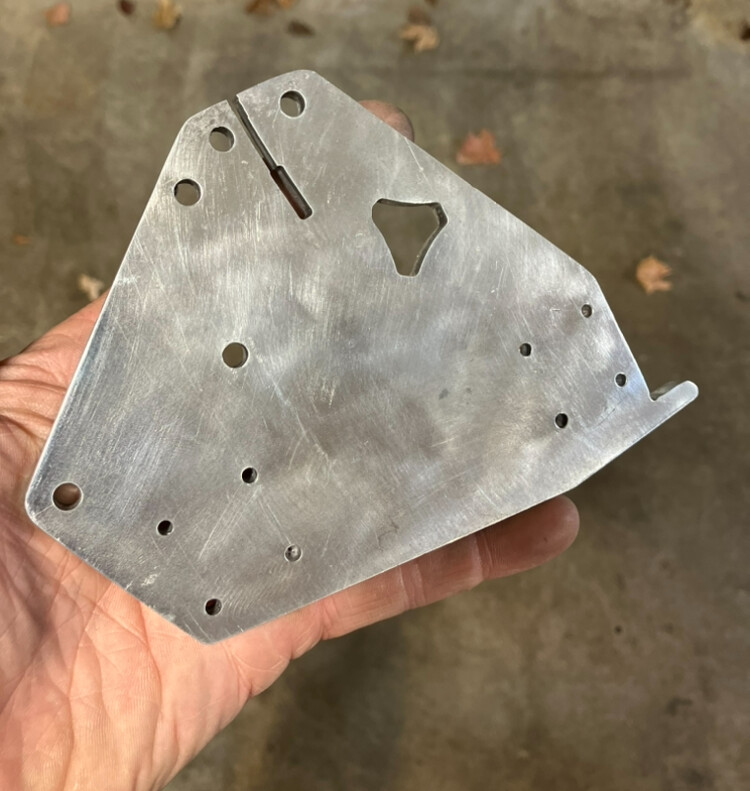
I was 90% finished with an LR3 when the LR4 files dropped. I was on the fence as to whether or not to finish the LR3. I pulled the trigger and switched to the LR4! Got all the big stuff printed already. Today, I cut the YZ Plates out of 1/4” aluminum on my MPCNC Primo.
Something I noticed, Is the little foot that trips the limit switch slightly thicker on the one side? When I measured the .dxf it seems like the one side is 0.13mm taller. With my cuts I had 0.19mm variance.
Also, I know that “peel” is a great way to make pockets but I find that for things like the V1 emblem, “parallel” achieves a more accurate result.
Truly lastly, if anyone else is considering cutting their own YZ Plates, I had to use a separate end mill to do the little slot/notch on the one side. 3mm is too big. I had to use a 2mm just for that part of the cut.
Congrats on the progress and success with aluminum cutting!
The more rigid a machine is the better it does on that. I used to get those with LowRider v3. I was able to get cuts with LR4 that don’t have them, and somewhere on the forum I read someone else say the same. The LR4 is more rigid and does better.
One way to avoid this is to not use holding tabs. Set your machining order to cut all of the screw holes first, then manually edit the g-code file to place a pause (M0) after all of the screw holes are cut, but before any parts are cut. Then attach the parts to the spoil board using some wood screws, and cut without tabs.
You may need to add some additional holes inside sections of material that are being removed but don’t have existing holes in the design…
BTW I didn’t throw away the LR3 that I was working on. I pulled the steppers and linear rails off of it and then gifted it to a friend of mine. He’s excited to finish it. I encouraged him to get on the forum!
Also, some machining programs have an option for a triangular tabe. The machine never really slows down when cutting them as it ramps up and ranps back into the material. I have NOT tried them on aluminum!