So the belt slides are having random print issues in Prusa slicer and cura so far. Some people are having the belt slot too wide and not locking the belt (~1.5mm too wide). Switch to a different slicer and the part is fine.
There are success and failures in both.
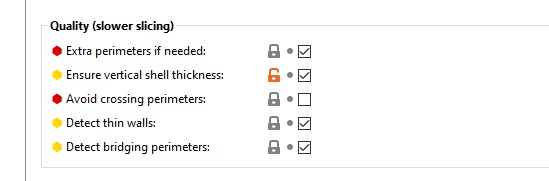
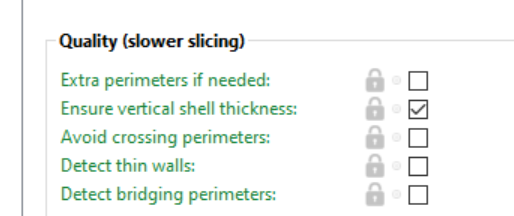
So can anyone think of a setting that might be causing this. I dug through prusa slicer and this is the only thing that has caught my eye so far.
I can try to print a few with different settings but I think crowdsourcing this might find it faster than me randomly changing settings.
If you have a fail or a success in either slicer maybe take a quick look through and see what you have changed from default settings?
nellson
July 22, 2020, 6:09pm
3
I am using pretty much the defaults.
I needed to use a shim to hold the belts tight enough not to slip.
nellson
July 22, 2020, 6:20pm
4
My complete settings are listed here
generated by Slic3r Prusa Edition 1.41.1+win64 on 2020-07-22 at 11:11:46
avoid_crossing_perimeters = 0PRINTER_VENDOR_PRUSA3D. / and printer_notes=~/.PRINTER_MODEL_MK2[^.]. / and nozzle_diameter[0]==0.4”;“! (printer_notes=~/.PRINTER_VENDOR_PRUSA3D. / and printer_notes=~/.PRINTER_MODEL_MK(2.5|3). / and single_extruder_multi_material)”#FFFF00 #FF3232 {layer_height}mm {filament_type[0]}_{printer_model}.gcodePRINTER_HAS_BOWDEN. /}200{else}30{endif}; Filament gcode”
nellson
July 22, 2020, 6:26pm
5
Ryan, what was the slot width set for in your modeler?
I can check later, but just a hair over the thickness of the belt doubled up. It typically prints very tight. I have to cram it in with a flathead screwdriver, and wrestle it to get it out.
I would say check all the options I have and print another. See it that fixes it, pretty quick print.
jchaager
July 22, 2020, 6:40pm
8
My belt holders came out tight. Had to craw the belts in and wrestle them out to adjust the overlap. Using stock PursaSlicer settings at 0.3mm layer heights with extra perimeters and the recommended infill percentage. If it matters, I was using MatterHackers Build Series PLA to print it.
jamiek
July 22, 2020, 6:49pm
9
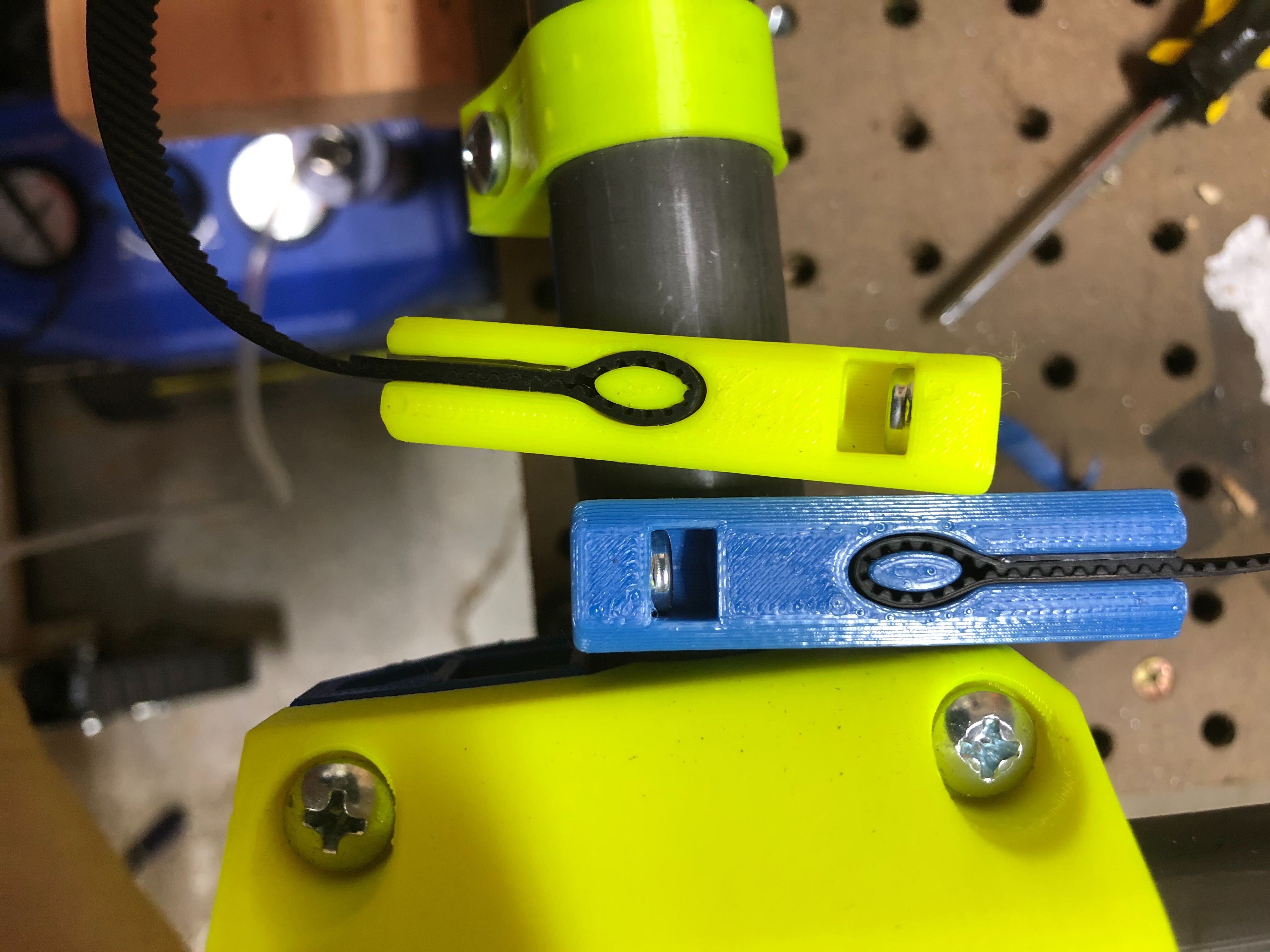
Can you post a picture of the belt holder? It might be a combination of multiple factors besides just slicing.
nellson
July 24, 2020, 4:02pm
10
Here is one of each. Using the plastic blister shield of a pair of pliers package to wedge into the slot works like a charm. The Yellow was a tad tighter than the blue.
nellson
July 24, 2020, 4:03pm
11
I will once my tool holder mods finish
1 Like