I’m trying to get dirty and make a real basic sign.
Problem is that it’s carving really small.
I’ve looked but can’t see where the settings are off but not sure where I might be missing it.
I’d appreciate id someone would take a look.
Thank you.
;Project Debbie Sign
;Created by Estlcam version 11 build 11.245
;Machining time about 00:03:09 hours
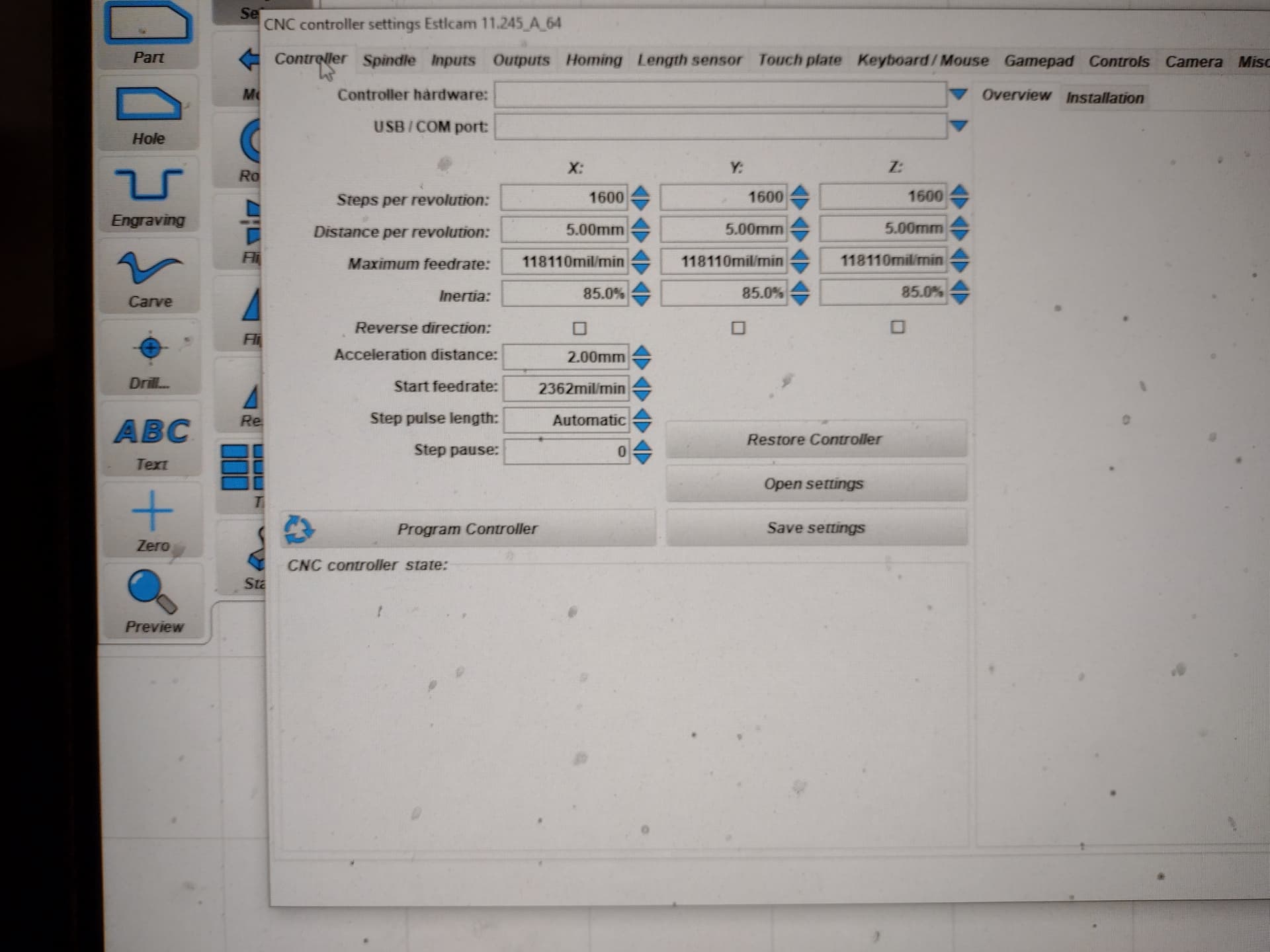
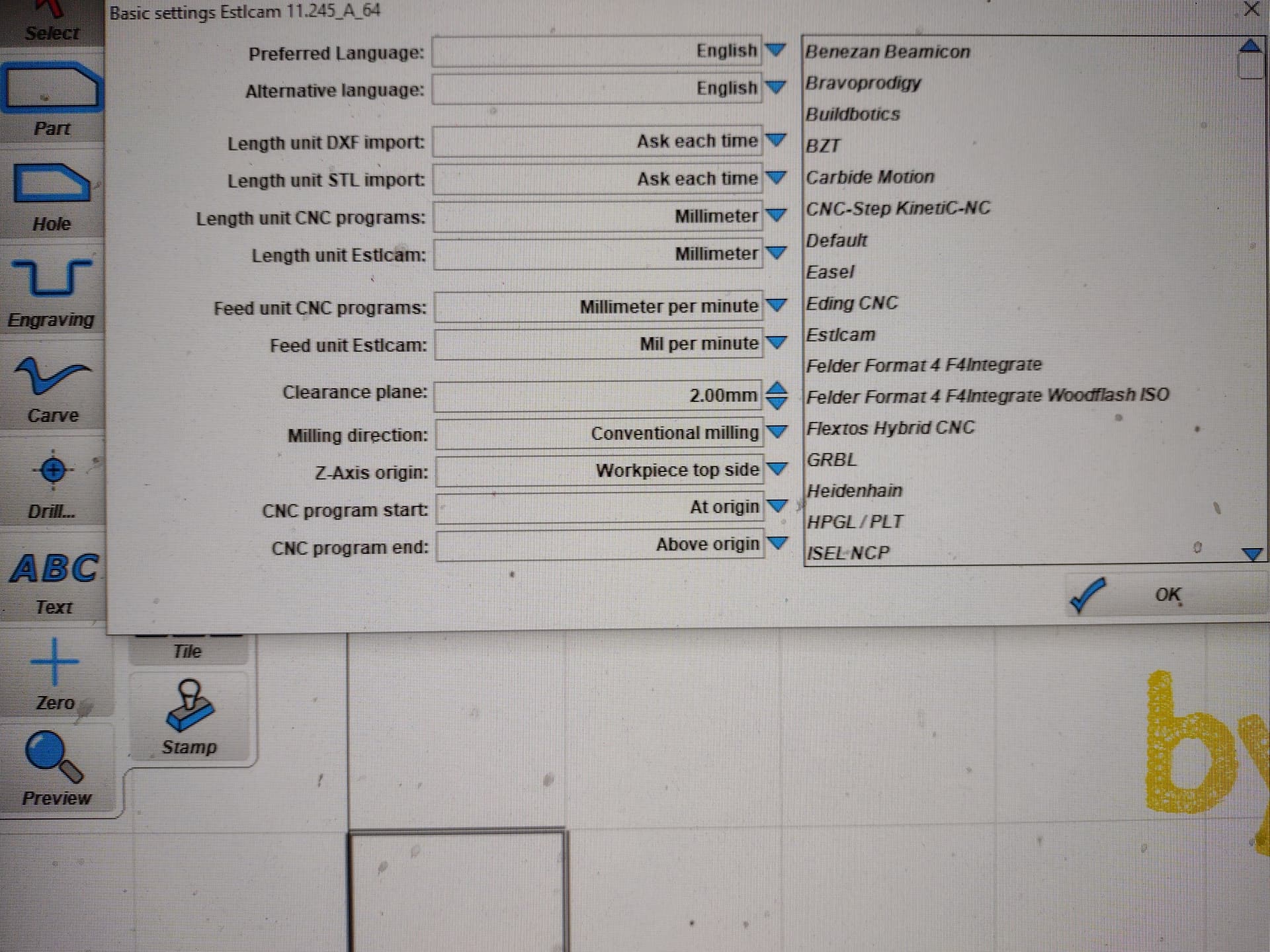
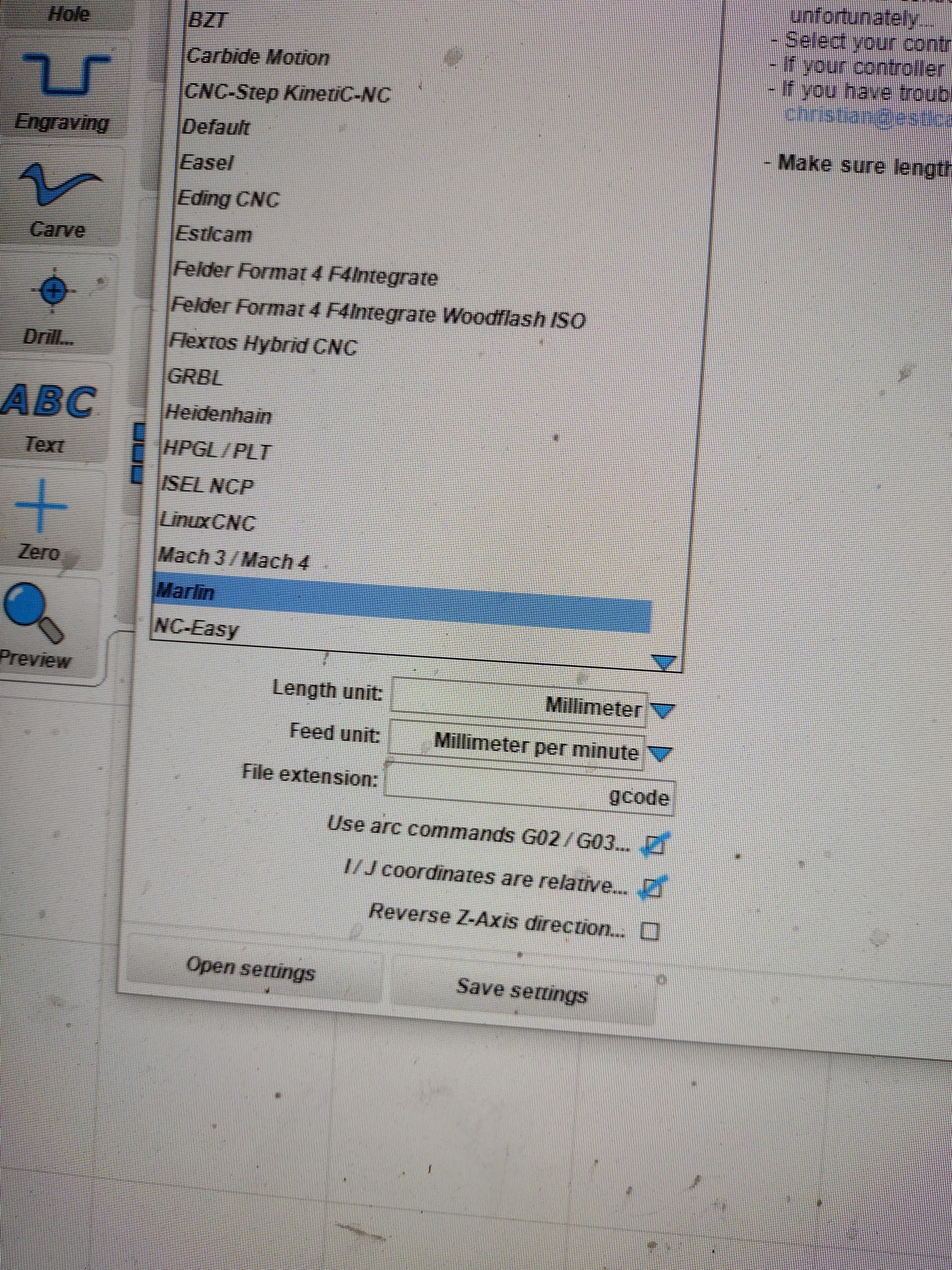
My thought would be to change the controller units to MM/min as opposed to mm/sec. Most controllers seem to want mm/min and if you have it set to mm/sec in your CAM software, you’ll get really small output.
You have your file assume the current router position is (0,0,0), and have your file set the current machine position to (0,0,0).
You set up your job and establish the job origin before you run your file.
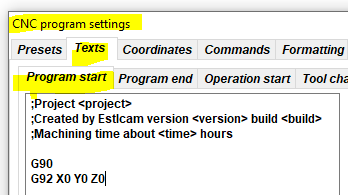
For #1, you navigate the tip of the router to the origin of the job position, and then have the script execute the G92 X0 Y0 Z0. You can automatically have it added in EstlCAM by selecting Setup/CNC Program Settings. Then you select the Text tab, and enter the text you want in the Program Start dialog:
If you take approach #2, you set the job origin before you execute your file. This can be done by:
Selecting the V1 Custom menu from the display and running Reset All coordinates.
For job where machine squareness is not critical, you can navigate the tip of the router to the job origin position before you turn on the electronics. I do this a lot.
You can put the G92 X0 Y0 Z0 in a file on your SD card and run that file. Note that there must be a newline at the end of your last line of code. If you don’t, the line is ignored.
Thanks, again, Robert.
My problem is getting my carve to be the right size.
It’s only about 1". when it should be @9".
I’ve looked at every setting and don’t know which one to change again.
I looked at my Crown thread where you helped me and can’t see where I need to fix
Can you upload a copy of your .gcode file? Use the upload icon. Don’t paste the file into a post. Note that approximate 1 to 10 scale factor usually indicates an import of the DXF or SVG using the wrong conversion factor, but the size on the screenshot seems okay.
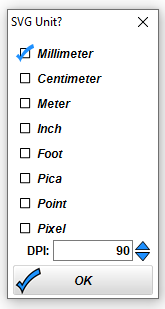
What units were used with the original art? Did you select correctly when you imported the file?
For example, if the original art was authored in centimeters, but you imported it as millimeters, you would get a 1 to 10 difference. If the original was inches, the factor would be much larger…1 to 25.