you bought a laser and installed it on what? What firmware are you running on your thing you installed it on?
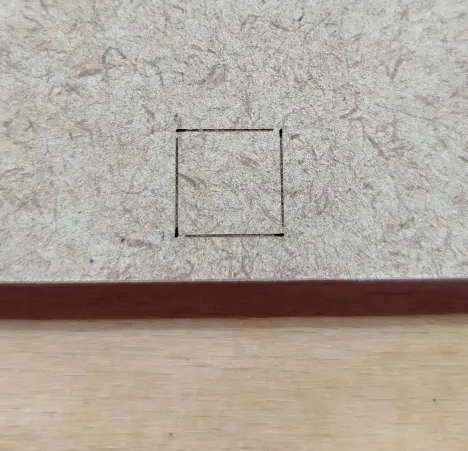
Is it a switch acceleration issue? The laser is moving clockwise, opposite what i was thinking. I was wondering if it wasn’t turning on until it reached speed, but it is turning off early before it stops to turn for the corner. Can you up your accelerations? Not knowing the mass of the thing it is connected to, that may or may not be a bad idea.
I am assuming you are running this on a MPCNC Primo based on the section of the forum and what looks like the bottom of the Z for a primo.
I run a Laser on my primo as well and have never had the issue you are seeing. What software are you running? If lightburn post some screen shots of your settings so we can compare. Also what control board are you running? And what firmware version on that control board?
Both grbl and Marlin firmware support a laser mode setting where laser intensity is reduced as the tool slows down for corners - this prevents burning in the corners. It also removes pauses after intensity changes, which are needed for spindles to settle at the new speed while laser intensity changes are essentially immediate. Assuming counter-clockwise motion (from the video clip), it looks to me like the laser is stopping as it approaches the corner and starts up again after the turn in direction.
Ideally, the laser mode setting should turn the power down, but not off. Does your laser support PWM power control? That’s a requirement (as I understand things) for laser mode to work as designed.
Is there a minimum current your laser needs to keep firing? Perhaps the power setting is dropping below that threshold. I use Lightburn, this documentation page explains the effect of the Minimum Power setting.
I was editing my reply while you posted these answers. Check out my link on explaining Minimum Power setting in Lightburn - there may be a similar setting you need to put in whatever is generating your gcode.
Thanks @ttraband i saw the page before, but as i was rechecking the machinesettings in Lightburn i saw the “Tool starting acceleration” setting that i missed before.