For those that have been following my saga in my build thread that start somewhere around
I am trying to make an aluminum core for my MP3DPv4. I decided to break this project out into it’s own thread for easier following.
The v1 version of the core ‘worked’ in that the belt clamps held the belts. But there were too many moving parts and the belts were hard to get clamped. Plus the bolts for tightening the clamps were on the back of the core so you had to contort yourself to get to them. I also didn’t have the belts in the correct position, so the top belts didn’t line up correct.
The grooves cut into the clamps, did, however work perfectly. You could feel them grab the teeth in the belt when sliding the belts in.
This thread will follow along my progress in trying to make a v2.0 .
I’ve just begun the initial design work. No bolt holes. One thing I’m doing is moving the clamps so that they clamp from the side. Each clamp will go into it’s own base plate instead of having 2 clamps try to squeeze together. One clamp will hold both belts on that side. This means you can clamp the belts on one side, then go to the other side and clamp the belts there.
The entire core will be milled from pieces of aluminum bolted together. I thought about trying to mill the main part of the core from a solid block of aluminum. I may still do that in the future. I’m designing the part so that that can be done somewhat easily.
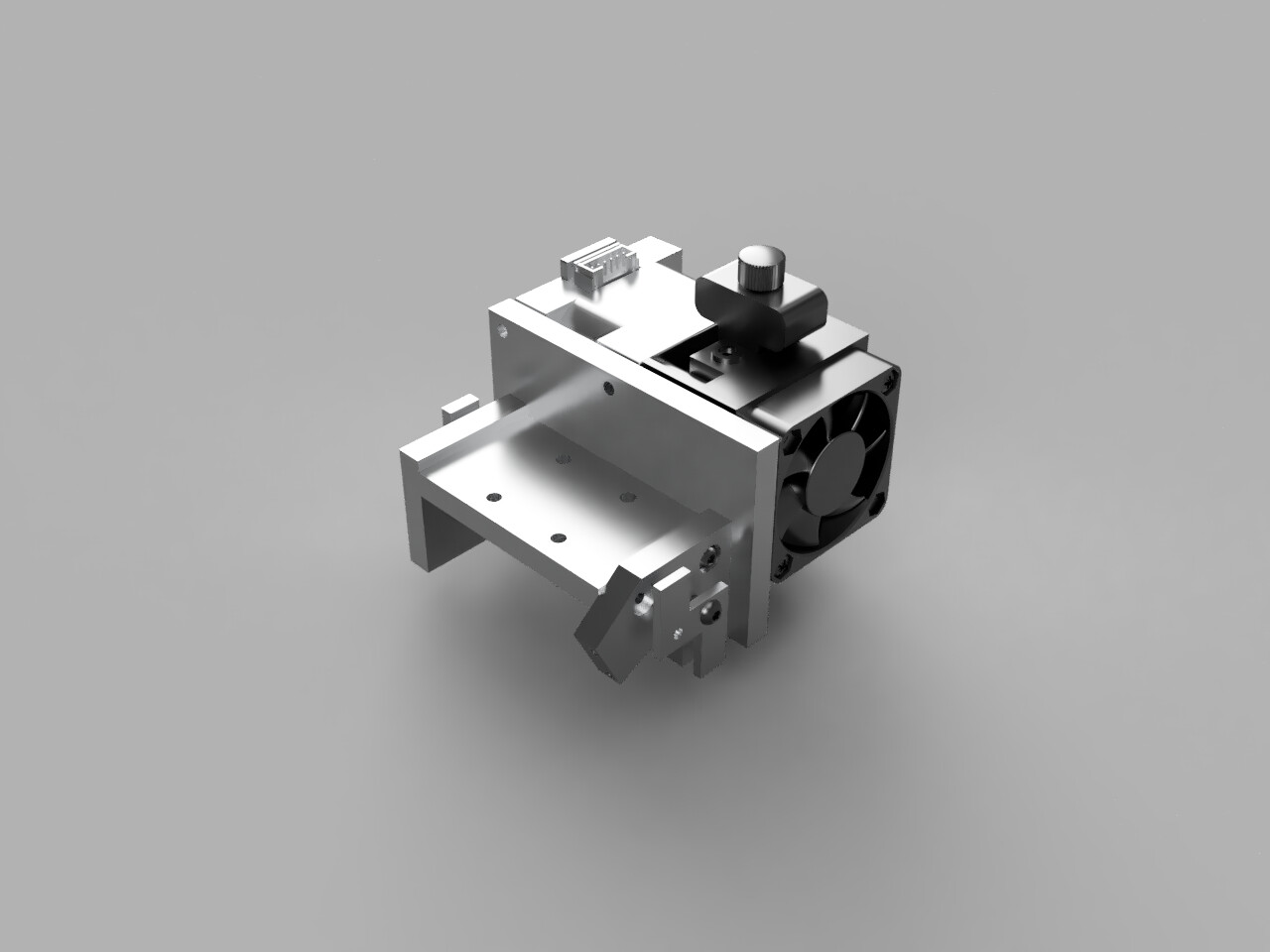
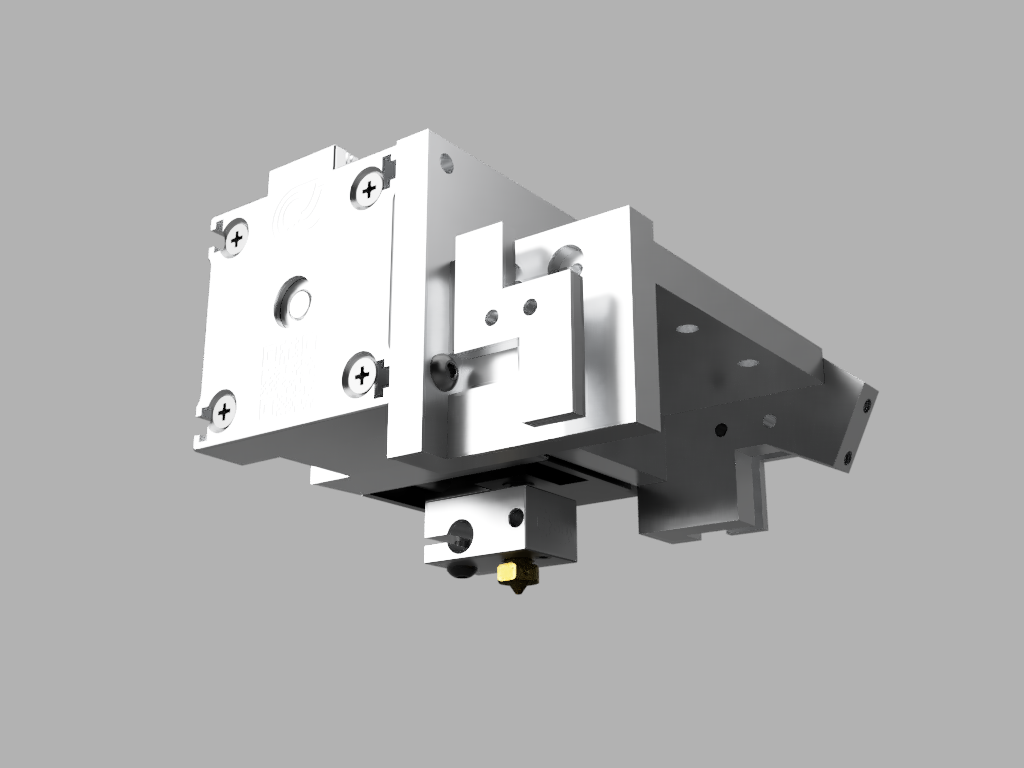
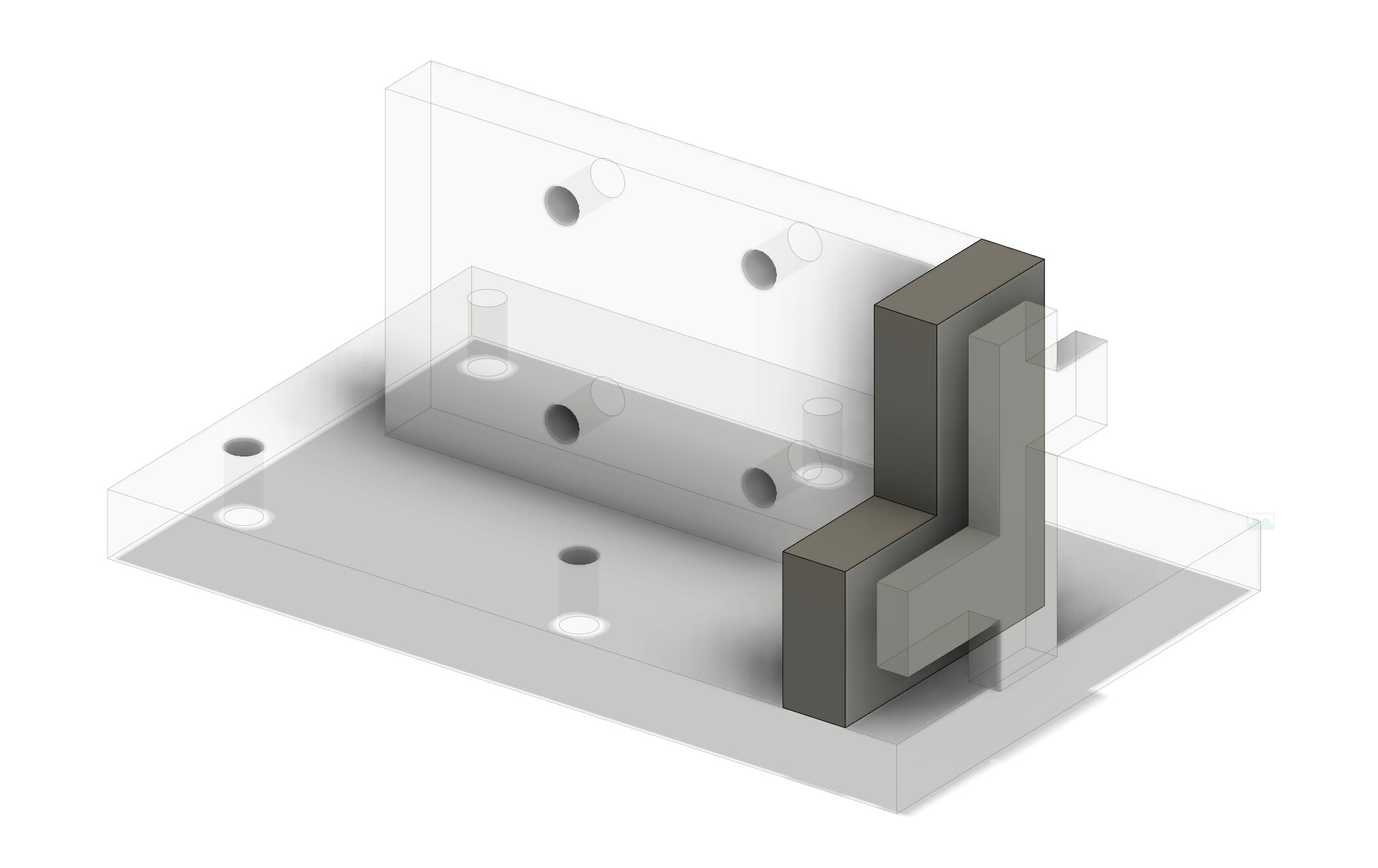
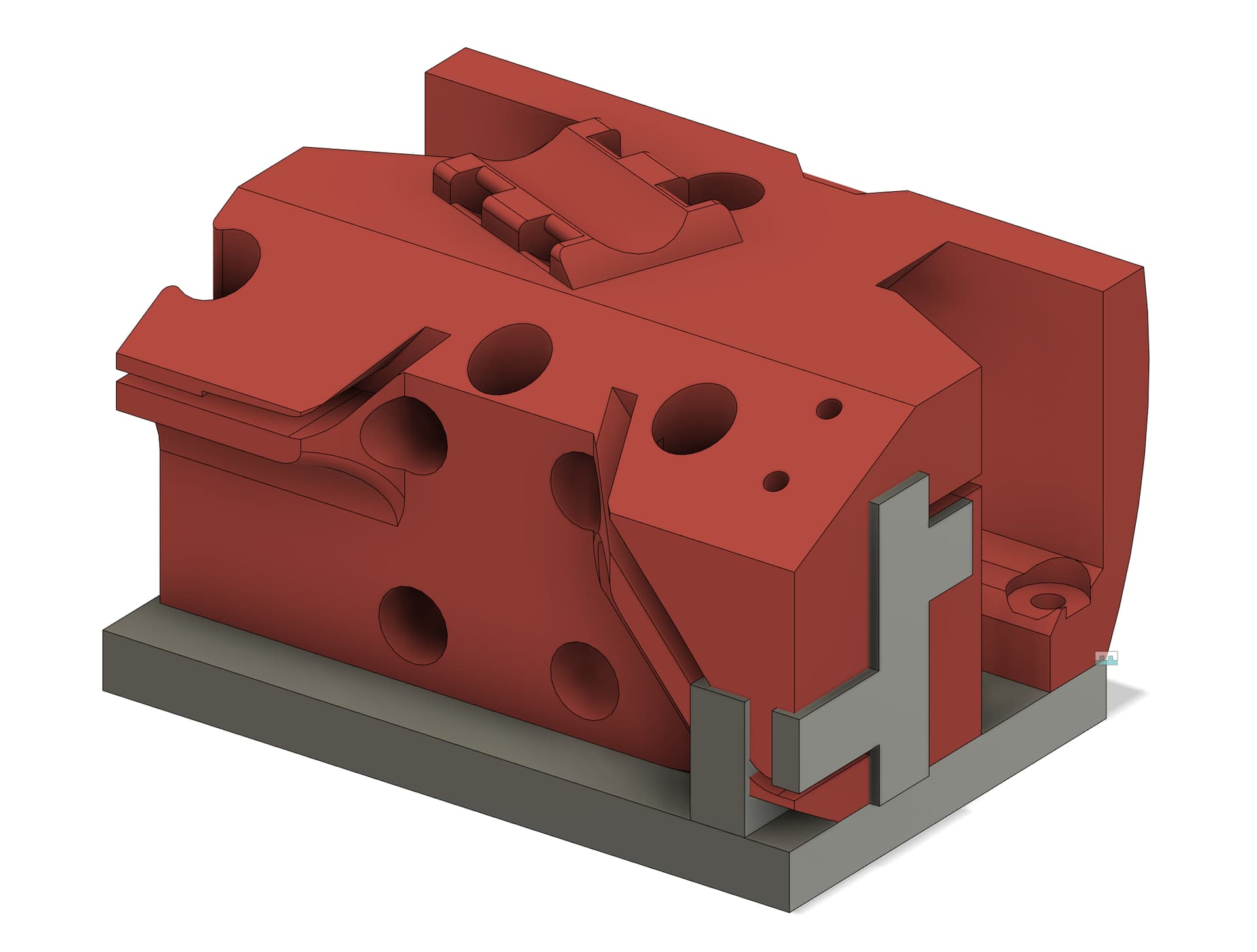
Here’s where I’m at so far. This is showing the ‘core’ from the bottom left back (I hope that makes sense). If you were standing in front of the machine, this would be the bottom left, but looking at it from the backside where the belts are. The Face of the core is facing down. The 4 holes on the face are for the extruder.
The dark ‘L’ shaped piece is what the belt clamp will bolt to. The weird 'X’ish shaped piece is the clamp. I may have to add some metal back into the ‘L’ shaped piece for the X end stop. I forgot to make provisions for that in the first design ![]()
“Speed holes” will be added after initial testing. Basically I’ll grab a 1/4" drill bit and swiss cheese a bunch of the aluminum away that won’t hit any threaded bolt holes.
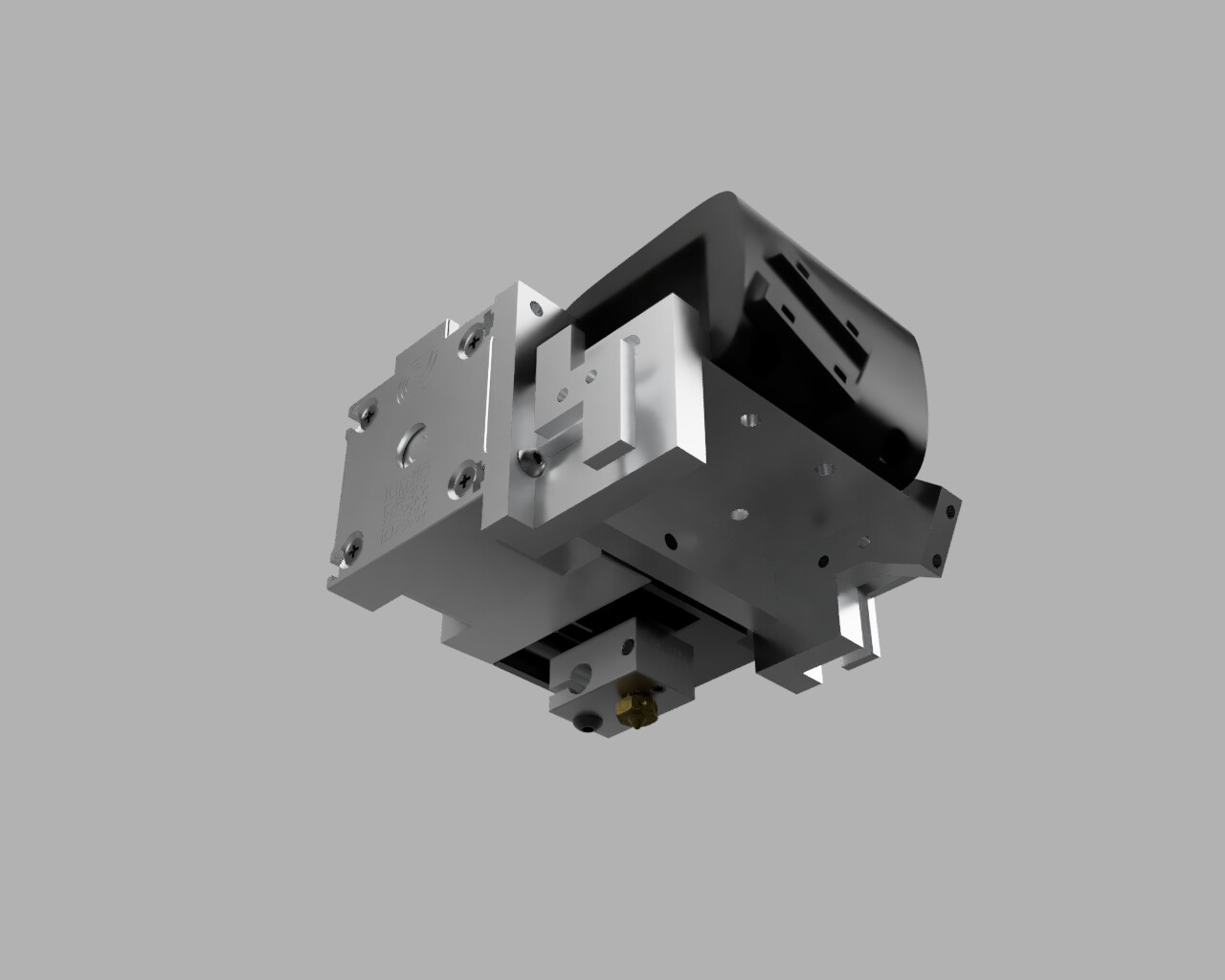
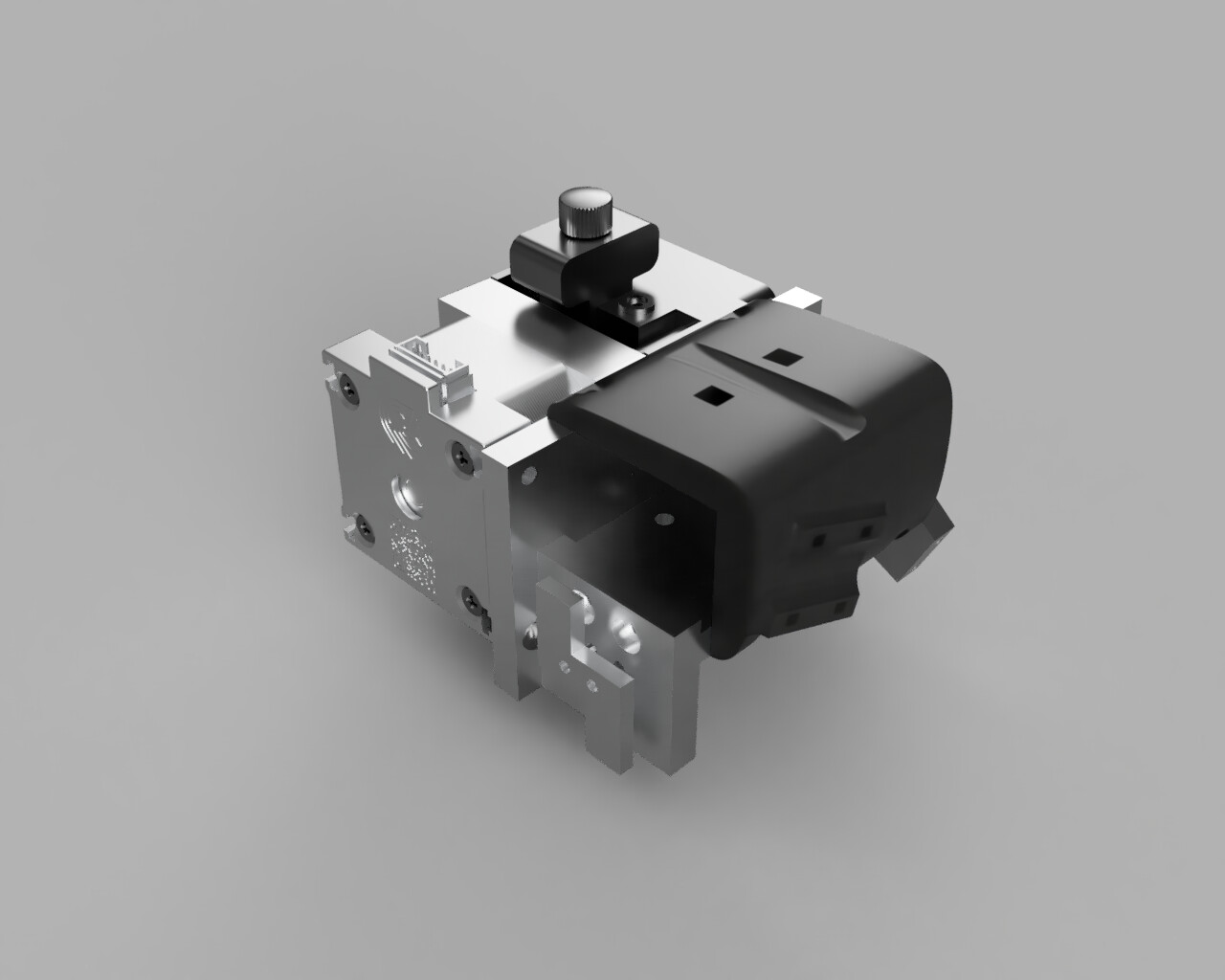
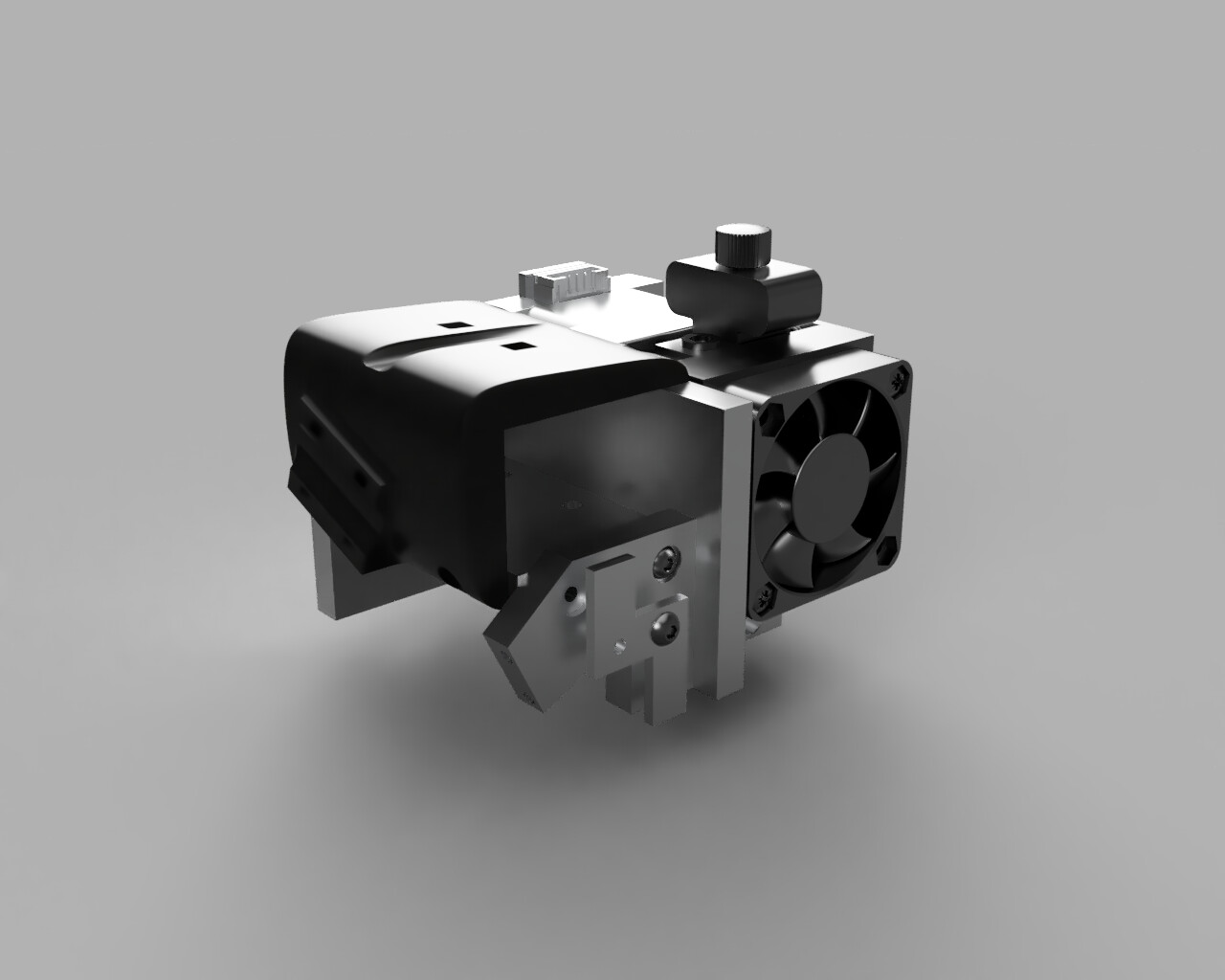
This time I’m designing my part a little different. I’m basing it off of the plastic core more as can be seen in this composite. My part does loose 1/4" of X axis to the front in order to have room to get to the 4 bolts for the X-axis bearing block. I’ll have to account for that somehow so that the parts cooling fan doesn’t slam into the door on my printer’s enclosure.
I have the kayak build going on too, but they’re being worked in tandem. Every time I glue on a new strip to the Kayak, I have a few hours for the glue to set where I can work on this ![]() Progress will hopefully be a little quicker than the v1 build did.
Progress will hopefully be a little quicker than the v1 build did.
Let me know your thoughts.