Ive been just updating the stock height…
When i bitch about fusion changing the entry point, thats because im just modifying the same toolpath… not even a duplicate.
I just lost a step, -y so its into the thickest section of the inner ring and im okay with it.
Ive been babysitting it since i restarted… bout 25min in was when it happen.
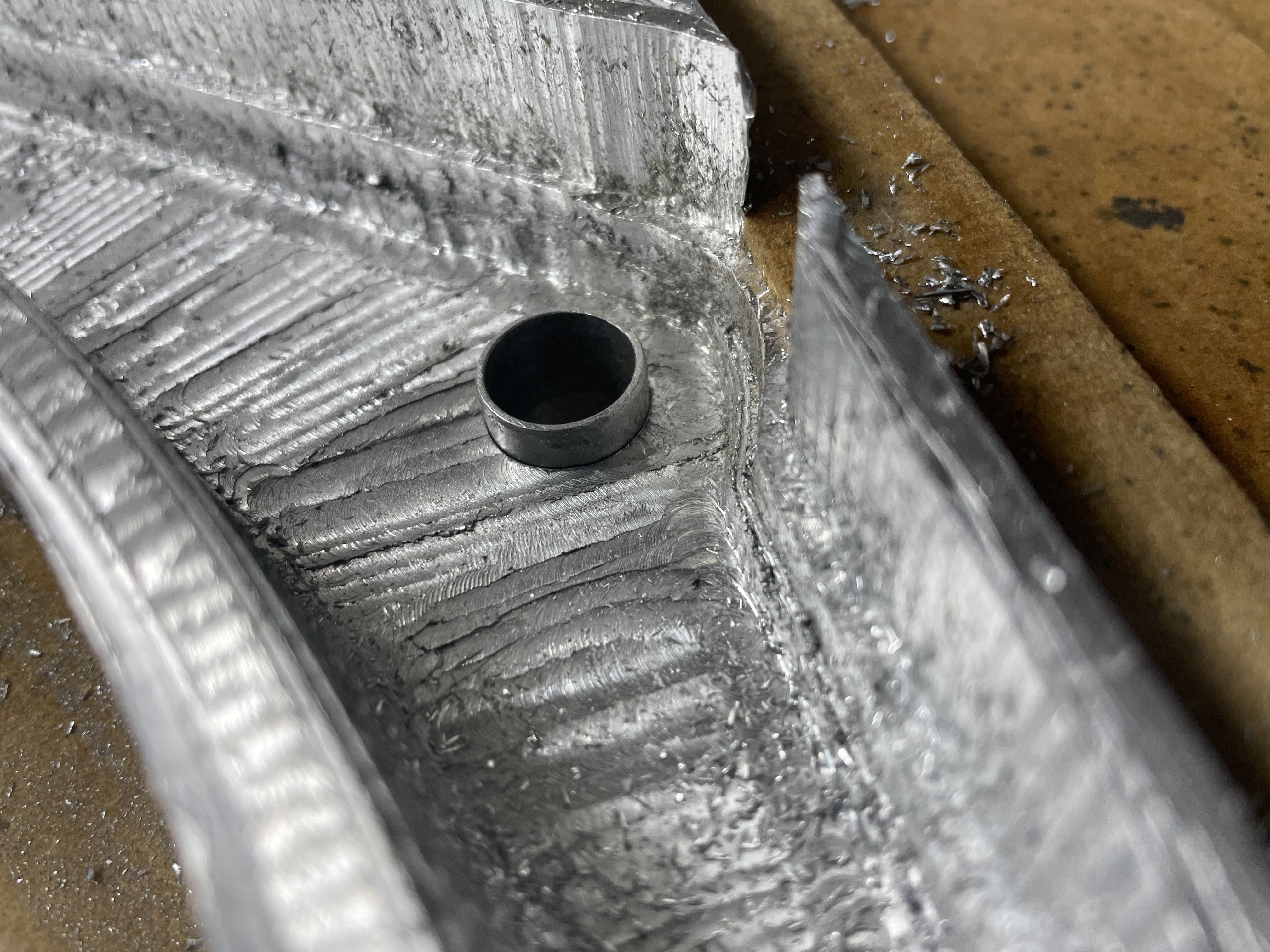
When the shavings look like cotton candy youre cutting a lot of the sidewall…
Luckily i tighetened it all back up so a hand on the gantry to reduce chatter and it ate it away… im 50% into this cut which was 6.5 deep… so probably 35mm ish… im mic it in a bit and upload the pic that just failed
usually at the end of the tool path I get a small build up of material that doesnt get cleared… well when I changed from the previous path to this last one, that bit of material became part of the normal path and not the end and was enough to cause the lost steps… weird considering the wall wasnt enough… I watched it catch on another pass and it immediately went willy nilly… had to machine it off manually and start over again.
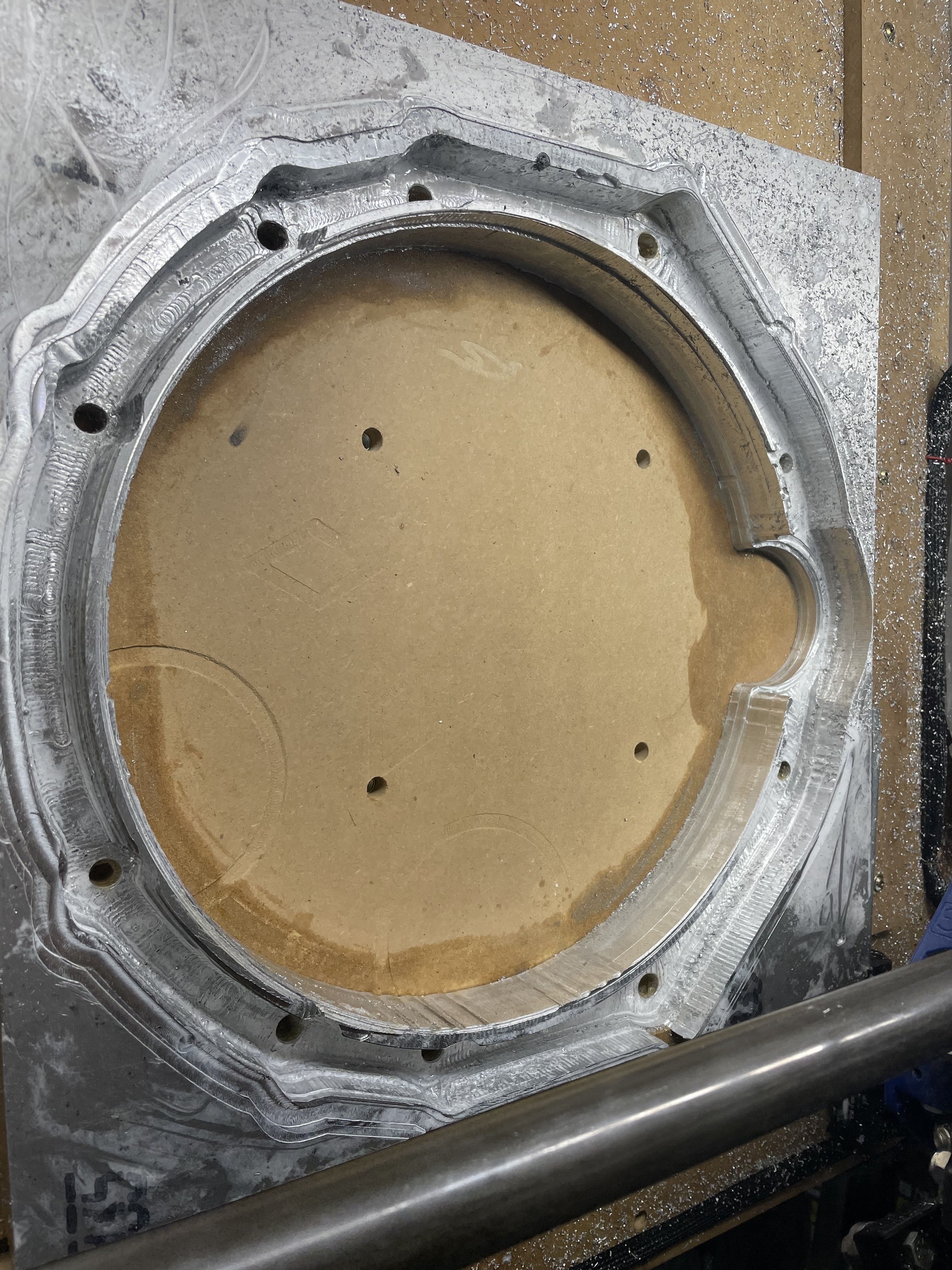
Soooooooooooo a lot happened… everything was good… then it wasnt… i made contour passes to clean up the sides and ensure the part is fully dimensioned… then i wanted to face the bolt flange and forgot to check the entry point… fusion just cut the perimeter, i figured it would know where the stock isnt cut, it was all one continuous operation… idk how to word it, they were grouped…
Anywho, my mistake either way… and
So i recal and continue on… but for the life of me i couldnt get the calibration right and it kept grabbing the perimeter wall, which was previous cut to spec, and jumping.
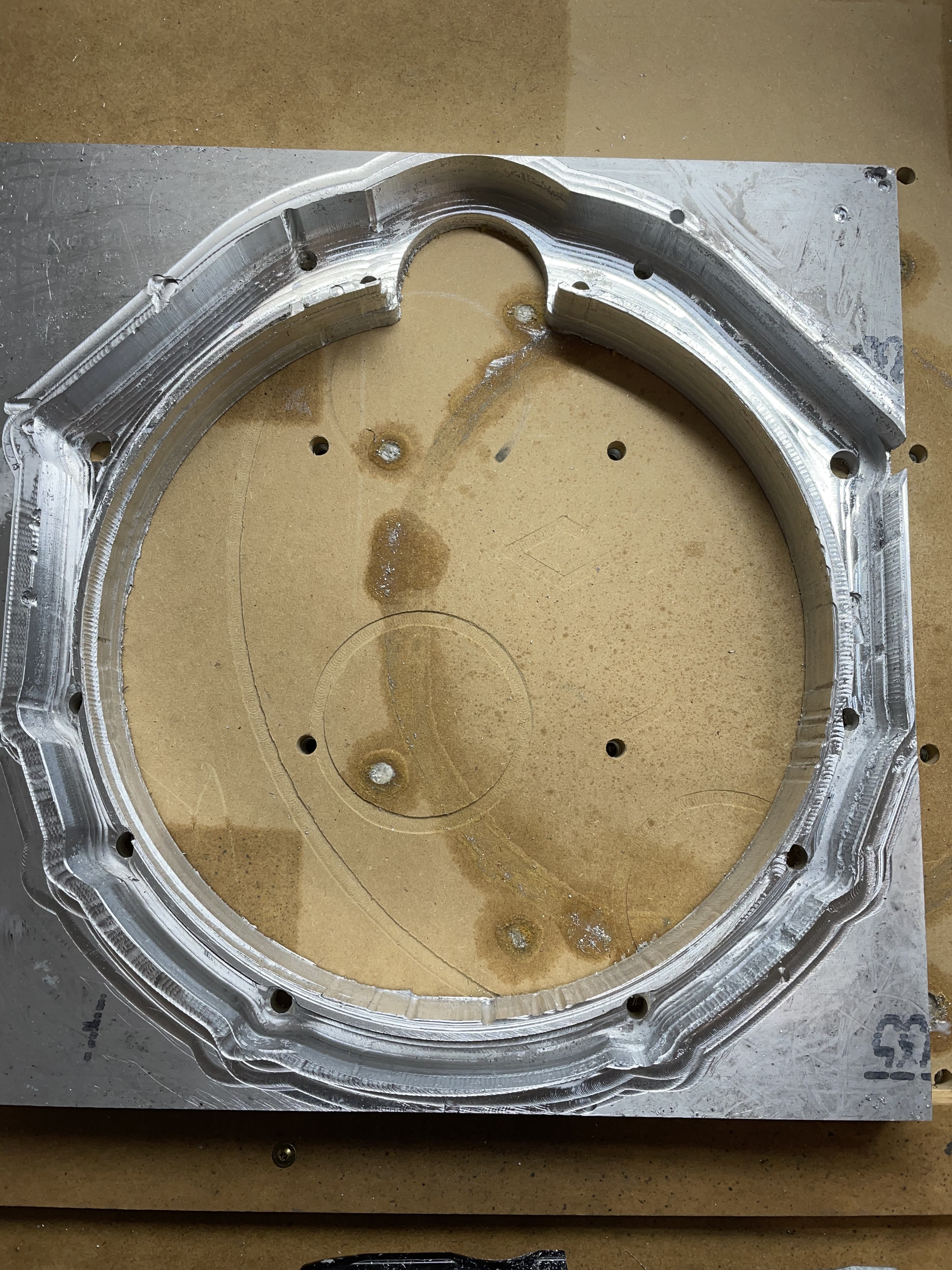
I said screw it, modified the part in fusion to make the outter offcut part of the final part, the turned on stock to leave and ran with that. Worked. Finally got it to work proper and faced the bolt flange… cleaned it all up happy as a clam… put it on my band saw… and nothing.
I made it less than and inch into the material and the teeth were so gummed up it stopped cutting.
So im back in fusion, removed the modifications i made previous, then added what will become the offcut as a part and now im setup to make adaptive,contour, passes down to freedon…
I tasted victory as it was sweet… sadly, it was artificial sweetener and im allergic
So i made it to the last 1/4 in and the tight gap just became too much and i couldnt keep the bit in the groove anymore. So i setup my other bandsaw, wood vs the previous metal, and used it to cut it out.
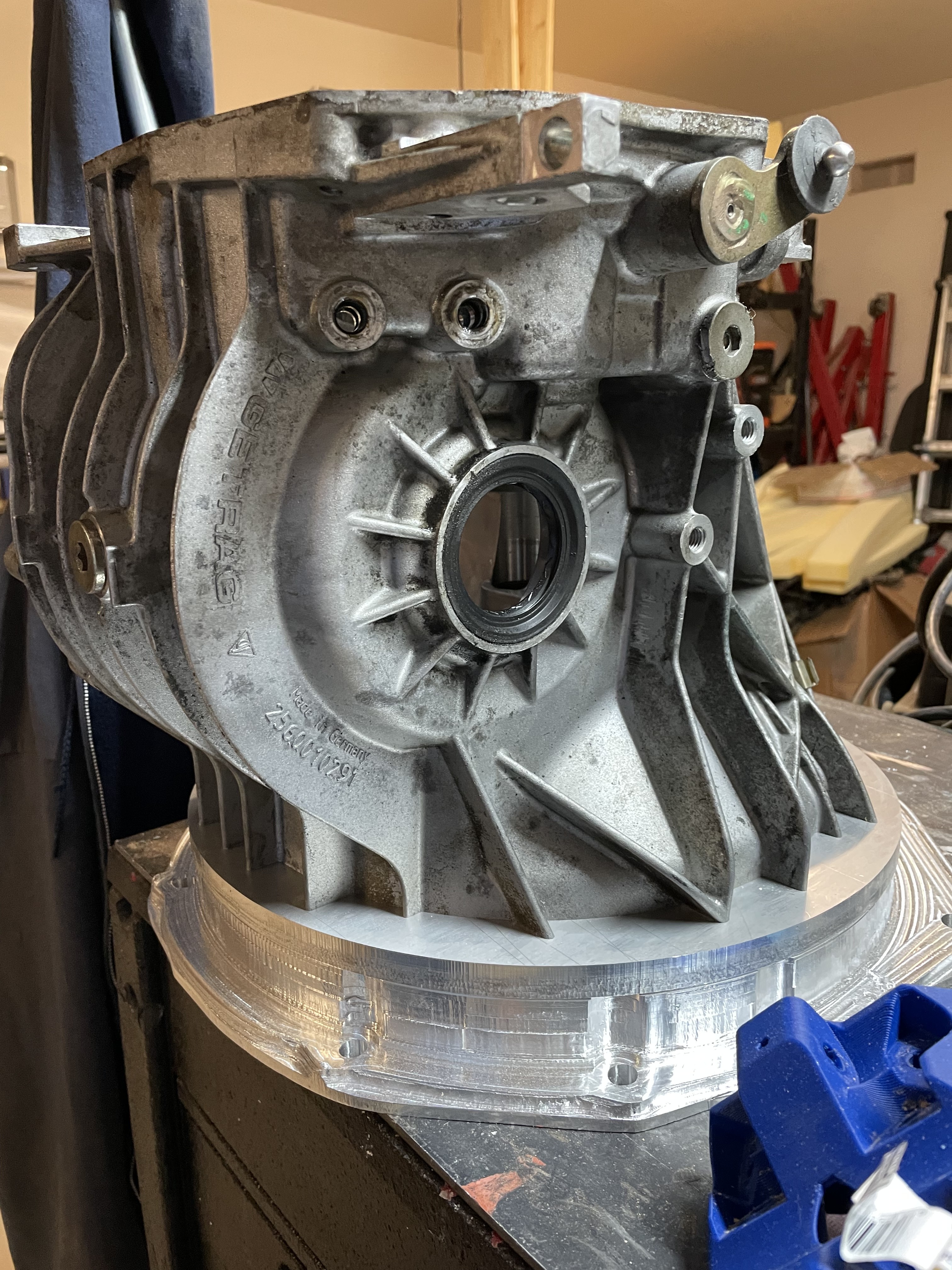
Went to fit it to the engine and IT DOESNT FRICKING FIT… lol this is v3, the previous 2 were mdf and v2 fit prefect with 1 normal bolt hole being 1/8 off center.
Once i had cut the inner ring i did the bolt holes to ensure they would be matched since thats the only thing that matters with alignment… Somehow its about 1/8 off.
I can go 1 of 2 routes, start fresh with 1/2 plate and roll 1/4 bar to the correct diameter making it 3 piece instead of 2… or i can realign this part on the mill and cut the inner diameter 1/8 off center to allow the pins to fit proper…
I suppose my grinder could also manage it.
Anywho, its a hilarious end to a huge PITA saga.
At least i know what the machine can and cant do now. Lol
Sorry to hear this… but it doesn’t have to be the end of the saga really. MPCNC can lay down some decent Alum, but it takes a lot of time and testing.
…a lot of time. Keep your chiploads good to minimize welding, but reduce stepdowns as much as your rig needs… that may be a c-hair for some rigs. Last thing you need is too deep a cut, flute gets snagged, and pulls a floppy mpcnc gantry over. Let it take it’s time and finesse it’s way through… keep x-y feeds up there and do very thin stepdowns… it’ll happen even if it takes all day. For smaller/longer mills, you are going to have to slow x-y rate into “welding” chip load territory to keep em from breaking… just keep the mist going hard and it’ll make it through (even 1/32" as in my example above).
For clarity… its not that my rig didnt get it done. Its just that the constant loss of calibration left the alignment holes/ inner ring off center 1/8 from where they should be.
And by the end of the saga i just mean this part, it took two 2 weeks… i think it might even qualify as an epic, perhaps even an epoch…
I still have plenty more aluminum to cut… but i’ll probably stick to parts under 3/4in from now on.
As mentioned, this is a 2 piece adapter. I still have a 1/2in thick plate to cut to meet this 13” diameter to the transmissions 11” diameter.
I’ll probably stick with this part, i’ll just machine out the 1/8 from the inner ring and that should line everything back up.
You learned a lot. I bet it goes better. Will it be worth the expense? You have a usable part, so even if the job fails catastrophically you can use the first one. Sure is nice to have pretty parts, though.