Some time working on a couple things last night-
MicroSD to SD extension on the box for file uploads
Z-probe wiring and ESP3D macro working. I wasn’t really having any troubles with but changes before- just running gcode files as separate jobs- but this takes away a little of the fiddling with the z-axis after the second or third bit is exchanged.
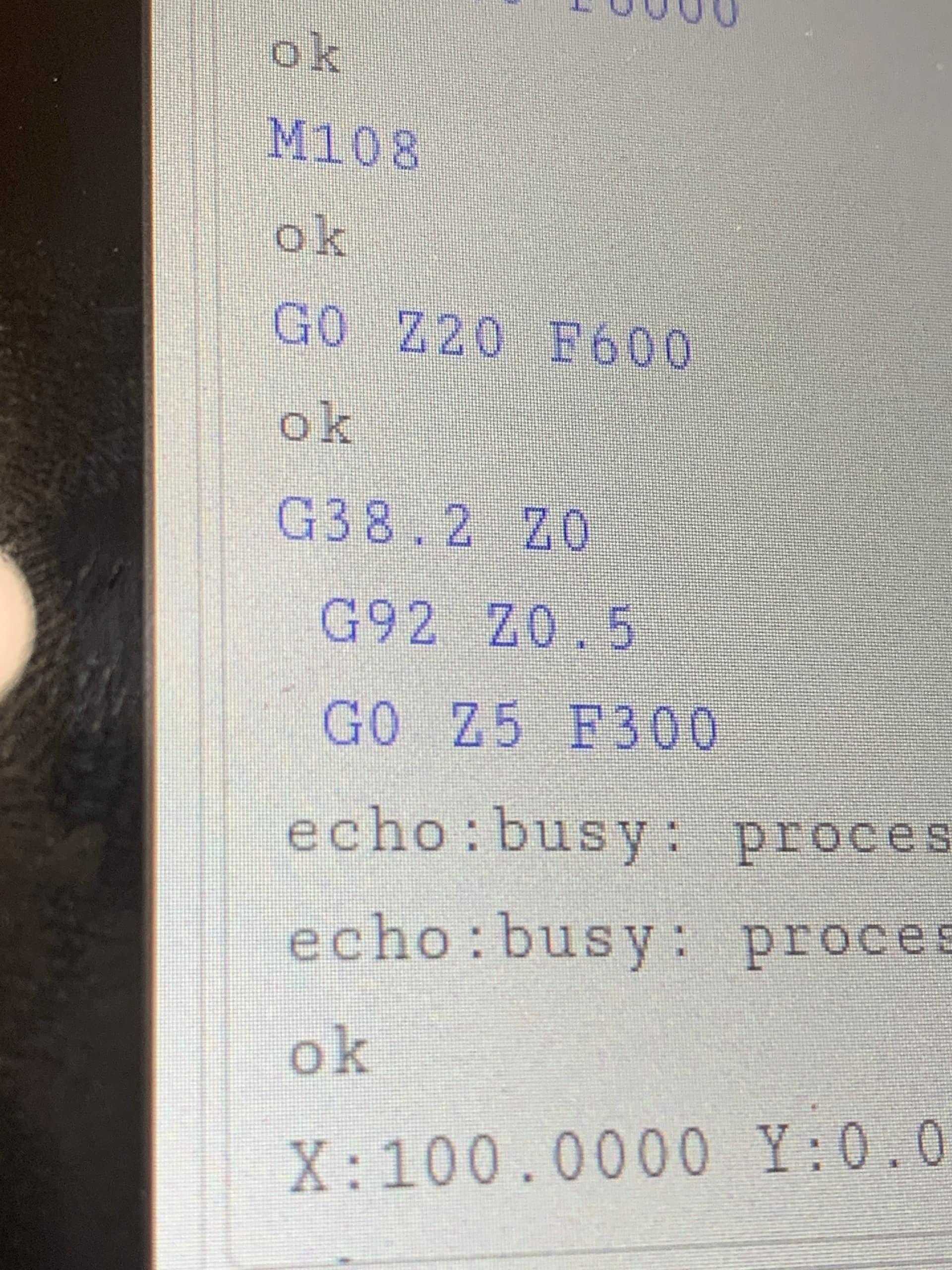
Basically- job 1 ends with a G28 z command which homes Z to the top, then a G0 X0Y0 which moves XY to the start origin. Switch out bit, place the z-probe plate, hit the macro. It’ll drop down until it makes contact, sends a G92 Z0.5, raises Z 5mm so I can remove the plate.
As long as my consecutive jobs don’t start with a G92 zeroing command, it’ll pick up from there and continue.