I am new to 3D printing and am trying to adjust my expectations to reality.
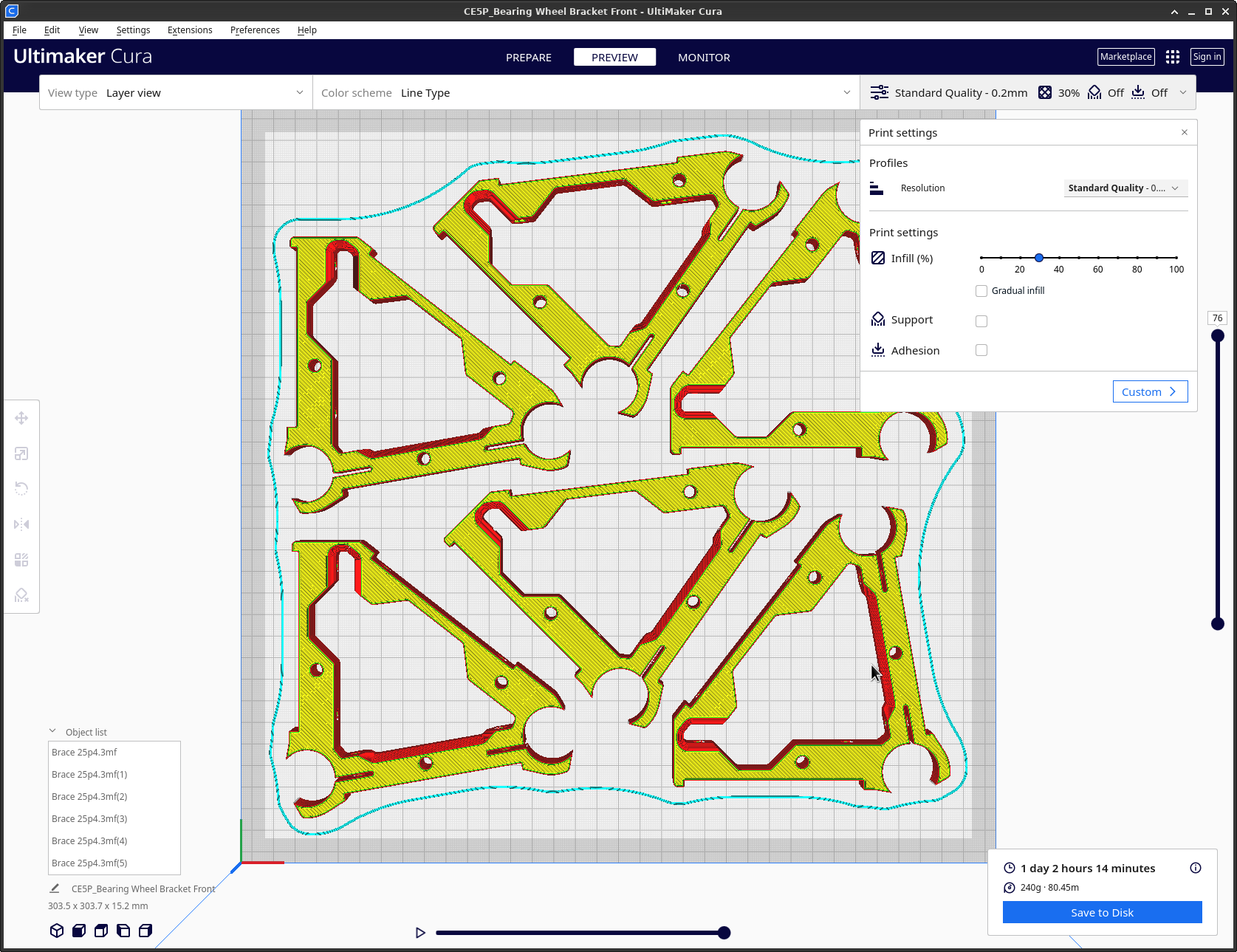
I downloaded Cura, loaded 6 x Braces using an example Ender printer, set fill to 30%, print quality to standard and ran a test slice to get a feel for how the software works.
Your time of 26 hours is not unreasonable for the parts I see, but you may be able to notably reduce the print time. Layer height, infill type, etc., all have an impact on printing speed.
If you are new to printing and this printer, I recommend printing one part at a time. If one of your parts fails (which is far more likely with a new machine and you just start out), you lose all six, and that can be really disheartening considering the print time.
I am familiar with the risks/gambles of batch jobs from other endeavors (great way to replicate errors en masse =).
I guess my expectations of production speed are somewhat different from reality. I still haven’t pulled the trigger on a specific printer purchase until I know more of what I am getting into. I just discovered there are independent dual extruder printers that can half the batch print times as well as do simultaneous mirror prints provided the parts are to have multiples on a single bed.
I have no idea of your needs or budget, but I’m seeing a lot of chatter and reviews of the printers from Bamboo Labs. They are substantially faster than most (all?) other out-of-the-box, consumer and prosumer 3D printers, and they have a lot more smarts. As for the more common, less expensive printers, there are things you can do beyond the settings. For example, using 0.6 or 0.8 nozzles.
My printer sits idle most days. Most of my 3D printing buddies think I print a lot of stuff. 26 hours may seem like a lot, but it is a 1-2 times per year kind of print.
I care very little about print speed. Reliability is much more important. If I have to wait 3 hours or 5 hours, it is still waiting for me after dinner. If it fails, I have to figure out how to fix it and then wait until the next day after breakfast.
Ryan has a small army of robots making parts nonstop. So print speed affects his bottom line. If you are doing rapid prototyping and you are literally waiting to iterate until the part to comes off the printer (and missing out on charged labor while you’re waiting) then the print speed is valuable.
I printed those braces one at a time. I hit print, then got a notification it was done. I popped one off and hit print again. It might have taken me 2 days to print 6 of them. But I got a lot of other stuff done in those days (well, probably netflix and chill).
I print stuff in fits and starts. My printers will sit idle for weeks, then I will have a couple of them working hard for a couple days.
Now I have 3, and if need be, I can co-opt my kids printers. (Hopefully no need for that now.) Useful when I am prototyping machines with multiple part types (or desired colours) concurrently.
I treat the printing as part of the scenic route, not the freeway. I haven’t started printing yet because my “queue” is still a few weeks long.
That’s partly because I like to print one part at a time (for reasons mentioned above) and my preference is for quality over speed. That’s my thing - many think diametrically opposite and that’s ok too!
I will be printing those at two per day - yep, it will take me a couple of weeks with the usual interruptions to get all my bits together, but that’s no biggie. The longer it takes the longer I have to play with the LR2!
For me the issue with printing multiples is that if one fails (for any reason) the others on the plate will most likely get ruined also. I haven’t done any analysis, but it feels faster to me to print one item at a time rather than to lose a full build plate of items several hours into a print.
@ttraband , I am just trying to determine an optimized workflow.
When I was in school, I did jewelry engraving with a manual machine as a hobby job. The jeweler would get an annual order of @ 500 pieces that required 3 setups for each piece, so 1,500 setups for the lot. Repeating the same 3 setups 500 times took a lot of time and introduced its own margins for error.
I was young, dumb, bold and got the idea of batching the job by doing only 3 setups and then run the 500 pieces through 3 times (analogous to making 3 slices). I knew I HAD to get everything right the 1st time, else the erroneous setup would ruin all 500 pieces resulting in a lot of lost $$$. That was a reduction of 1,500:3 setups resulting in a time reduction from weeks to a couple of days. The gamble paid off since I got paid for the job and not by the hour and the jeweler’s lead time was greatly diminished.
I was hoping printing more on a single bed would have similar speed enhancements but apparently not.
From what I have been investigating, it may have some benefits in cooling each piece between layers because layers are not immediately applied on top of each other until that slice has been applied to all pieces.
The “layer time” could be relatively short for each piece by replacing an artificial delay with the delay printing the other pieces. I have seen high speed printers with cooling fans have faster “layer times” compared to their lower cost counterparts that don’t have cooling fans and artificially prolong the “layer times” to compensate resulting in slower speeds.
Similar to what @jeffeb3 says above - this is a hobby for me, not a production job or a side hustle, so I’ve “optimized” for small successes and lowered frustration.
Enjoy your journey getting to know the interplay of the variables.
Well I wanted to try answering the OP question so I went to download the file to put it in the slicer… but it is a weird 3mf format instead fo the traditional stl.
My slicer doesn’t open these and for some reason there is no other format choice on the website.
Are there normal stl versions available somewhere?
Ryan switched to 3mf at some point. I am not sure what the difference is. I am pretty sure prusa slicer can export an stl. So you could convert it there.
The Lowrider comes in two sizes. Below is the brace for the one using 25mm tubing. Prusa slicer and Cura (both free) will open 3MF files and export them as STL files.
Never!
I’m still using windows 7, do you really think I’m gonna switch to a more recent slicer anytime soon?
That’s not happening.
Haha, more seriously I tried many slicers and still keep giving them a chance every so often to check for novelties, but in the end I always came back to kisslicer. Maybe there are some new updates that can read this 3mf format, I’ll need to check, but its developped by just one guy and I’m not sure he’s still around.