It seems really aggressive to me, but it’s hard to give an opinion without seeing the actual toolpaths and the other panels. If you want to share it with me, I’ll have a deeper look. Either export as .f3d and send it to tony.richmond.ii@outlook.com or go file>share>public link and post it here or pm me.
Hey, I got busy with life but the single flute bits have arrived, everything is connected and double checked.
I just saw the reply about aggressive speeds so i’m going to figure that out, but hopefully i’ll be running by 9am
I translated the feeds and speeds into freedom units and I think they are close to being in line with the suggestions above.
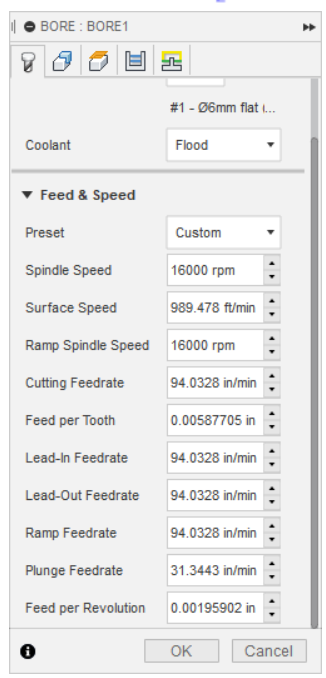
0.005 per tooth is a lot more than I can get from my mpcnc, but maybe if you have a really light stepover it’s appropriate.
Again, hard to say without seeing the actual tool path and the other parameters so all I can really do is wish you luck!
Any chance you can set something up to record the cut? I was surprised at how much more I noticed on video playback than during cutting when I first started out because i was always nervous about the money I’d spent on the tool and the stock.
Maybe when it starts working…
I can move everything using the screen, but when i go to cut using the file on my sd, nothing happens
Ive split the operations into individual this and posted em separately… still nothing like my machine is wrong
The gcode had dead commands…
My computer had such a hard time processing things i assume it was in the software…
Ive been fighting with this for an hour now…
The adaptive paths dont start at zero and i cant figure out how to force them to.
Throwing in a false contour pass, .1 stepdown, allows it to start from zero and gives a nice tracer to show the outline before continuing in the correct spot for the adaptive…
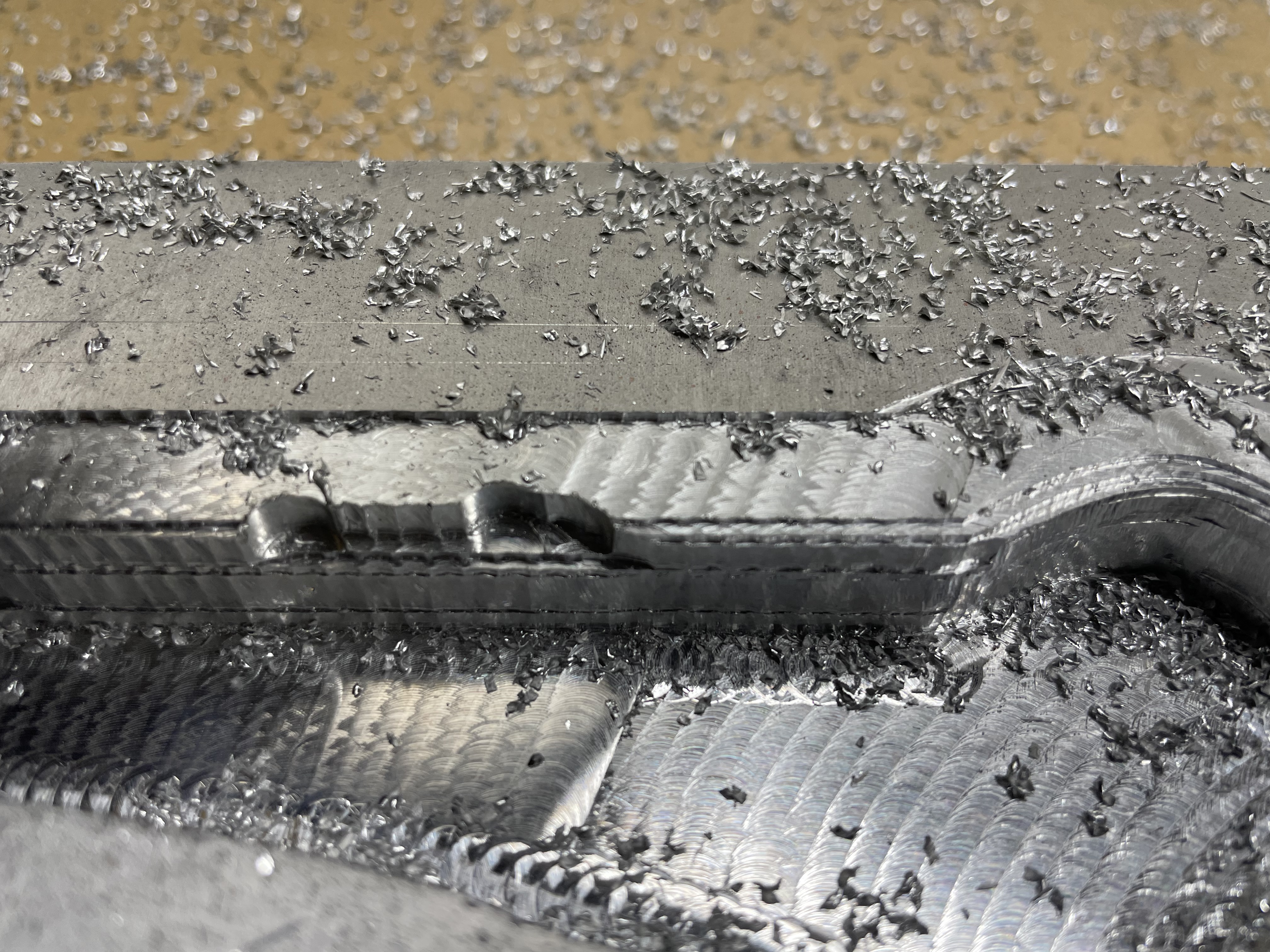
My stock isnt flat or my machine flexes under the weight, not entirely sure… but i found that you can machine down about 2mm… 2.12 is too much though… i ended up being shifted 1.5mm when it started the second pass.

I did attempt to ensure everything was level, i set the machine to 0,0,0 and then manually moved the carriage across the plate and it never touched… however this isnt the first cut that set high in that corner so im not complete surprised.
Furthermore, my adaptive somehow reset to 1mm, im certain i changed them to .5r and .2f before. Im regenerating new paths now, then i’ll get back to it.
.5 roughing said 14hrs to mill… i put it at .7 and it said 7 or 8 i forget…
The point is, the first pass didnt lose any steps…
When you machine brake rotors there are bands or clamps that keep chatter and screeching down…
Is there something like that for these?
If i touch the router on a pass its beautiful, smooth, and noticeable quieter… even a faint touch
I can say for sure that it is sag, but only when running… not clue why yet.
I should have put that mid brace in… whomp whomp
I occasionally lean on the 0,0,0 leg… I’m so fat i cause a cnc to sag…
At least i figured it out, time to grab a chair
You’re using an upcut mill, so it’s possible that just the cutting force is pulling the spindle down a tad.
Mid-braces are definitely an easy mod, cheap too. For your long axis, I definitely think they’re worthwhile. I hope you didn’t get a different impression from me when we were talking about the long gantry tube.
I’m not sure what you mean by being shifted 1.5mm, but not losing steps. Unless those were separate attempts?
Usually, if the toolpath doesn’t start from what we think is 0,0,0 then either we haven’t correctly set the origin correctly in fusion or there is a weird G92 in the gcode (from the post processor) REsetting the origin before the program starts, so check both of those if you haven’t gotten to the bottom of it yet.
If you haven’t gotten any lost steps and you haven’t smoked your endmill after your first pass, you’re probably doing pretty well! It’s been my experience that if an aluminum toolpath is going to fail, it goes badly within the first couple minutes.
The first attempt lost steps… i reset everything and its good.
Ive actually forced it to lose steps a few times now, vac got too close and i bumped the gantry…
HOWEVER, if you pause it and then kill powet to the steppers, you can move it yourself and correct it.
I have an emergency stop on the stepper power input.
Im nearing 14mm of the 26mm cut depth.
If it can be done, a setting on the screen to allow mid print tool changes would be great… for situations like this were the endmill may break or wear out.
It would suck to have to start it from zero and wait til it made it back down if i broke a tool right now.
I made it 6.5hrs and 17mm down, then it jumped a step because a thin section broke free andfed under the bit… no big deal, due the trick, right… nope, screen froze at 4:52:20… no clue why but nothing worked on it…
Im gonna edit the file to start closer to where i left off… fingers crossed
2 Likes
That’s what I usually end up doing, too.
You can add a tool change routine to your menu, but as far as I know there isn’t any way to hold the program while you do it (in marlin at least).
Another option, when you’re programming the longer jobs, you can break it up. For something like this, you might program the path until you’re happy, then make a few copies and just change the depths in the heights tab. Instead of stock top to stock bottom, for example, you could go stock top to top-1/8, then top-1/8 to top-1/4,etc.
isnt there a wait for user input command? That means somewhere in the code there is a way to pause the progression. Now how to execute it thats another story. we could use the on screen button to send the wait for user, then a menu that pops up that gives the user manual z control, then the accept button allows the code to continue…
when I’m at work this week i’ll poke around in the code and see if i can figure things out.
ALSO, Thanks for the tip on the stock offset… everything i’ve done with the fusion CAM is basic contour paths in MDF so my experience is very limited… that helped a lot in getting this error to correct itself, once my son is awake i’ll start it back up.
1 Like
Marlin has a pause you can get from the menu, but it adds the command to the end of the buffer, so it has to run out whatever is in the buffer before it even pauses.
The big trick, i think, is that I don’t believe you can do anything from pause except continue or quit.
Hopefully I’m wrong, because I’m not an expert.
After that, though, you’d still have to figure out how to get back to the cuts you missed because the tool was broken.