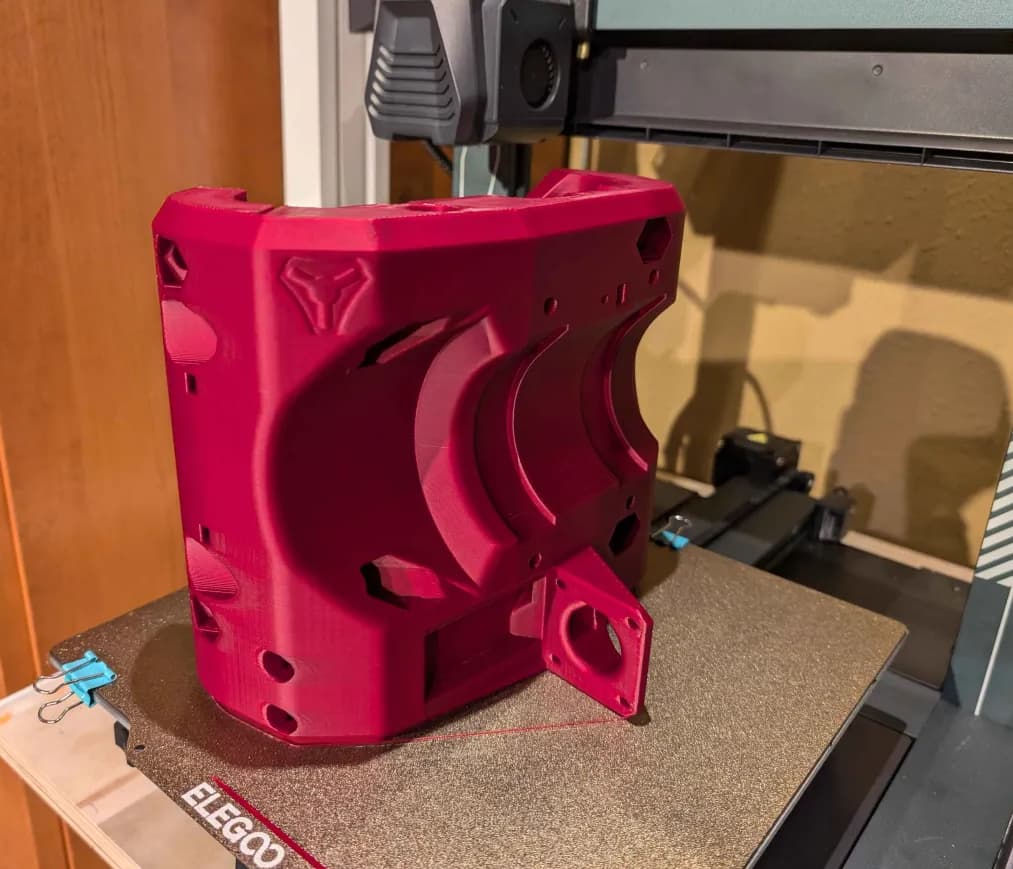
Run auto bed leveling again. Set the layer height to 0.28. Maybe this will throw things off a tiny bit, but I think skew is skew, so should be fine. Print the Core, .28 layer height takes 10 hours 20 minutes. Beautiful!
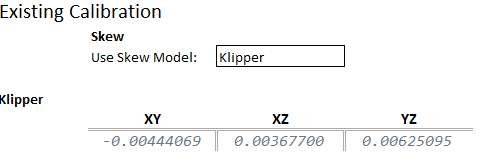
I realized that the spreadsheet #2 can take in Existing Calibration values, and make refining tiny adjustments, but this is after I’ve printed the Core (which seems perfect, test fit a few nuts and the stepper, glorious.) So, I’ll just do it for the next parts.
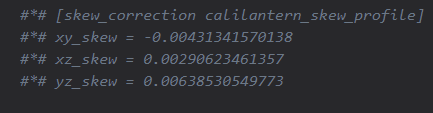
I am confused as to where to get these XY XZ YZ numbers to plug in, but instructions indicate that they’re embedded near the bottom of the printer.cfg:
(numbers are from before/after so they differ.)
I should probably print yet another Calilantern (maybe at the .28 layer height, would be faster than 4 hours) to see where I am now, but the Core results were so good that I think I’ve reached the limit of my crappy HF calipers.
Oh yeah, I also plugged the Superslicer shrinkage values into Orcaslicer. It seemed to help the Orca Tolerance Test part fit a little better, approaching the 0.05mm fit test. Ryan in the LR4 instructions says skew is more important than sizing, so not going to sweat it.
All in all, I’m super happy with the results, a great product for $12 for sure. I was wanting a new super-fancy printer (Bambu Lab or QIDI Tech,) but now that I’ve got things so dialed in, I want one slightly less, and I think I read that the Bambu can’t do XZ and YZ skew adjustment yet?
I think that covers it (main hiccup was halting printer due to negative Y value) so let me know if you have other Q’s.
(Since the Status of Lowrider 4 thread is so overloaded, maybe this would be a good thread to compare notes/ calibrations/ questions.)
Initially thought my printer was tuned enough to print LR4 prints, nope… Definitely helped to do a few Calilantern prints after doing normal calibration stuff.
0:00 Intro - problem assembling V1 Engineering LowRider 4, cause was 3D Printer not tuned as well as I ASSumed.
0:59 Check docs and printables for recommended printer settings, expected gap tolerances.
1:40 Use Teaching Tech 3D Printer Calibration and test clearance calibration parts.
1:57 Use Test parts within slicer software (e.g. Cura has test cubes).
2:10 Printing large low material parts for more accuracy
3:00 Discovered Vector3D Calilantern via V1 Engineering forum.
3:20 Calilantern helps correct dimensions and skew. Consists of .STL, .PDF and spreadsheet.
4:16 Vector3D/Calilantern’s Discord Server support
4:40 Overview of calibration process. Measurements result in overall score, error details, and corrective actions to firmware and/or slicer.
6:10 Goal is print good enough for tolerances that parts were designed for.
6:50 Treat Z Stub and Z Nut parts as Canary parts to sniff out and fix calibration issues.
7:18 Slicer considerations, layout parts oriented in a way to maximize fit, and minimize impact from stringing. Helps reduce need for cleanup.
8:52 Wrap up and parting thoughts. Tune printer to be trustworthy and help maximize build success.
Below is a summary of my understanding of the sections in the spreadsheet. Hopefully this info helps, however, I strongly recommend reading through the Calilantern .PDF. The .PDF covers bunch of stuff that’ll save you time overall.
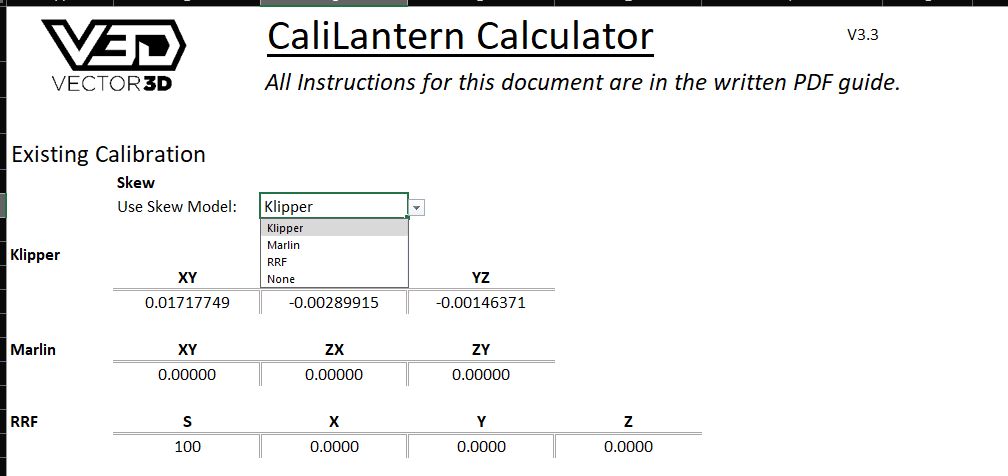
Existing Calibration section where you enter dimension/skew information you’ve currently configured for your firmware (e.g. Marlin or Klipper):
To help track changes, I ended up saving a snapshot of each test iteration. This paranoia paid off and helped me track down and root cause an embarrassing copy-paste error I made. So, consider saving snapshots too, backup via github or similar.
Awesome post. Thanks for taking the time to write it up.
I had a very similar problem come up with my printer. It turns out something in my “start g-code” caused the printer to move so near its limit that the skew correction took it out of range. (I think this is the beacon movement to scan the bed.)
The solution in my case is to make sure that the skew calibration is loaded late in the start g_code sequence. That’s done when using:
variable_skew_profile: "my_skew_profile"
I’m on Klipper. This means I needed to save the skew profile and save config. As a backup, I did rename the skew profile, then go in and change which profile was loaded. I could always roll back easily that way to a known good profile. Eventually, I’ll just delete the other profiles from the printer.cfg file.
I should have checked here before running my second calibration base. I was also running into the " move out of bounds" issue. I finally figured out that my prime line was starting at 0,0. and the skew was pushing it negative. Moved that over 1 tick and all is well now.
My first run was 736 which isn’t bad. I’m hoping the calibrations make a difference.
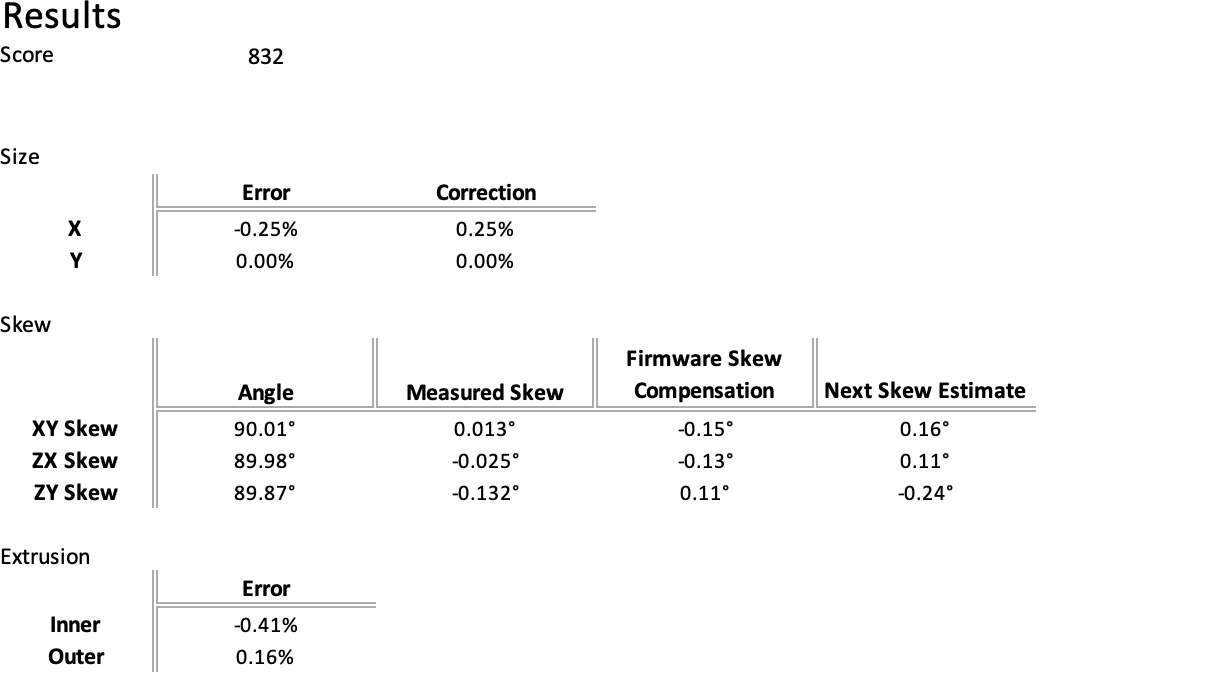
and second is done. I’m now @ 832. Y is spot on but X is still .25 off which I find odd and actually got worse from 1st run (.07 ). The only other change I made was to turn off z hop
I think that’s close enough?I’ll add the changes and start on
Guys, hows this looking? should I go for another round, or be happy with this?
I dont totally understand what im doing.
I put the skew code in that was generated from the before calcs.
I havent done a second update, I have just put the measurements in for the after, but not done a second update in the printer.
Better than mine! And my core printed perfectly. Don’t forget to plug in your previous values at the top to get that last little adjustment. (If the numbers change by more than a little, then you probably have the wrong values, the spreadsheet doesn’t verify the previous values from printer.cfg are within range)
Attempt #3 printing now. I just ordered a rasberry pi for this printer, I think I’m going to switch over to klipper. I think making these adjustments through firmware will give better results than just gcode adjustment.
Someone needs to come up with something useful to do with these lanterns. I’m going to burn an entire roll before I get things ready to print my first LR part at this rate. #3 turned out worse than 2!
make sure you are putting your previous adjustments in at the top of the excel sheet so it knows that it was printed with skew correction already applied.