I was hoping to add this to the top but apparently you cannot edit comments after like a day?
LESSONS LEARNED…
First off, I’ve barely made it through the first adaptive cut… 26mm deep. The initial machine time said 4hrs… it took me basically all weekend.
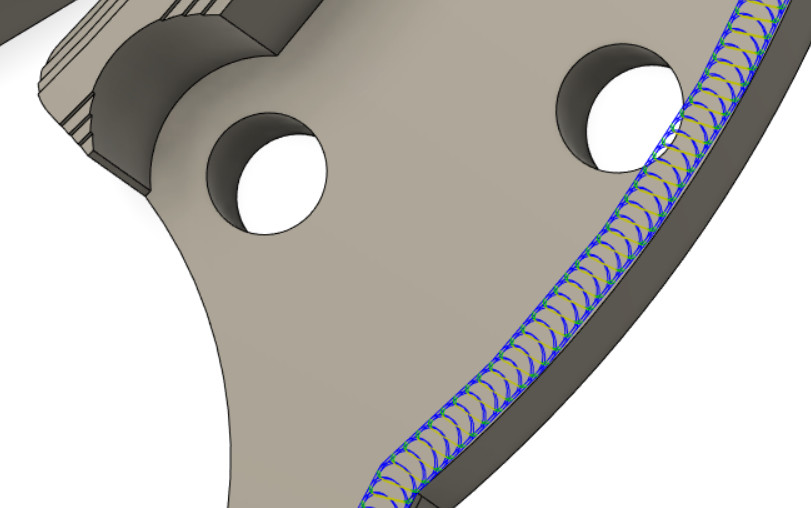
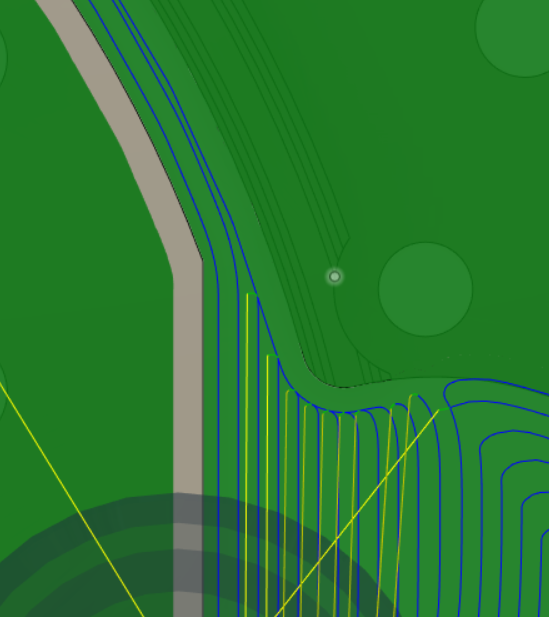
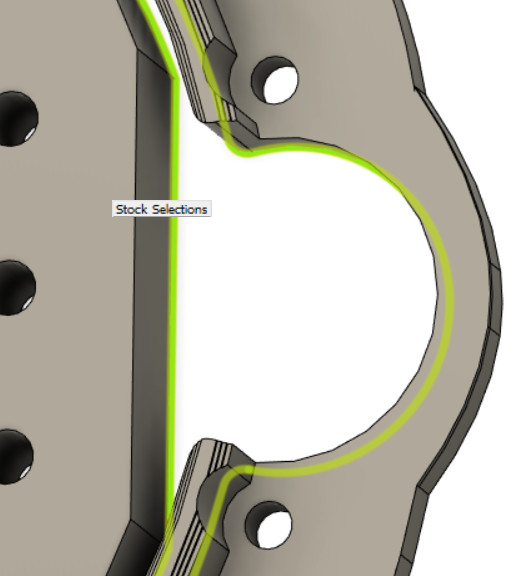
FUSION 360… In my fusion 360 CAM it wont start an adaptive cut from the origin, it will start in the helix. So I added a contour to trace the upper outside of the part, then it links the 2 cuts and continues from the contour into the correct location for the helix. This has the added bonus of verifying the alignment of everything if its the initial cut.
My post processor adds M codes that seem to freeze my controller, the big tree V1.2 I believe. M84 S0 and M117 specifically. the M117 command is the title of the step so M117 2d Contour and it will be there for each additional step in the gcode.
Because of the intuitive nature of the adaptive clearing, I thought it would be fine to set it to cut the full depth, I’ve since decided that 10mm is about as deep as you should go in a single run. so in my case I have 3 runs to cut my 26mm depth. This has the added bonus of cutting down processing time considerably, from 8mins on some cut to 30second.
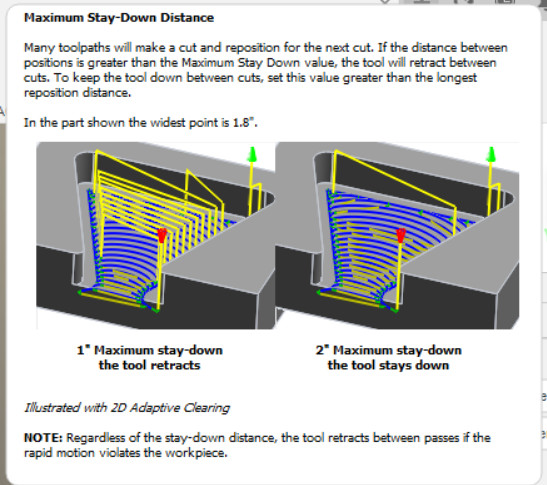
Maximum stay down distance in the linking tab is my best friend. having it too low increases machine time considerably because the tool is picked up and moved back to the other side of the cut rather that looping back. I learned this exploring, I may be the last man on the planet to figure it out.
MACHINE. My machine is ‘huge’, 20x40 cut area. it adds a lot of flex into the mix. when I cut AL again, i’ll definitely install a brace just outside of where gantry will end up moving. a 20x20 cut area seems about the biggest you would want to go without making concessions.
I went thru and tightened everything up in the beginning, and then at 20mm down like 8hrs of machine time I had to do it again.
The plastic parts are the biggest issue for flex, obviously. I use a carbon infused polycarbonate tool holder and once it is below the main gantry bracket the force the tool puts on it flexes it quite a bit. I imagine pla would probably break.
chattering is an issue, simply putting a finger against the router absorbs a lot of the vibration and makes the finish 1000x better.
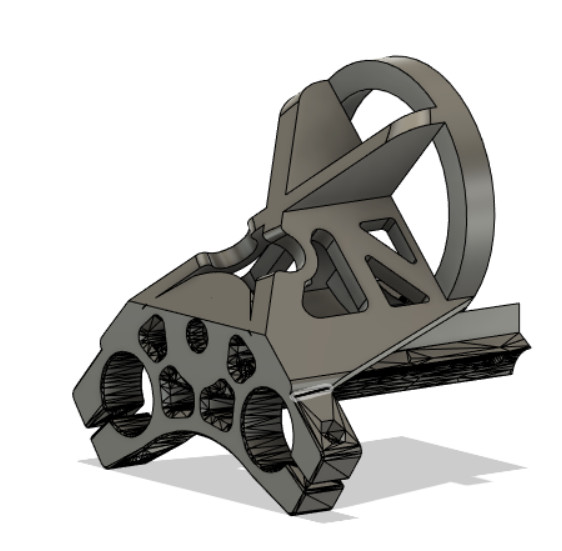
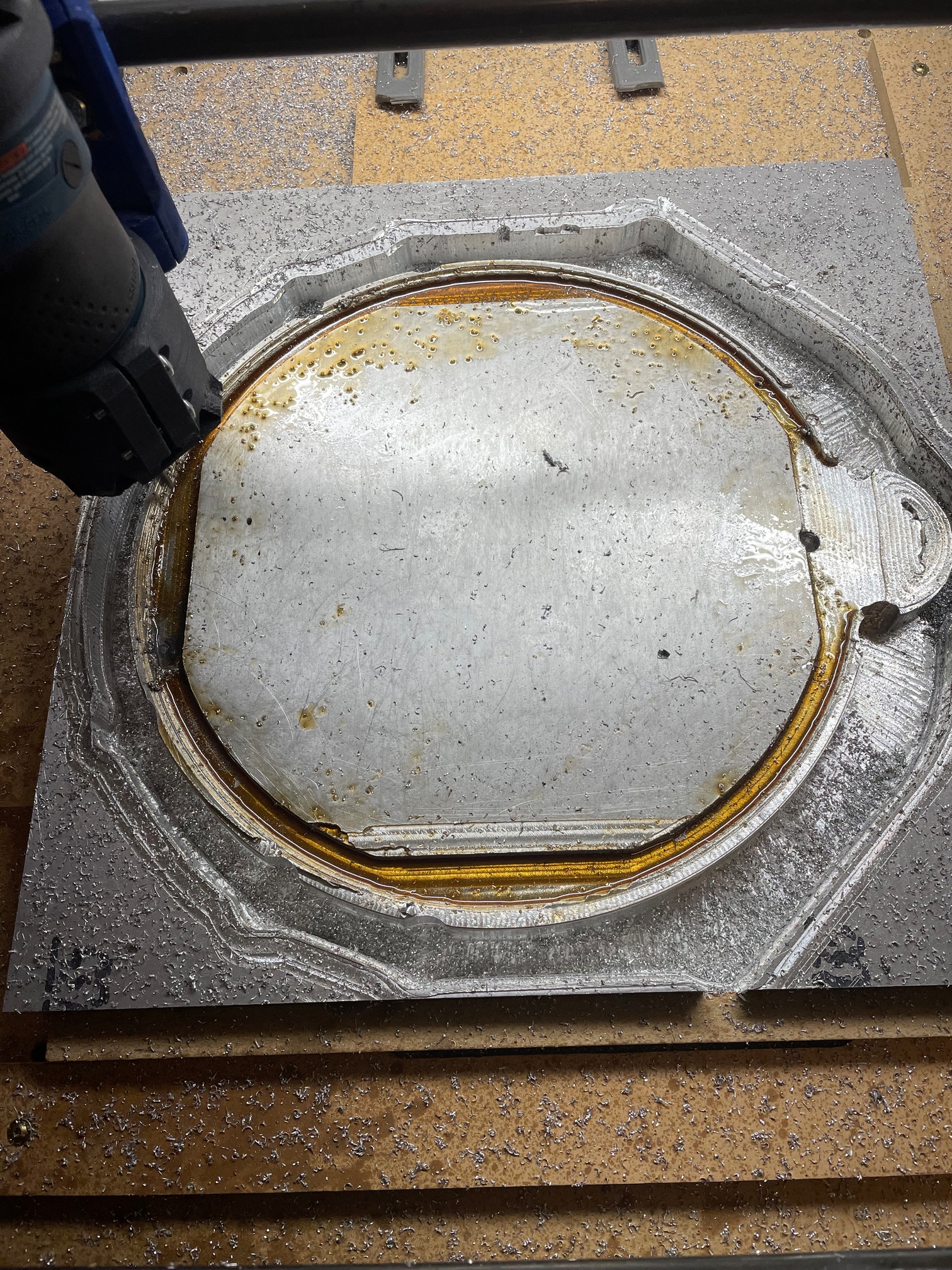
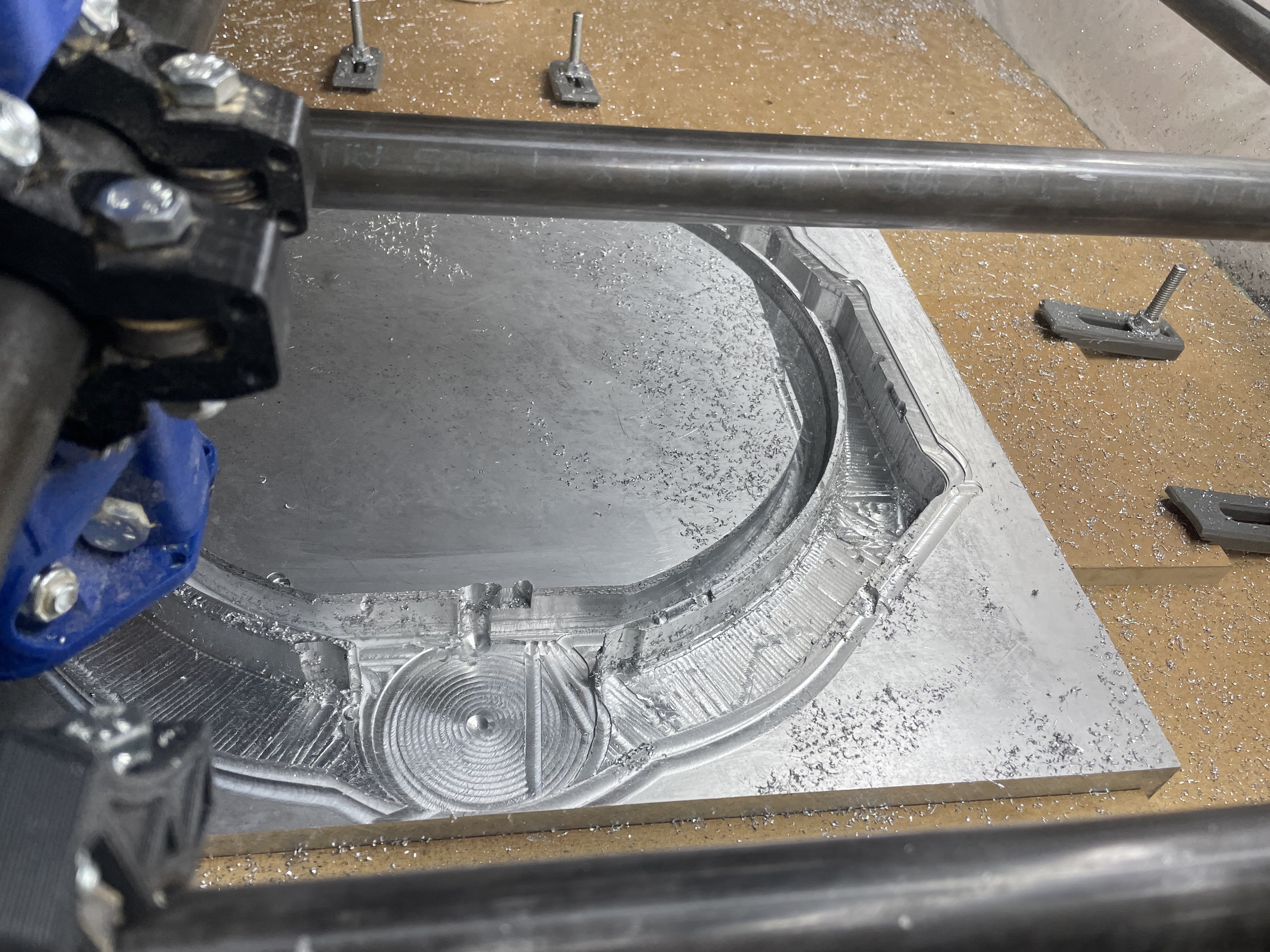
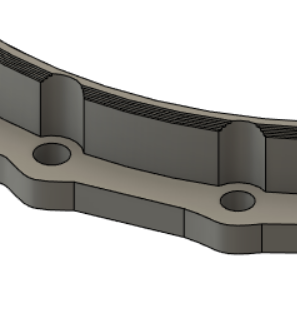
If you can manage it, I highly recommend designing a upper tool holder bracket. at depth I can watch my router move probably a 1/4in when the tool touches the side wall. This actually led to galling quite a bit in the end, the face of the part is as you would expect but the side is nothing but a smear of aluminum in the last 3mm of depth. For the tool holder i would try to do an x brace design to help combat the flex, as a bracket similar to the bottom wouldn’t stop sideways movement by much. When i’m finished with my design I will post a picture. ETA: added my design. its quick and dirty. I stole the Z coupler and graphed my tool mount to it… then added in bracing with respect to what I saw as the machine flexed… this should leave just what is in the gantry, and given if I hold the router while machining it works fine, i think its acceptable… time will tell. PS. yes the reverse Z coupler is intentional. I know it looks funny but it should work.
An airblast seemed to be, meh, if you have one, great! if you dont, whatever. one pass on the adaptive was 17mins. and I had to clear chips once every 10 minutes. part of my machining was done at night and my compressor is 5times louder than the cnc so I would shut it down to appease the neighbors and family. Now tight bore holes could be a different story, my tool seemed to do a great job of throwing the chips though so I dont think it will be.
A nice vacuum is a must. I used a 12gal Rigid shop vac with a reduced 32mm hose, think house vac size. I could keep it back 6in and still pull the chips away from the cut zone. Pay particularly close attention to the way the gantry is moving, I let my hose get in the way once and it kicked the machine WAY off course.
An E-stop on the stepper power was a great help. during a crash i could hit pause, kill the stepper power, and then realign the machine manually before restarting everything.
TOOL… I used an SPEtool 3in long 1/4in wide carbide O flute bit from amazon, of the 2 i’ve had in the machine one chipped but that was after a particularly rough collision and I dont fault the tool.
the bosch colt 1hp router was great, I was able to cut 2mm down and keep a clean finish. I dont recommend that DOC though as the upcut bit will pull itself into the material if it has enough to grab onto.
I’m going to do a contour facing operation here in a bit with a speedtiger 2 flute upcut 2.5in long bit too hopefully clean up the smear, I will post my thoughts when it finishes… or if it fails.
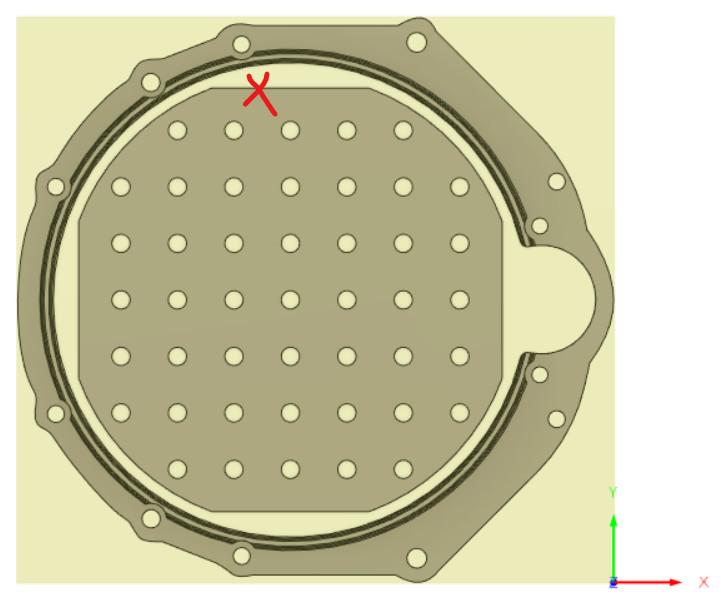
PART DESIGN… I have bolt reliefs in my part, if you can, dont cut features like those with adaptive. almost every one of my crashes was due to those bolt reliefs and how the adaptive machines the trailing edge. a couple contour passes after the initial rough out would have been a much better plan.
perhaps increased rigidity in the tool mount would prevent the issue, but I cant be sure just yet.
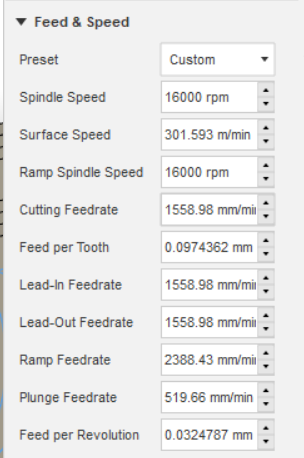
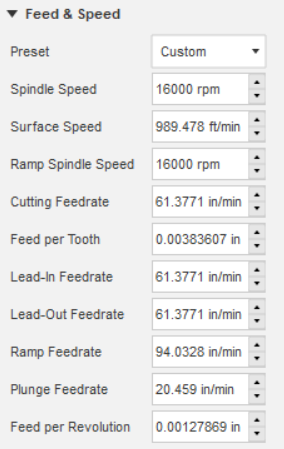
FEEDS AND SPEED… this topic is a lot less rigid in practice… I used the settings below
for Scientists and Engineers
Freedom Units
I used a DOC from 2mm, accidentally, to .5mm… 1mm and .7mm were the bulk of the work and they seemed fine. I used the initial settings above and changed the speed on the machine from 100% down to 50% and up to 160% without a noticeable change in quality… I used this to my advantage, in areas where I knew deflection was going to be an issue I slowed it down, and in other areas I sped it up.
FINAL THOUGHTS… it is 100% reasonable to machine aluminum on a regular mpcnc primo. I would say the limit on a basic setup is 1/2-3/4 of an inch. But with modifications I think the limit is tool length/strength. its definitely not a speedy process… I was naïve and thought I could knock out the entire part on the weekend. Pretty sure I’ll finish it around xmas time. 2 wks for those of yall in the future. I’ll keep posting updates as the journey continues, #pokemon, but wanted to get the bulk of the findings out before I forget everything.
PS. I dont have these, but given some of the issues I had I would think a multiaxis probe and endstops would be great things to have.