Hi guys, trying to wrap my head around the whole feeds/speeds/stepover tool settings.
I’m trying to surface my spoilboard (3/4" MDF) with this bit:
You can see that when I separately run a rectangle around the perimeter, the finish is perfect. Using the same bit/settings, when I try to pocket out, there are a couple things I notice. I stopped the job and what you see is only during the first pass (so -1mm on the Z):
-
The upper left side (MDF is uneven and this area is deeper), the bit is just skimming the surface and it looks like it is burning.
-
The right side has noticeable rings. This would be an issue with my stepover setting?
Both of these issues are easily solved with a palm sander and light sanding with 80-grit, not the ideal solution 
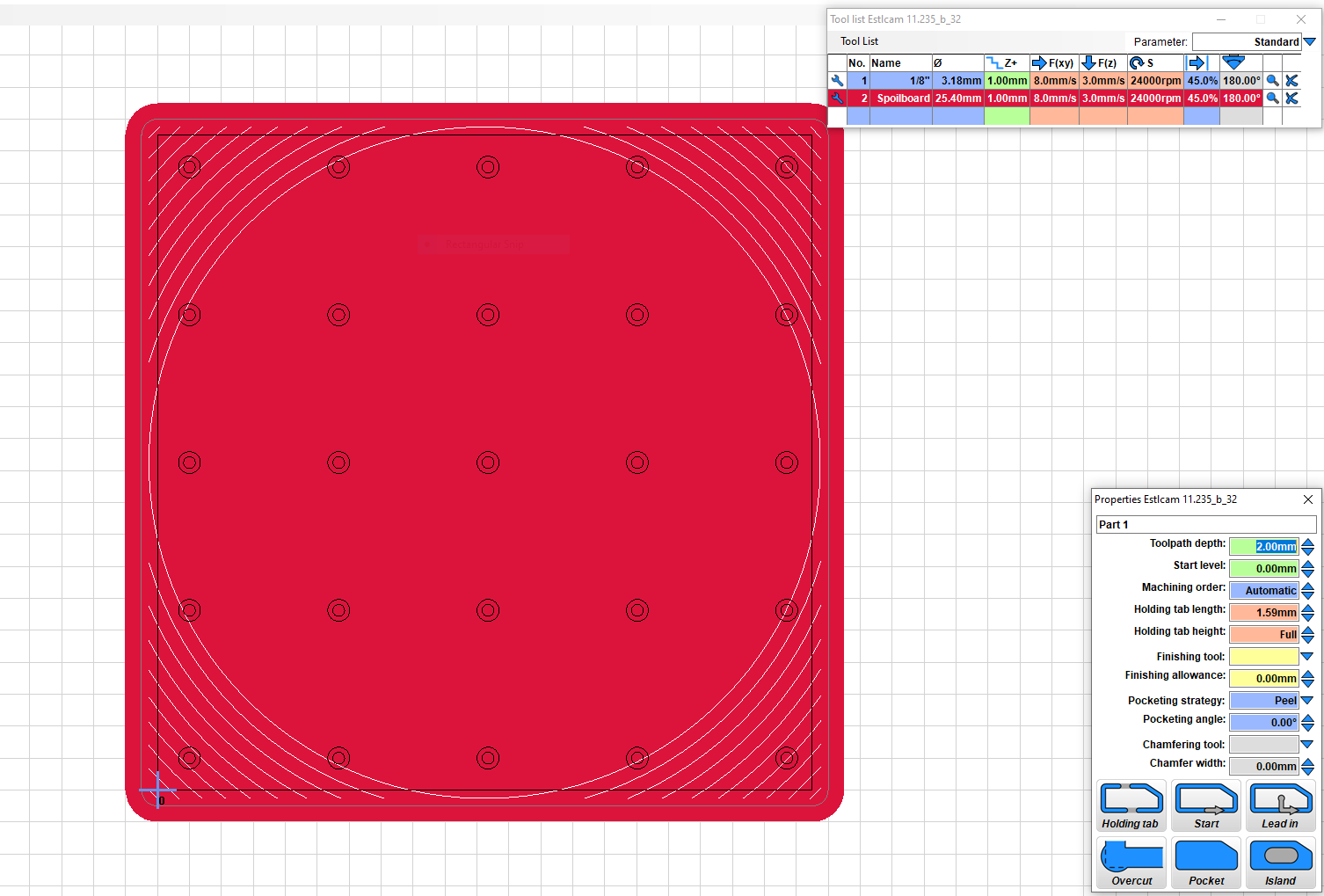
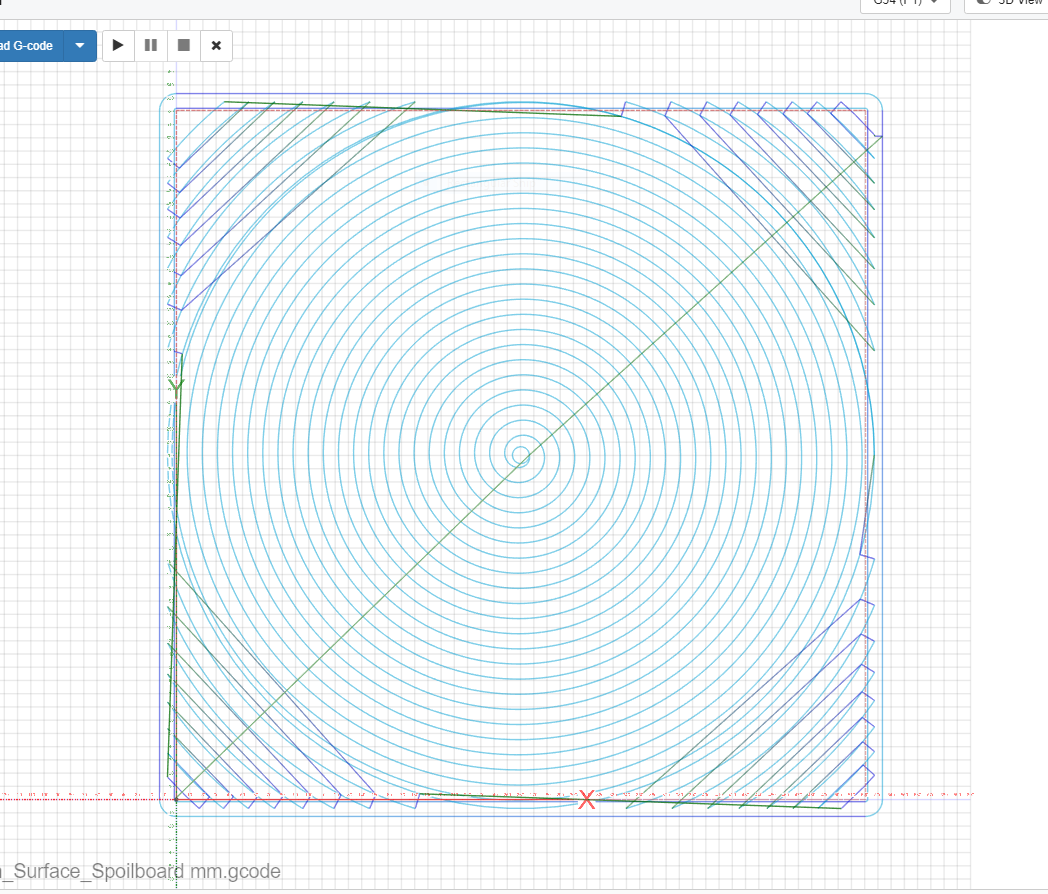
Here is a photo of my issue, my setup in Estlcam and what the toolpath looks like in CNCjs.
Thank you for any help with understanding the tool settings – or something else I may be misunderstanding/doing wrong!