Very rare to see one that’s water cooled and 65 mm. You should be able to get away with turning it even slower rpm since it’s water cooled. I’ve always read that the air cooled ones have a 12k rpm’s minimum (to keep the fan fast enough to cool it) and the water cooled can run down to 8k rpm’s. The big turn off with the water cooled for me is 2 fold. One bring all the water lines and potential leaks running out to the core over top of my MDF table. 2 being that with my schedule I don’t run it enough and the water would get messy just sitting while I’m at work and need changing often. The second one can probably be mitigated with some kind of additive but the first one is still a concern for me. I would suggest some kind of flow sensor on it so that if the pump ever stopped you would know and shut down the spindle before you burn it up
I am very curious to see how your testing goes. With the LR4 in wood I’m not sure you would really need a lower RPM since we can run a faster feed rate now. But I do wonder if the lower rpm might open up more opportunities for things like steel with the LR4
I hope after your testing you might think about trying out some of the diy tool changers as well!
I read somewhere that running windshield washer fluid in it can keep it clean, and is affordable.
I also read that just using pure distilled water stays clean for a long time.
May need to read up on it some more.
My basement is climate controlled so I don’t need to worry about preventing freezing in the lines.
I recently posted that I had a CW-3000 chiller, which I had offered for sale, but that thing can be used for this too, not just laser, so I will probably hold onto it.
Just rub it in why don’t you!! mine is as well as of February this year. And that’s why I moved all my printers and built my LR4 assembly area down there. But my Full sheet machine will continue to live its life in the 100° garage for the foreseeable future
I saw that and if I was anywhere close to needing one I would have made you an offer on it. But seems like it might be a good thing you still have it.
I was using a 0.8W VFD Spindle from Vevor on my LR3, and it was more than enough for the machine. I noticed that the real big issue with makita stile routers is with cheaper ones, they look the same, but the speed control in them is not a “constant speed” but a constant power one.
This will cause an RPM drop during demanding cuts, that brings to a thicker chipload that reduce the RPM even more.
If you increase the rpm to compensate this behaviour it will bring to a thin chip (during less aggressive cuts) that heat too much the bit, and ruining the cutting edge faster.
All of this gives you the impression that the router is underpowered.
Swapping from a Katsu to a Makita was a day and night improvement, the machine feels stronger.
With the Makita the limit was always the machine rigidity, never the router
Re. getting the spindle / VFD set up, I will welcome some help on how to do on-off via software and perhaps / hopefully even speed control via the software.
I am using a katsu, is it worth upgrading in your opinion? I feel like the biggest drawback with the katsu is that it does not regulate rpm very well. Does the makita do this better?
Unless the listing details that, I won’t know until after it arrives.
I guess it’s a good thing I have only purchased 1 VFD so far, as I can learn whether it’s a good one or not before buying a second one for the other spindle!
My vevor VFD does not support RS485, but on my full sheet machine I have a Hunayng (sp) VFD that does support it. The RS485 was pretty easy to get working with FluidNC, and @MakerJim is developing a board that is a cross between an RS485 and the FluidDial pendant connection that I am excited to test when he is ready. So when you go to pick up your second VFD that is something to look for.
If the one you have coming already does not support RS485 then it should at least have the 0-10v speed control. I bought a bart board for that as well but I never tried to mess with it. And I am not sure if @MakerJim has any plans on trying to do the same integration with the FluidDial for that version or not. I do remember reading a thread where he was trying to help someone set up a 0-10v on a jackpot but it didn’t seem that straight forward and I am unsure if they ever got it working or not.
That is exciting. Knowing how affordably priced this set was, with both VFD, spindle, and a mount, I figured it does not support RS485, and after scanning over the listing just now, I’m even more convinced it does not. But in my recent shopping and reading, I’ve seen the Hunayng (sp) brand name a lot, and I will learn what I need to before buying a second VFD.
If you get a chance to link me to the listing from where you bought the better Hunayng (sp) one, please do.
This sounds interesting. It’s beyond my current knowledge, but will see what I can find out.
That mount is useless in our application. I would bother even trying to use it. Just use the Makita mount and you wont have any issues.
I will see if I can find it again. Both of mine are the 220v versions but shouldnt really be any different. As long as you are getting one for the rated power of your motor you should be good.
Edit. This looks like the same one. And they have a 110v version for you. If you scroll down a good ways you will see the RS+ and RS- Connections. Thats what you need.
I’m aware. I’m just saying that from the seller’s perspective, it added cost to what was being sold, so that makes the low price I paid even more a consideration on the low number of features in the VFD.
One thing I am still trying to figure out, is if some of these VFD’s have step-up transformer type functionality, because I got the feeling from the listing that the one I bought with the spindle takes 110v “in” and gives “220v” out. If so, then it sounds like it has step-up transformer type functionality.
If that is the case, then the spindle is getting 220v and does not care how, and if I want to be able to still plug into 110v then I need to look for a VFD with the software control features, but also having that step-up transformer type functionality. Or… I could just carry my step-up transformer in from the other side of the garage (unfinished side) where the plasma CNC rig is located. I seldom use the plasma CNC rig, so I could share the step-up transformer between the two.
I am honestly not sure on that one. I know the spindles are basically 3 phase motors. For my case running on 220v the VFD is getting 2 phases of 110v and then making the 3rd phase to send to the motor. I have not done any research for on the 110v spindles/VFDs so I cant offer any info there. But I am sure someone much smarter than me will know whats up with them.
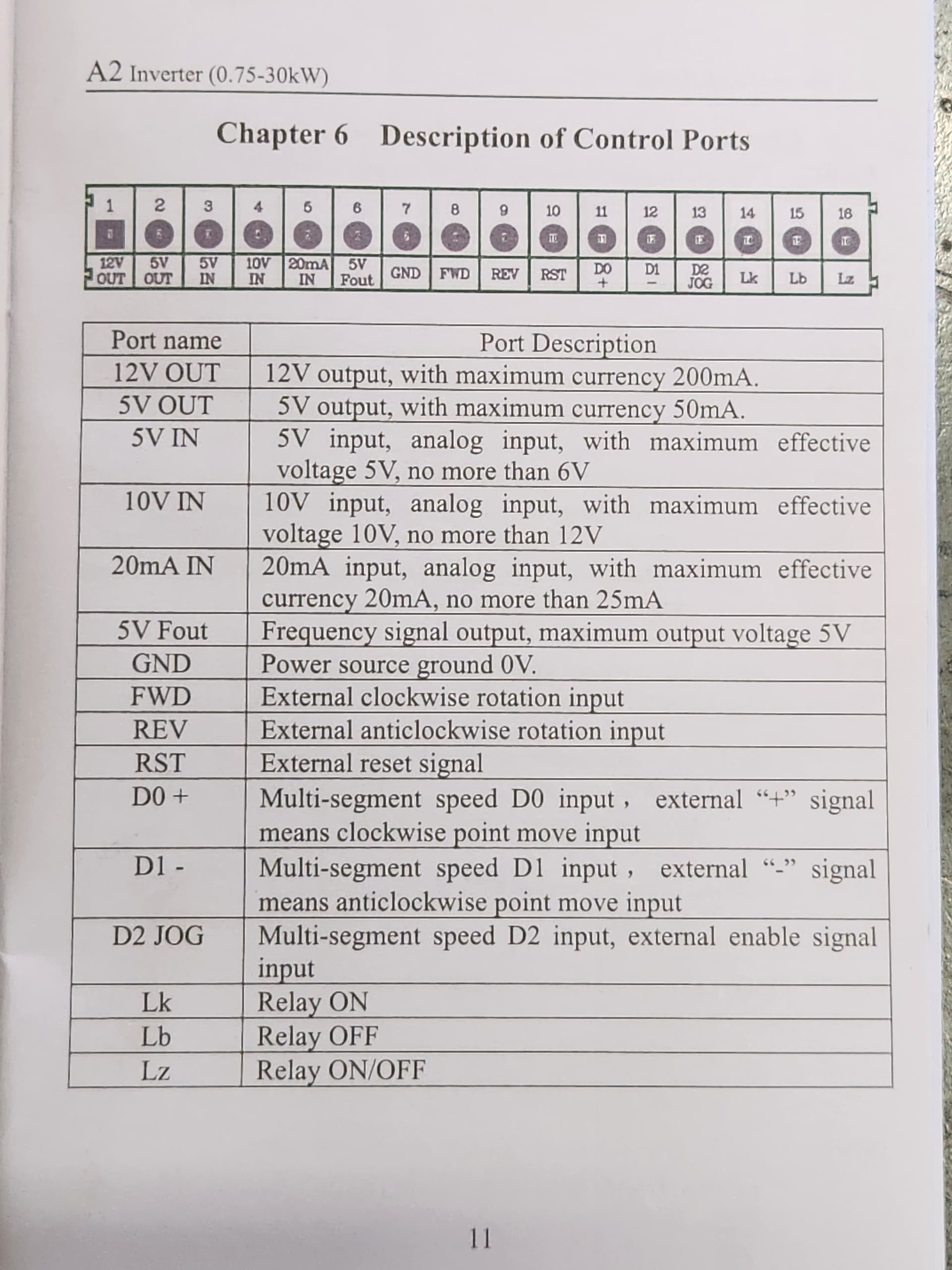
This is the manual page on the Vevor VFD Control Port. There is additional detail in following pages about implementation. edit Make no mistake, the ‘implementation’ detail is poor and not extensive…
I was just looking at the inexpensive g-penny machine air-cooled spindle and WAY down the “More” details it does meantion RS485. However, with the number of typos on that page I’m not sure it’s reliable. I’m very interested in whether it does or not. It looks like it would be slightly cheaper, but I’m closer to the west coast, so maybe the shipping is less for me.
This is a very interesting option. I’m also intrigued by the water cooled one, but I generally try to keep water away from the stuff I’m working on. I’m really thinking that the water isn’t worth it if the cutting noise is overwhelming the noise from either spindle anyway.
…and… it gets even more solidified because I had written to the seller (which apparently is also the manufacturer), and they replied, and confirmed that the very VFD I bought, DOES support RS485!
Their reply was short and sweet, and not perfect grammar, but good enough to convey the message, PLUS, they sent me a link to a digital file of the User Manual:
Hello friend, Good day! This type inverter support RS485 For the manual, you can check this link: https://we.tl/t-lXQwD8CNe8
PS: and the zip file with the manual also included a setup video!