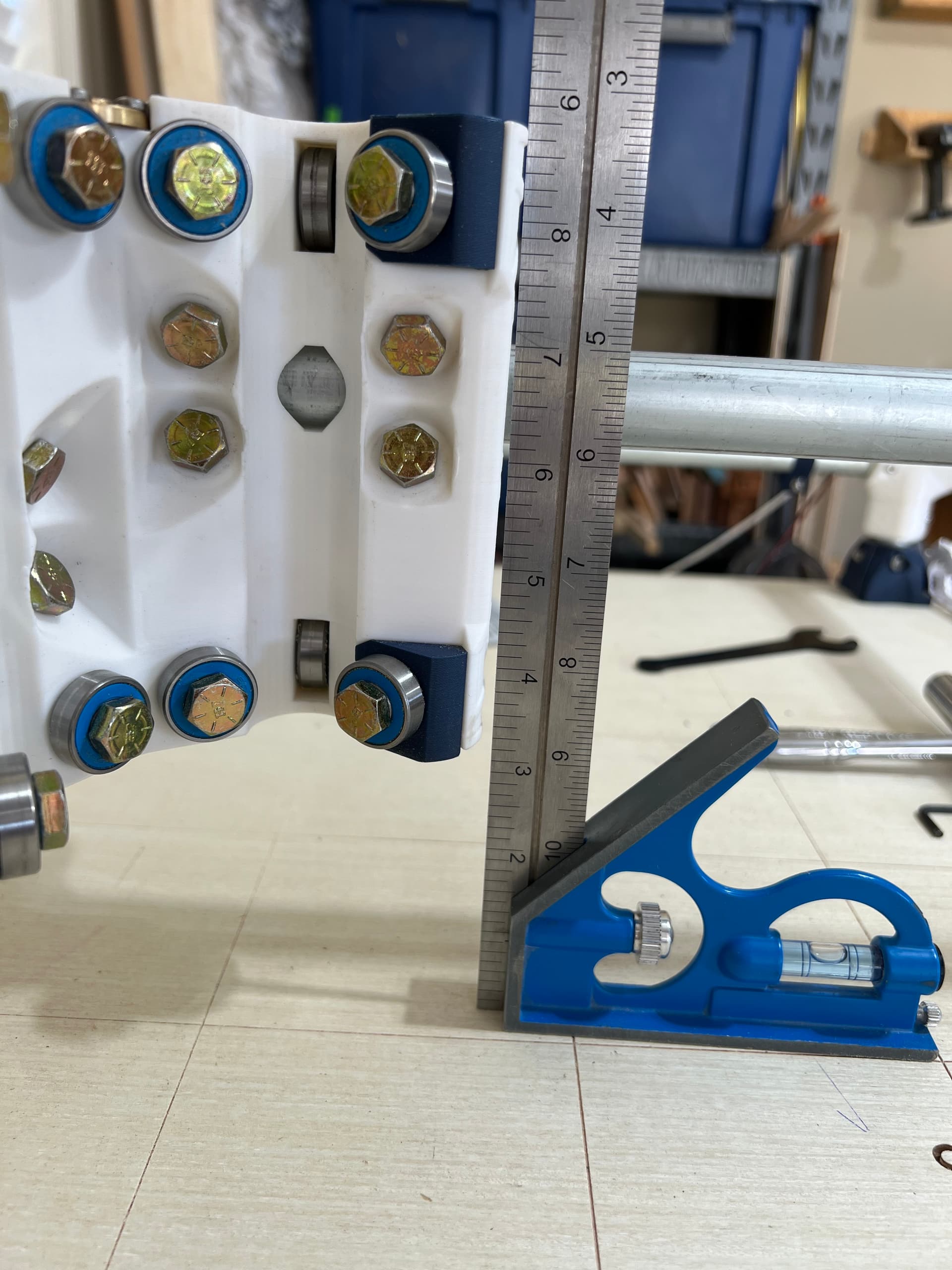
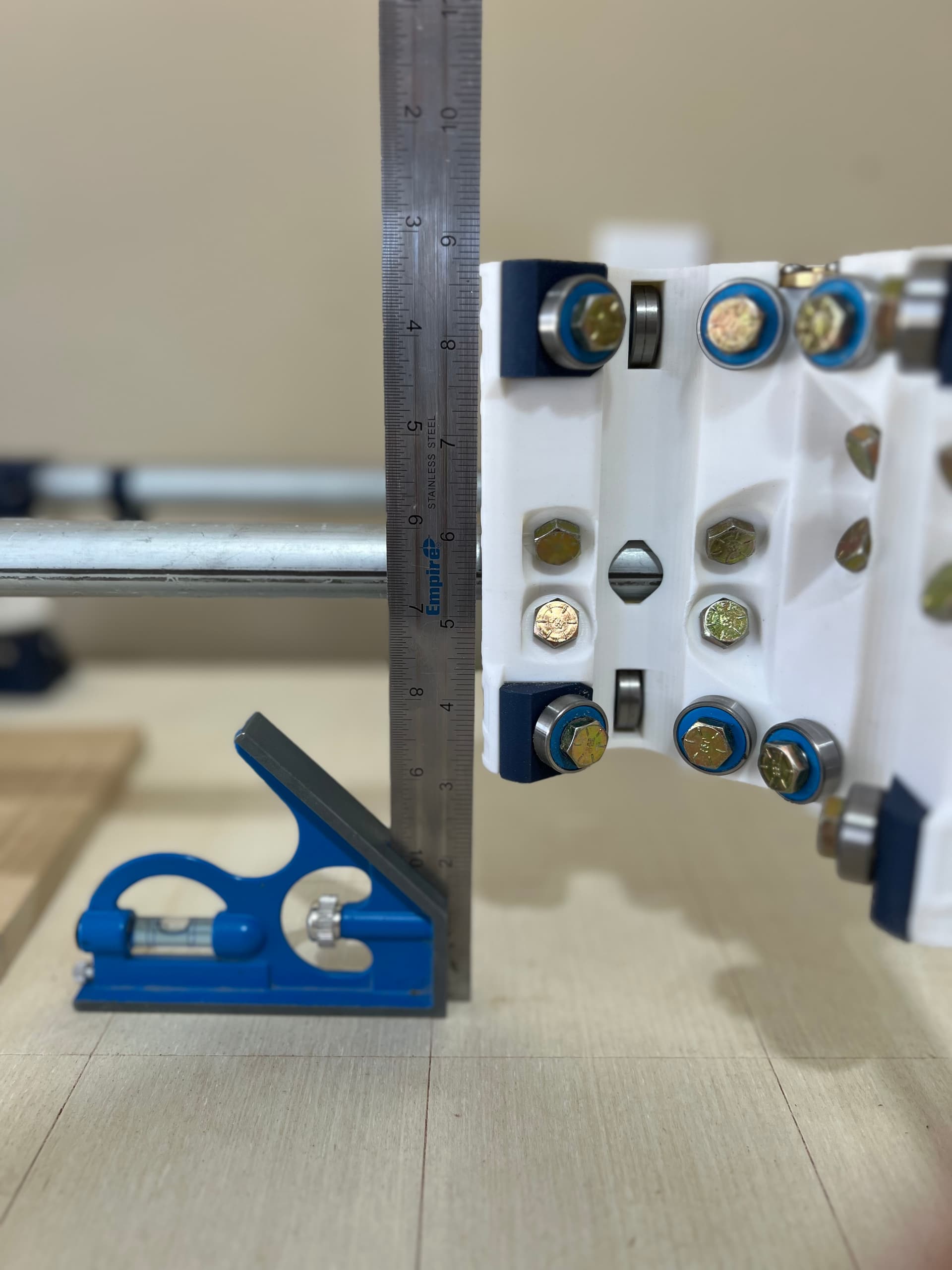
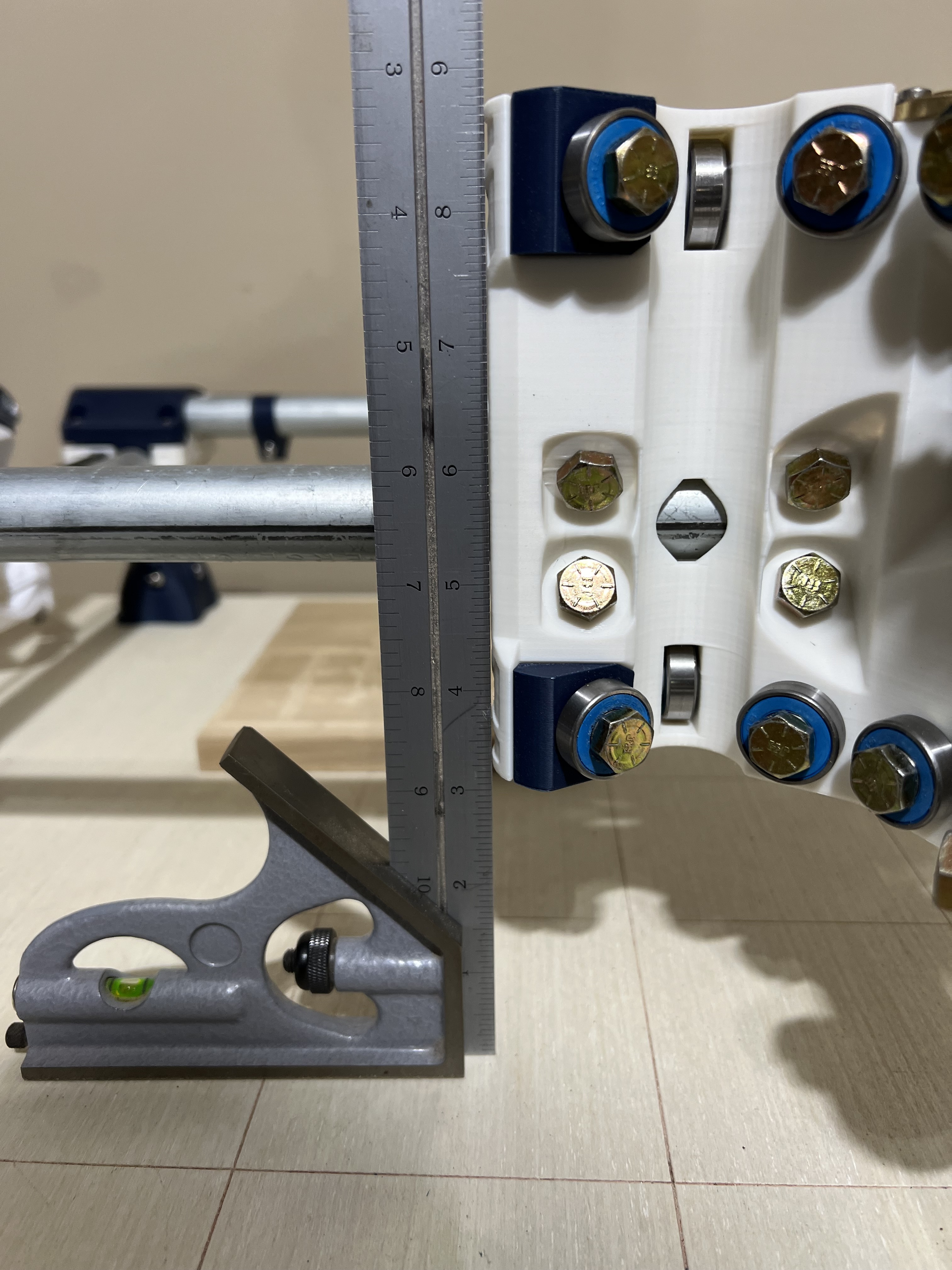
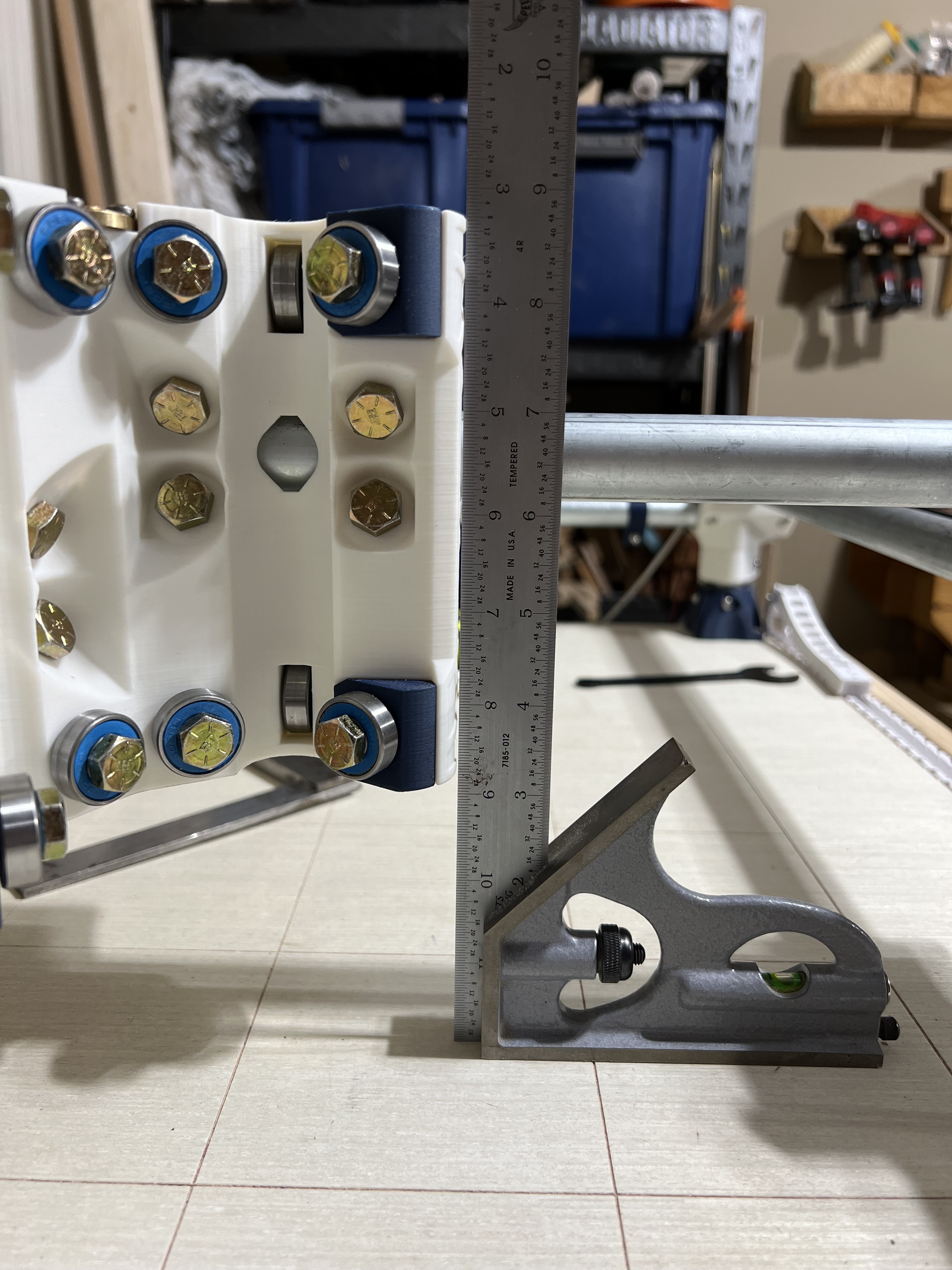
I walked out into the garage today to cut some things on the MPCNC (big thank you to the community! Lots of fun using it so far) after not using it for a month or so. I noticed some significant sag in the z-axis which is no longer anywhere near perpendicular to the bed. I took the core apart and reassembled several times but can’t quite figure out where the problem lies. Even when partially assembled (without the weight of the z rails or router) it’s out more than 1/8" over the length of the core on both the x- and y-axis. This is WAY more than I can reasonably shim in the router mount, etc.
In the attached images the core is solid, all bearings touching but not too tight, no play, moves well in each direction…just nowhere near square to the bed. The machine lives in an unconditioned garage and I live in the southern USA so it can get REAL warm in there. Wondering if the mixture of heat, plus weight of the router caused a bit of creep in some parts? It definitely hasn’t always been like this.
There isn’t anything obviously wrong with any of the printed parts. No cracks in the core clamps, no cracks or warping of the core, etc. I’m kinda at a loss how to troubleshoot next without simply reprinting all the core parts. Which I can do, but as you all know takes a while and a fair amount of filament. I’d rather avoid that if I’m missing something obvious.
I live in Oklahoma and my LowRider lives in an unconditioned garage as well. I understand the PLA glass transition temperature is around 60 to 65 degrees C, or 140 to 150 degrees F. At these temperatures, PLA will begin to soften. Having said that, I don’t think my garage gets up to quite that high. High 120’s, low 130’s on crazy days maybe.
I’m in the process of building my first MPCNC, so I’m definitely not an expert, but…
I think weight may also play a factor in the process that may cause warping as opposed to sagging or melting. Best way I can think to test the theory is to measure the height at the corners and make sure you’re still level there. Honestly, just removing it from the gantry to see if it sits level on a flat surface might be diagnostic enough.
If all of your other measurements come up, then maybe print a new core (last resort) in order to validate the difference. Like you said, there’s not a whole lot you can shim or adjust out at that level of difference.
As you suggested, I took the core off completely and laid a square on each side. The bottom definitely was not as flat as it was when it was printed. So the core must have warped.
I’d read the same about the PLA transition temperatures and figured it wouldn’t get THAT hot in the garage. So must have just been from the weight.
I used the suggested 70%/30%/70% infill percent. But looking at the saved print file looks like I only used 3 outer walls. Maybe I’ll double the wall count to 6 for the next try?
How many walls does everyone else use for the core?
I think I used 4 on my Core, but more probably wouldn’t hurt since you’ve experienced warping with 3. You might also increase the infill as well. I have no idea if these measures will help over time with the heat issues, but it couldn’t hurt except making the core mildly heavier.
If you got it above the glass transition temp for very long, it’s going to warp even if it was solid PLA.
Worth doing.
Do you have temperature monitoring in your garage?
Mine gets to 120F+ on 100F outdoor air temp days, which happen a surprising amount for northern Colorado. I have yet to have anything in the garage sag, so I wonder if it actually got hotter still in yours.
It’s also true that there is Tgt and there is Tgt (Temperature of Glass Transition). What I mean by that is different materials- and differrent blends of a given material- will behave differently and sometimes significantly so.
PLA+ or silk PLA, aren’t as rigid for example as regular PLA, and they may have very different behaviors below and up to Tgt.
PETG is far less rigid than PLA, but it will generally resist deformation for much longer near or at Tgt than PLA will. (I’m not recommending PETG, as there are special meterials that are way better)
If you have a printer that can print it (Need a well-tuned printer with special hot ends, hardened nozzle and good extruder) PET-GF is a WAY better option for you. Note that isn’t PETG-CF or PETG-XX, specifically PET-GF. This filament is also very expensive.
But if you really are getting up to those temps, it might be worth it to you- or maybe find some better ventilation or cooling or insulation (which is what I need to work on in my garage, even though the machines are OK, I’m cooked after just an hour or so)
Mine definitely deformed too. I doubt it got to 140+ in the garage, but I’m thinking the heat plus not enough walls led to deformation. I’ve got some PETG on hand so might try that if it happens again.
@MakerJim Thanks for the ideas. I’m currently printing one with 6 walls and 70% infill all the way through. Though we’re getting to the end of summer I also plan to take the weight off any time I leave it for an extended time period.
I doubt it got to true glass transition temp, but like you said real world materials tend to do weird things even before that temp especially when under stress. I’m guessing the heat plus not enough walls did it in this case. Unfortunately, I rent so not a lot of permanent fixes for the hot temps for now.
I have access to a Bambu X1C at work so I can print most of the exotic materials and will look into PET-GF if it happens again.
Put the newly printed core (70% infill all the way through, 6 walls…nearly 500g of material…lol…it’s hefty) and new core clamps on tonight. MUCH better now. Back to what it was like when I built it.
I live in Arizona, and I did have some luck with PETG-CF, I was just looking at PET-CF or PET-GF and they do look much better (thanks @MakerJim ), I’ve been printing some parts from PA6-GF and it seems to have the qualities I want, but I haven’t successfully been able to print a core. One thing I like about the PET-XX is that it looks like it will be easier to keep dry while printing than the nylon. I do print stuff that I’ll keep in the garage (jigs, tools, guides, etc.)
Side note - I printed a small part from PETG-CF for the phone holder in my truck, which sat in the Arizona sun and I’m sure reached high temps. That part held up for years. It was at the bottom and held the cable to the phone as well as the weight of the phone. It was in front of an air vent, so when it was holding the weight, it would have been pretty quickly cooled to a reasonable temp. It really stuck with me how different filaments can be in their tolerance of things like temp/sun/mechanical stress. (I still didn’t like the performance of PETG for the machine. Nut traps and other pain points really showed the difference in flexibility.)