You can brace the outer tubes easily enough, but that long gantry tube is the one that’s going to shake around and flex. Maybe an empty truck could help, but I would be surprised. All of my mpcncs have only run wire through the gantry tubes, and extensions would do the trick. But if it won’t work for you, it won’t work. I still think working in the corner should be adequate, even without a resize.
flutes = number of “blades” or teeth on the endmill. You’ll see 1 or single flute. You might also see “O-flute”. I honestly have no idea what the difference is, but I guess are often advertised for plastics and seem to work well on alunimimium too for the same reasons.
DLC = Diamond like coating. Great stuff. There are other coatings, too. I think titanium is OK, but you’ll want to double check before you trust me. Stay away from any costing that has alunimimium in it. It will probably stick to the alunimimium you’re cutting. Uncoated is also ok, but the coatings can really add some reliability over long runs.
RPM/Speed=how fast the spindle is spinning. I started out cutting AL at around 16k rpms, but now i cut at 20k+. I’ve seen plenty of folks cutting at 25-30k, no problems. No need to slow that down.
Air blast= either rig up a nozzle to blow air on your endmill or be prepared to stand there with an air hose. Biggest problem for me is when the chips don’t exit immediately (especially on deeper cuts) and they get picked back up by the endmill and cut again. And again. And again. The heat they should carry away gets reintroduced, and the stock starts to get gummy when it warms up. Also artificially increases the chip load, creates even MORE heat, and borks up the surface finish.
Feed rate/chip per tooth. How fast the steppers are driving the spindle. First figure out the spindle speed (rpm). Multiply that by flute count(1) and desired chip load (chip per tooth, 0.001-0.002 in = how much material is cut by each flute on every rotation). Say you’re at 25k rpms. 25000rpm*0.001in/rev 25in/min. Similarly, 0.002–> 50in/min. I like 0.001 on the low end to reduce tool rubbing, which is when the endmill doesn’t get a big enough bite to shear off a chip and instead the uncut edge of the stock just sort of smashes instead. Makes a lot of extra heat and will wreck your endmill, maybe your day. 0.002 is about as high as I’ve gotten on my mpcnc and with your long gantry may be your limit as well. Of course, if things are going well maybe you can beat that. You can increase the cpt on the fly by increasing the feed override.
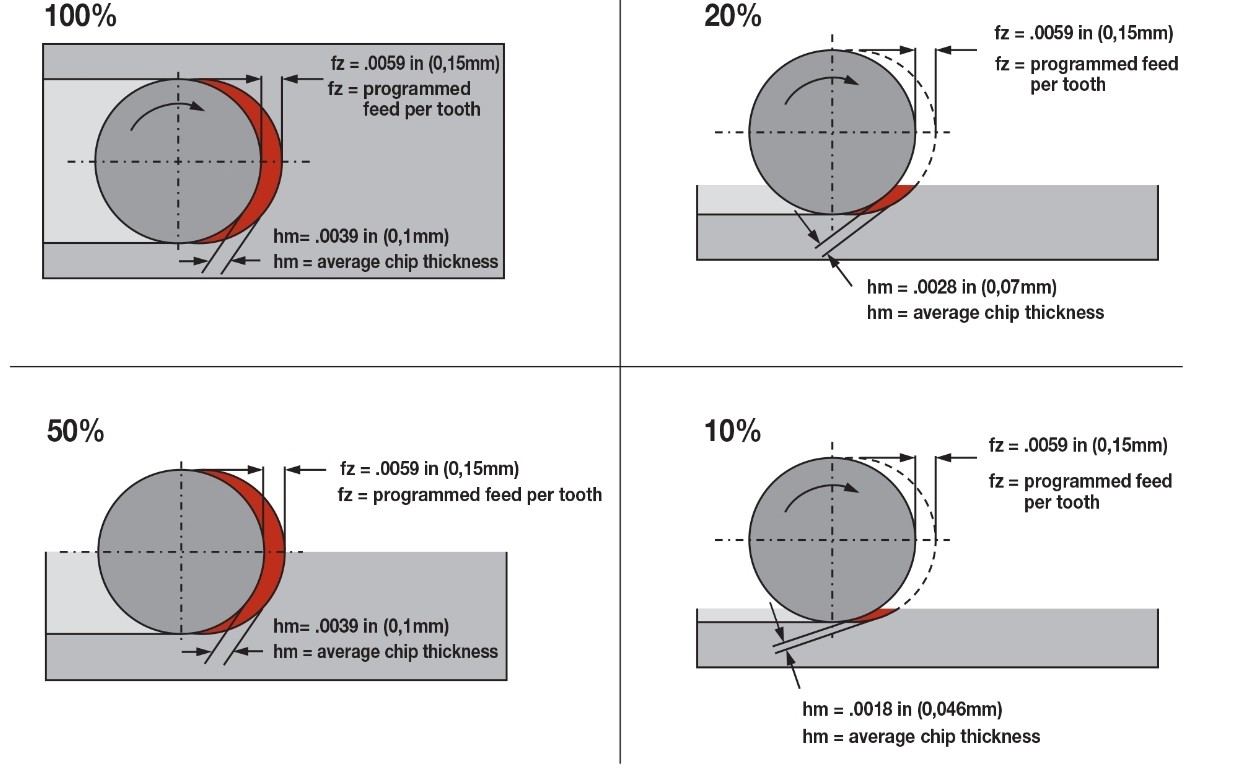
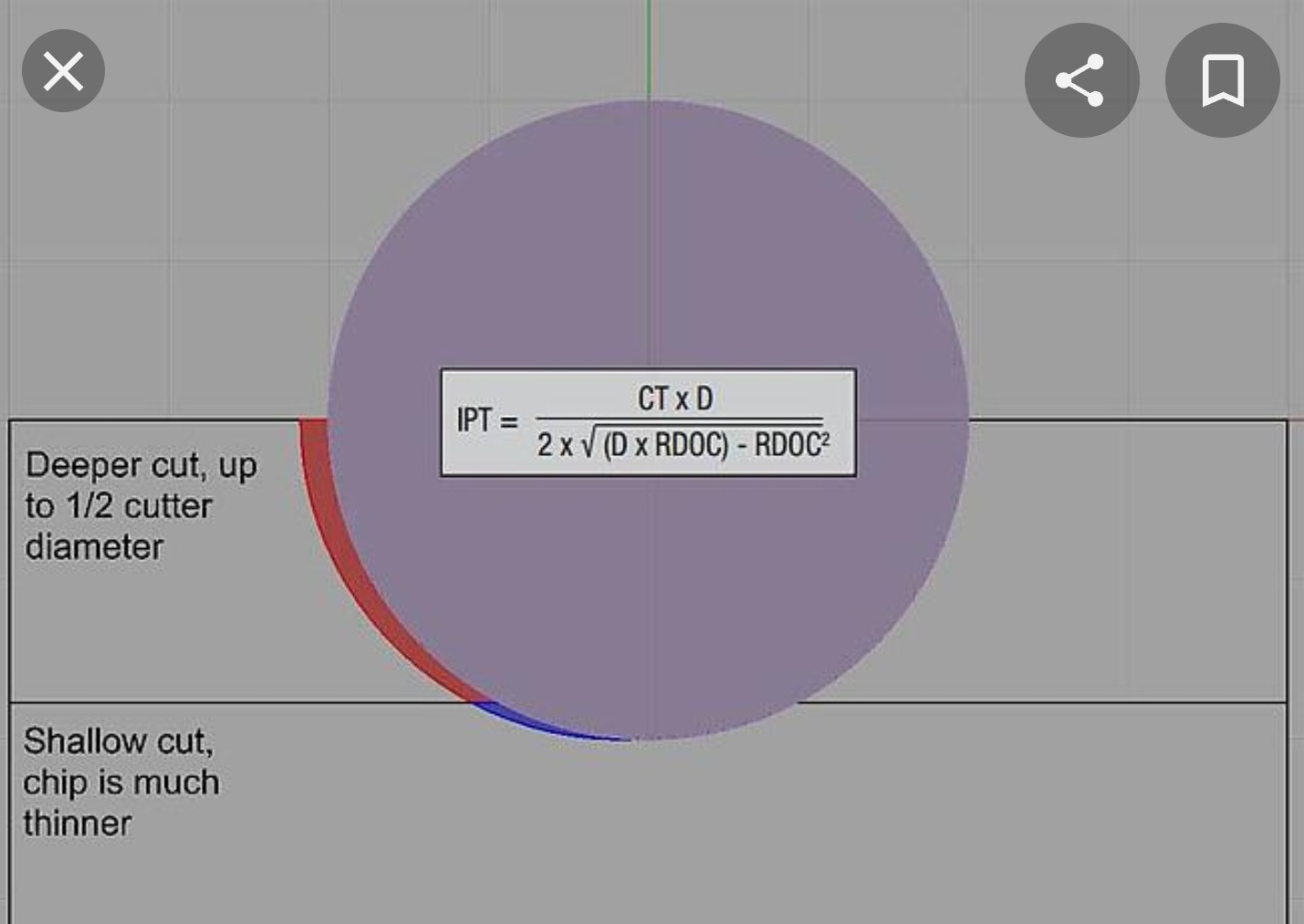
Chip thinning is when you have less than a 50% stepover. I’ll find a picture to post in the next comment, because it’s much more efficient than trying to exclaim with words. Basically, the father away the center of the endmill is from the stock, the thinner the chips are. That’s another way of saying less chip/tooth, which can result in (again) rubbing. Solve this by investing the feed. There are formulas to calculate the exact chip/tooth, or if you’re good with trig you can derive it.
DOC = depth of cut. How far down do you want the endmill to go on each path? Rigidity will always be our first problem, and you need more rigidity to go more deep. I had am 8x10 mpcnc for a while, and I’d cut 0.04 to 0.07 with 1/8 endmills. You can get the same (or better) MRR (material removal rate=DOC x stepover x feed = cubic in/min or cubic mm/min or whatever) at shallower cuts and faster feeds…and you’ll probably get better reliability.
HEM = high efficiency milling. Definitions vary, but the strategy relies on going deep to utilize more of the flute, lighter passes to keep horsepower requirements reasonable, more flutes to keep the MRR up, faster feeds to combat chip thinning, and higher rpms to speed everything else up even more. It tends to not work well for us because of rigidity (rather, lack of) and speed/feed (again, lack of). We can learn a little from it and really spend a lot of time optimizing the adaptive/trochoidal strategy to not fail, but at the end of the day we just can’t get a high enough MRR to justify the attempt, in my opinion. The strategy is still useful in terms of making extra space for chips to leave (vs slotting) and reducing tool loads (vs pocketing, especially in corners), but we seem to be better off using traditional thinking of smaller DOC and higher stepovers.
Let me know if I missed anything.