Not sure what I’m doing wrong here.
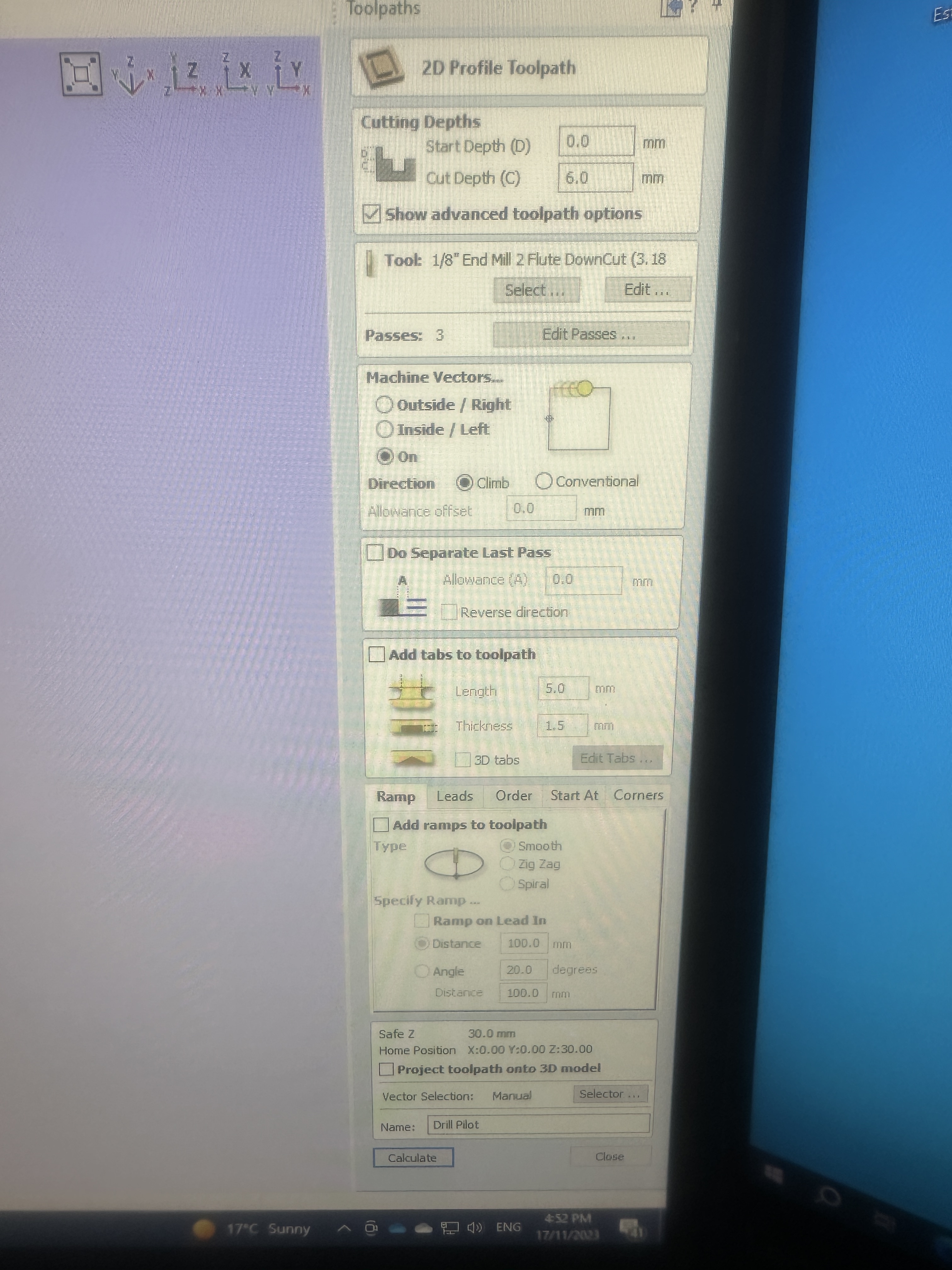
Using vcarve I set material 6mm and cut depth 6mm.
However when I’m cutting the strut and doing pilot holes.
It’s drilling 13mm. (6mm material + 7mm into spoil board).
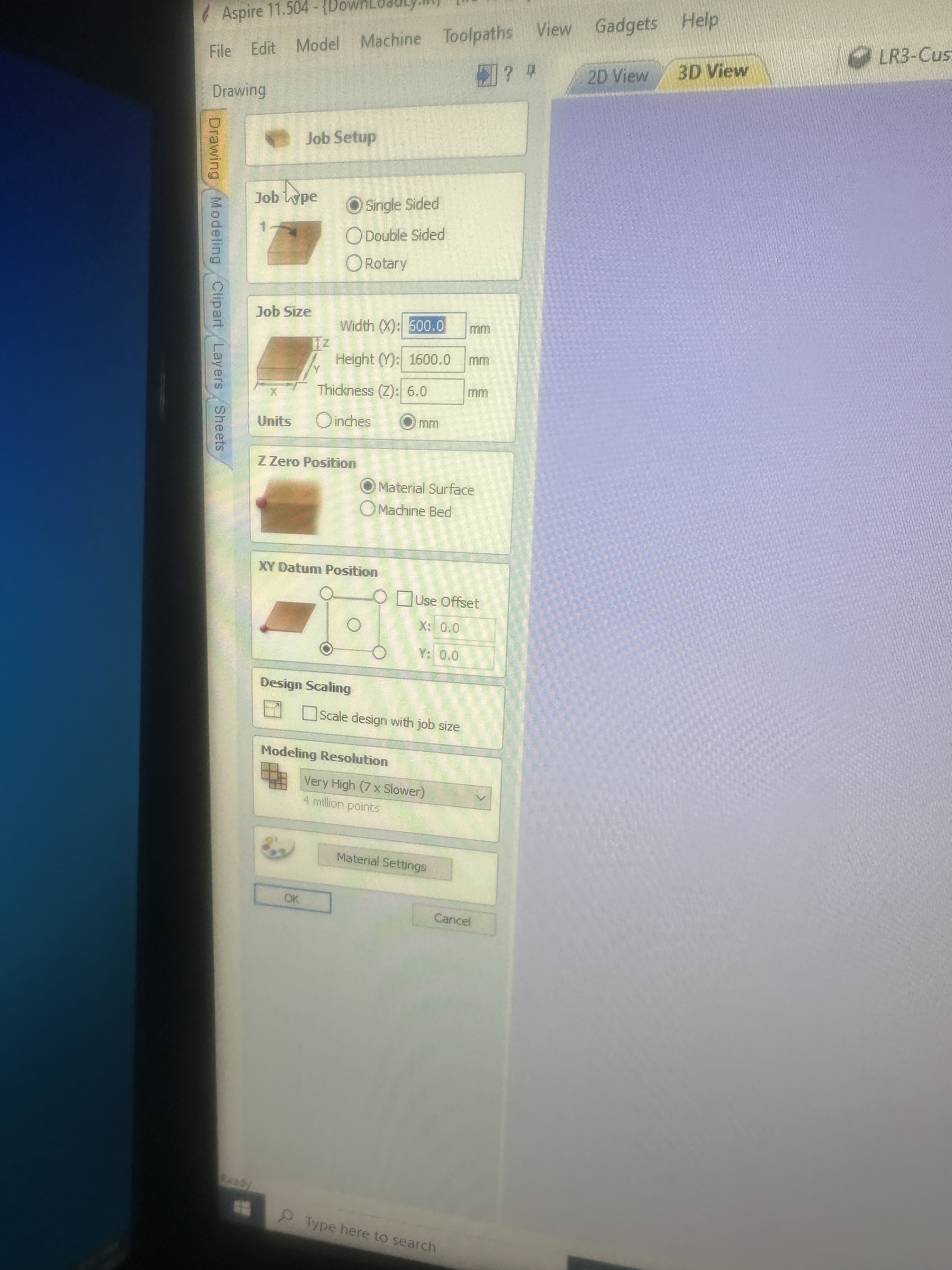
I home Z, then use touch plate on top of material and have vcarve set to Z on top surface.
Would I have to do a relevel of my Z across x axis?
Ps. I am using an extension Collet but can’t see why that should be an issue if I’m using touch plate from drill bit still.
After homing Z, move Z -10mm (or a known distance) and measure how much it actually moved. Maybe your steps are off.
Were you able to draw a crown?
Yeah crown I drew. That seemed fine
So moved Z 10mm and it measures 10mm.
It must be in the vcarve software then. Maybe some screenshots of your settings? I’m not familiar with it, but others here are.
Not sure what else settings you need
But that’s one tooltpath, all other tool paths are set the same
Would having the marlin software config file set at 24Vdc be part of the issue as it’s still running on 12Vdc supply?
Don’t think that would change steps though?
Ok so I have updated marlin firmware, set everything to match my previous settings. And now I got issues.
For some reason my lowrider is cutting deeper than it should.
Using vcarve I set material 6mm and cut depth 6mm.
However when I’m cutting the strut and doing pilot holes.
It’s drilling 13mm. (6mm material + 7mm into spoil board).
I home Z, then use touch plate on top of material and have vcarve set to Z on top surface.
Have checked my Z steps 10mm = 10mm.
So I’m not sure why it’s cutting deeper than it should.
My X and Y movements are fine, just my Z!
Have you checked your gcode. How do you do g38.2?
Should be
G38.2 Z0
G92 Z(insert touch plate thickness)
ex. G92 Z1.88 (my touch plate thickness is 1.88mm)
Also are you sure your vcarve is correct? I know nothing about vcarve but the fact it’s almost exactly double the cut is odd
Yeah I got similar.
G38.2 Z0
G92 Z0.5
Using V1E touch plate which is 0.5mm thick
1 Like
Okay. Check vcarve gcode. Use a gcode preview program and see if it shows double the thickness cuts. This should quickly tell us if something is wrong with the CAM software
OK using NCviewer. it seems correct.
3 passes Z-2.00, Z-4.00, Z-6.00 for all toolpaths
So if im probing from touch plate on material surface (sets at Z0) it should go down 6mm but its doing nearly double?
lr3-strut-plate-variable_1500.gcode (771.2 KB)
Can you describe how you checked this? Did you manually tell the machine to move Z either up or down 10mm, did you just review the marlin file, etc.
Also is it doing this for only specific cuts or is it for every hole?
I’m running my last two theories. The others will likely have other ideas if I can’t cross it off this time
I initially thought the Z steps are out.
But when i used marlin to move 10mm, i measured and it moved 10mm.
I did change my marlin firmware from 12V to 24V as i will be changing supplies, however its still running on 12V. But since its still moving the same mm i dont think thats the issue.
I have an inkling this might be it. Try a bigger move. Like 50mm down and 50 mm back up and measure the distance at the start and end and see if it’s the same.
I’m not sure what all is effected by the marlin change but it could be thinking the motor has more power than it does and on a smaller move there is ample electricity available but on bigger moves there’s a issue.
It could also be a really uneven spoilboard but this would only happen surfing some of the cuts and not all of them.
Ok 50mm checks out as well.
My spoil board would be uneven, but I’m probing close to the holes so it should still go down 6mm at least at them spots but still goes 13mm down
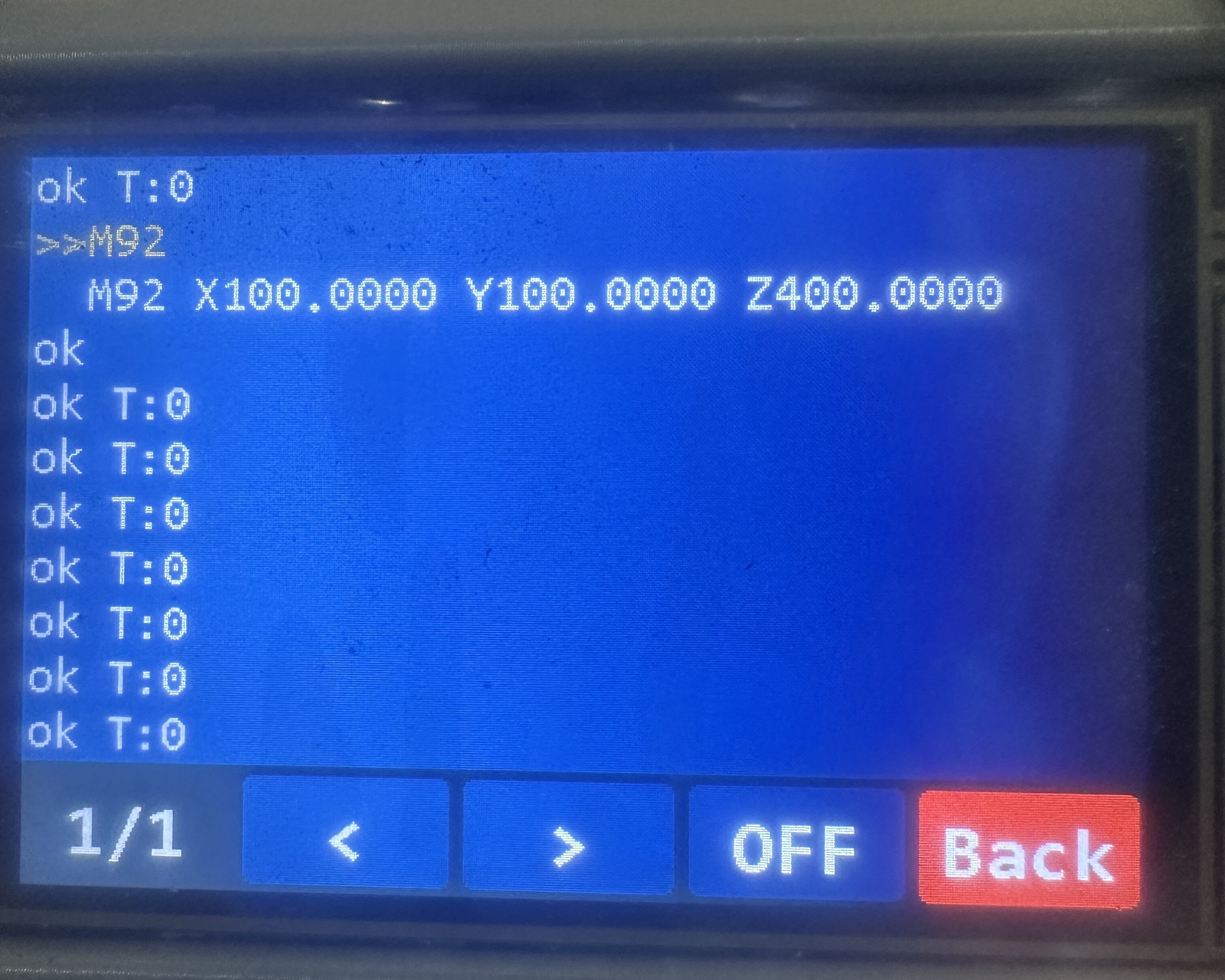
I have the T8 4start lead screws.
Might need to check firmware if this is set correctly, but it should since if I move 10mm or 50mm from tft screen it does move accordingly.
What should my settings be if I do a M92
Did you slow down your Z moves and accelerations by half? If you try to move too fast things can get wonky.
G92 X0 Y0 Z0 is the command to set your coordinates to whatever you want. In this case 0,0,0.
That says this spot I am currently at is 0,0,0.
I’m using the marlin test5.pp default speeds. Which I believe is set at 500mm/m (8.3mm/s)?