Hi all! I just finished up my build and wanted to post here, partially to ask for some tips and advice as this is my first CNC and I’m still learning how to use it. I’m a home ski maker and wanted a CNC to speed up my development process. Up till now, I was going out to a friends place an hour and a half away and getting wood laser cut and then using a router for any additional cuts. With this lowrider in my garage/workshop now, I can do rapid prototyping and develop much faster than before. Because my use case is so specific, I needed to build at least a 6x2 work bed so the Lowrider was pretty much exactly what I needed, especially when you consider how cheap it was.
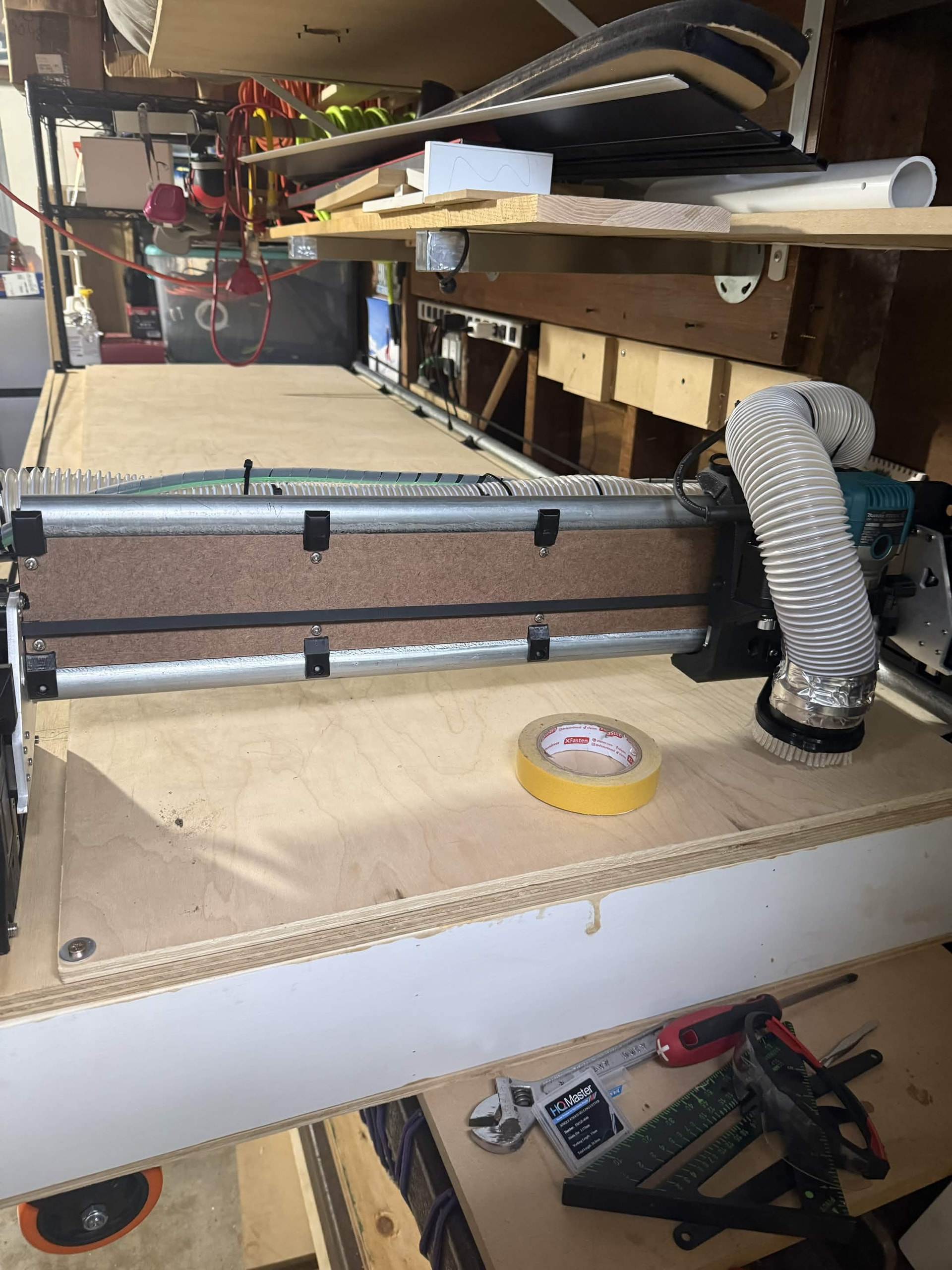
The build itself was not too bad. I have some experience building a 3d printer from parts and working with micro-controllers in general as I’m an embedded firmware engineer in my day job. I bought the kit with all the printed parts as my 3d printer is not functioning enough to print out the larger pieces without worry of them separating. Over the first weekend I sat in my living room and ikea’d the entire framework together. Once I moved out to the garage, I set up the primary work surface plywood that I would be using to make sure the carriage would roll. I would have done a full 4x8 but with the limited space in my garage, I had planned to put the cnc on top of my ski press. The press itself is only about 2 feet wide so keeping it thinner would help it to stay stable, especially when its tucked up against the wall.
The hardest part for me was definitely building the torsion table. I’m new to woodworking as well with my only experience being ski making up to this point. I originally tried to just use a single inch thick piece of plywood with some legs on the four corners above the press but it sagged so much I immediately knew that it wouldn’t work. Ultimately I decided that I should probably try and build an actual torsion table and so the project went on hold for about a month while I figured out how to do that cheaply and in the space I have. Building this table was a nightmare. Not only did I not have a flat surface to work on, I didn’t have space to build it. I set up the initial square frame as best I could on a sheet of plywood and started nailing/gluing things in. Eventually I moved out to my driveway with some sawhorses and threw out my back flipping it around. Its definitely not the flatest surface but for a first attempt and to get up and running, I think I did pretty good. Someday when I have a workshop that’s not my garage I’ll build a better table and size up the lowrider. I actually put the torsion table on some castors to push it around when it needs to come off the press. I did some test sitting and walking on the box and it held up nicely.





With the box finished, I was finally able to get the actual body of the carriage up and running. I had accidentally mislabeled some wires and when I was pulling them apart I ripped some pins out and had to redo the jst connectors on them. I also stupidly cut my power supply cable. My kit didn’t come with the barrel jack adaptor for wiring into the jackpot and I just assumed the barrel jack was a two lead wire and tried to strip it to split the cable. I definitely felt like an idiot after that and ordered a new power supply with the adaptor off of amazon. The jackpot board wiring instructions were not very clear but between looking at other people’s wiring jobs and through trial and error I was able to get some initial test sweeps of the cut bed running. Within the first day of posting on my socials about having a CNC running I got my first commission from a friend to cut out a sign for their clothing company for a vending event. I figured it would be a good trial by fire and was able to get the sign cut out before I even finished cutting the strut plates.

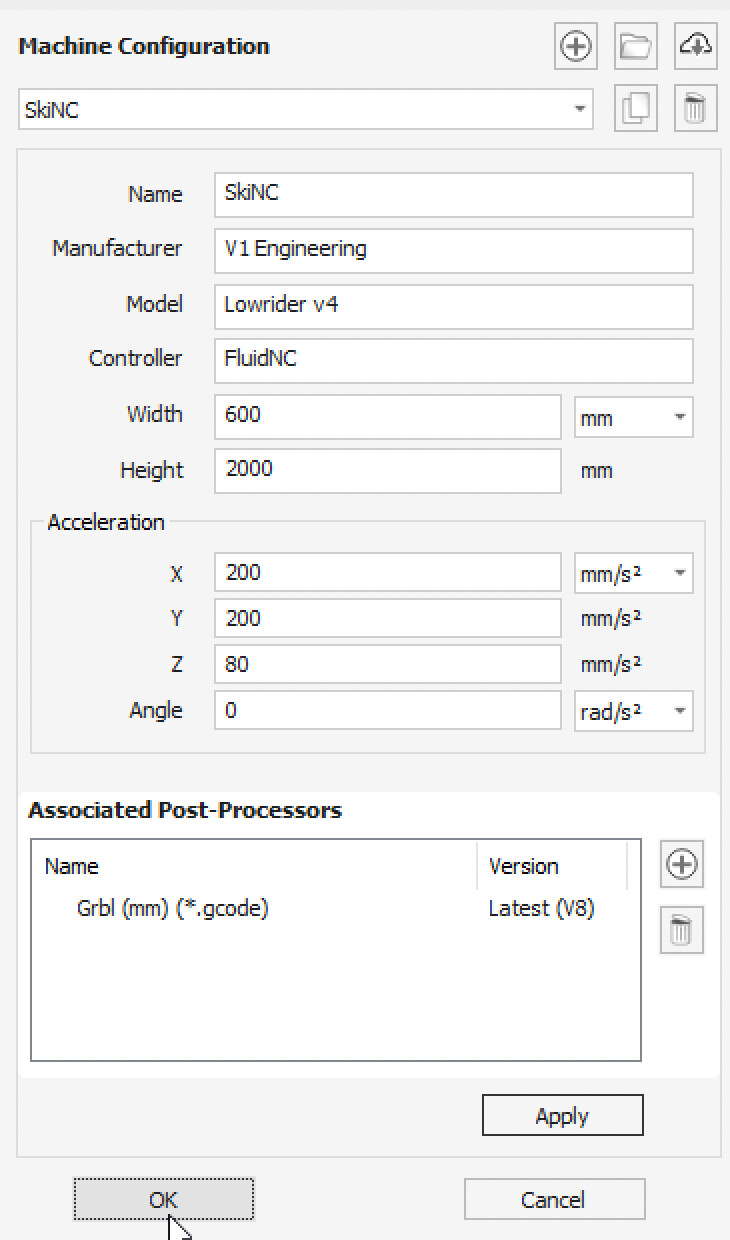
After the sign, I finished cutting the struts out of hardboard. This was much harder than the sign as I didn’t understand the nuance of cutting in/out/through the worklines in the toolpath generator. I also struggled with learning that the fluidnc yaml config doesn’t actually save between resets without a custom command and I drove the toolhead into the endstops and down into the spoil board multiple times. I figured hardboard would be a good option after reading some discussions on the forum but I was not prepared for how much it would bow and flex during the cutting. I used CNC tape around the outer edges of it after the initial failed cuts in the middle, it started lifting and flapping around. I ended up screwing some big washers around the cut area into the spoil board to try and get it to stay flat enough for the cuts.
With the struts done, and a new understanding of how the wiring could be cleaned up, I took it apart and started the final part of the build. My strut plate measurements were off by a little bit so I had to size down about an inch on my x axis but I got it back together with a better wiring layout and finished running my tests last night. Overall, I’m very happy with how it turned out but there was definitely some heartache involved.



Thanks for reading along with my build! I did have a couple of questions if you’re still here:
-
For cutting things like pvc sheets and acm, what changes? I have another request from a friend for doing some test cuts on those pieces. I would imagine I need a special toolhead and different feed speeds etc. Is there a good online resource for general tips on how to cut different materials?
-
Anchoring thin materials to the spoil board was a challenge. As I cut the HDPE for the ski bottom sheets, I’m going to be running into a similar issue. Any tips for getting something to stay seated while I’m cutting?
-
The vacuum hose does not stay seated well in the dust shoe. I just used some aluminum tape to hold it in place. Is there some step I missed to keep it there?
Thanks everyone! Looking forward to hearing what you all think about this build and any feedback or tips you might have!