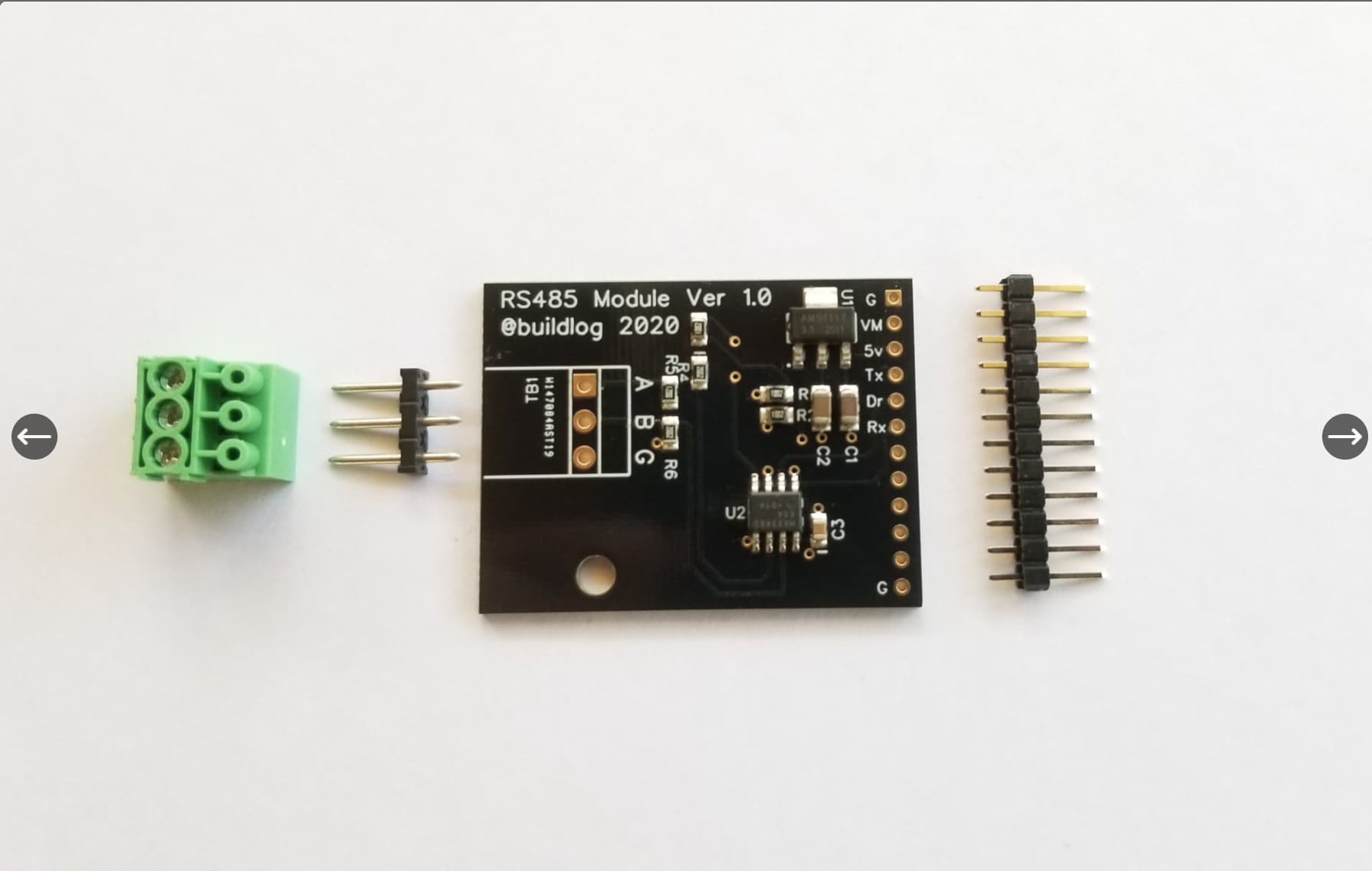
So I got this RS485 add on board to control my VFD for the spindle
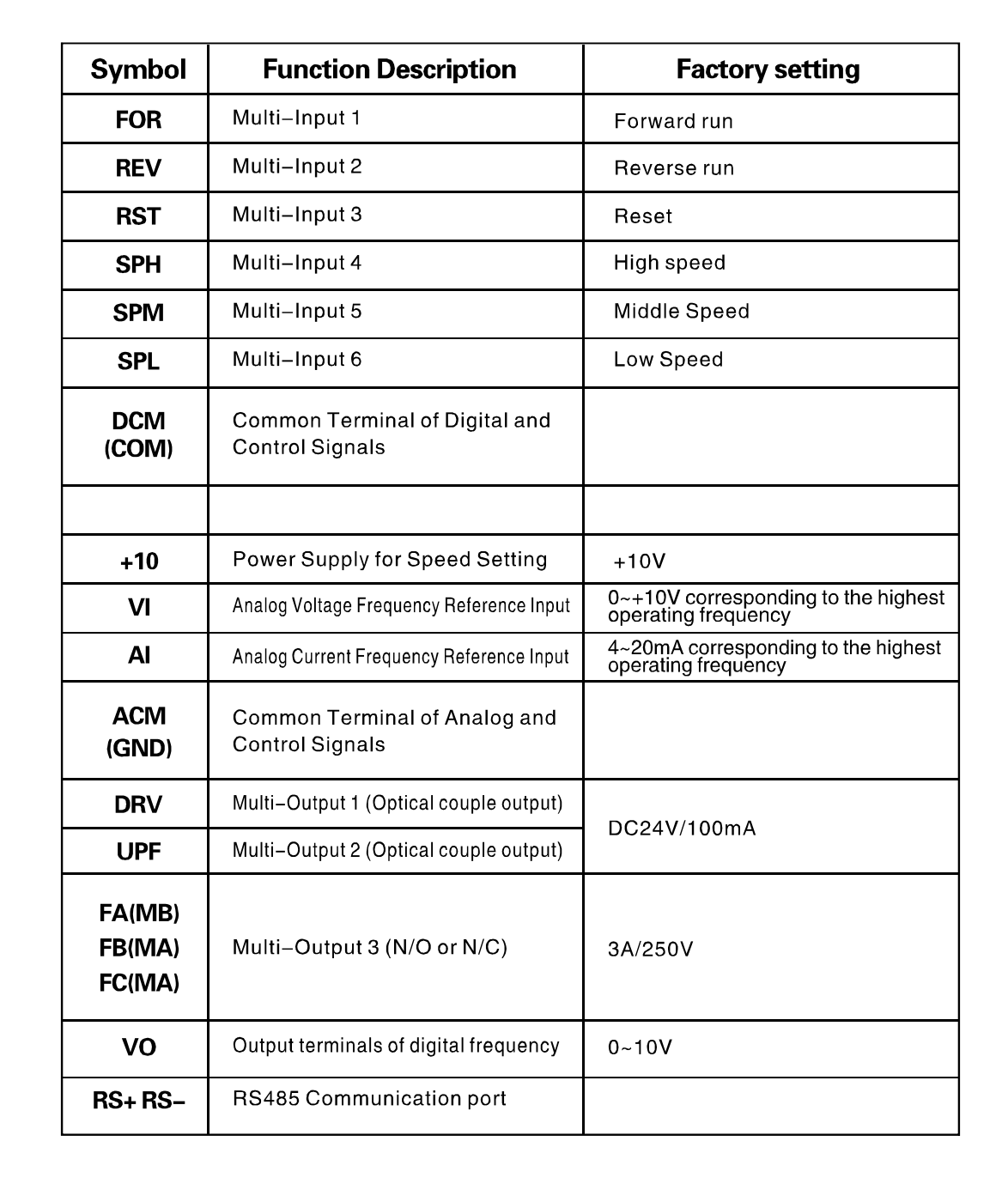
And this is the manual for my VFD…
This is my first time messing with this RS485 control and I know we have several experianced guys here so hoping someone will be able to give me some pointers to make sure i dont screw this up and burn something up.
First question I have is on the RS485 board the wires are connected to A B G but when I read thought the manual for the VFD it only shows RS+ RS- for RS485 Communications. I would assume the G on the add on board is for Ground. But from A and B which is + or -??
After that my next question is what all settings need to be changed on the VFD? Some stuff on this thing is obvious others not so much. So it would be nice to have reassurance LOL
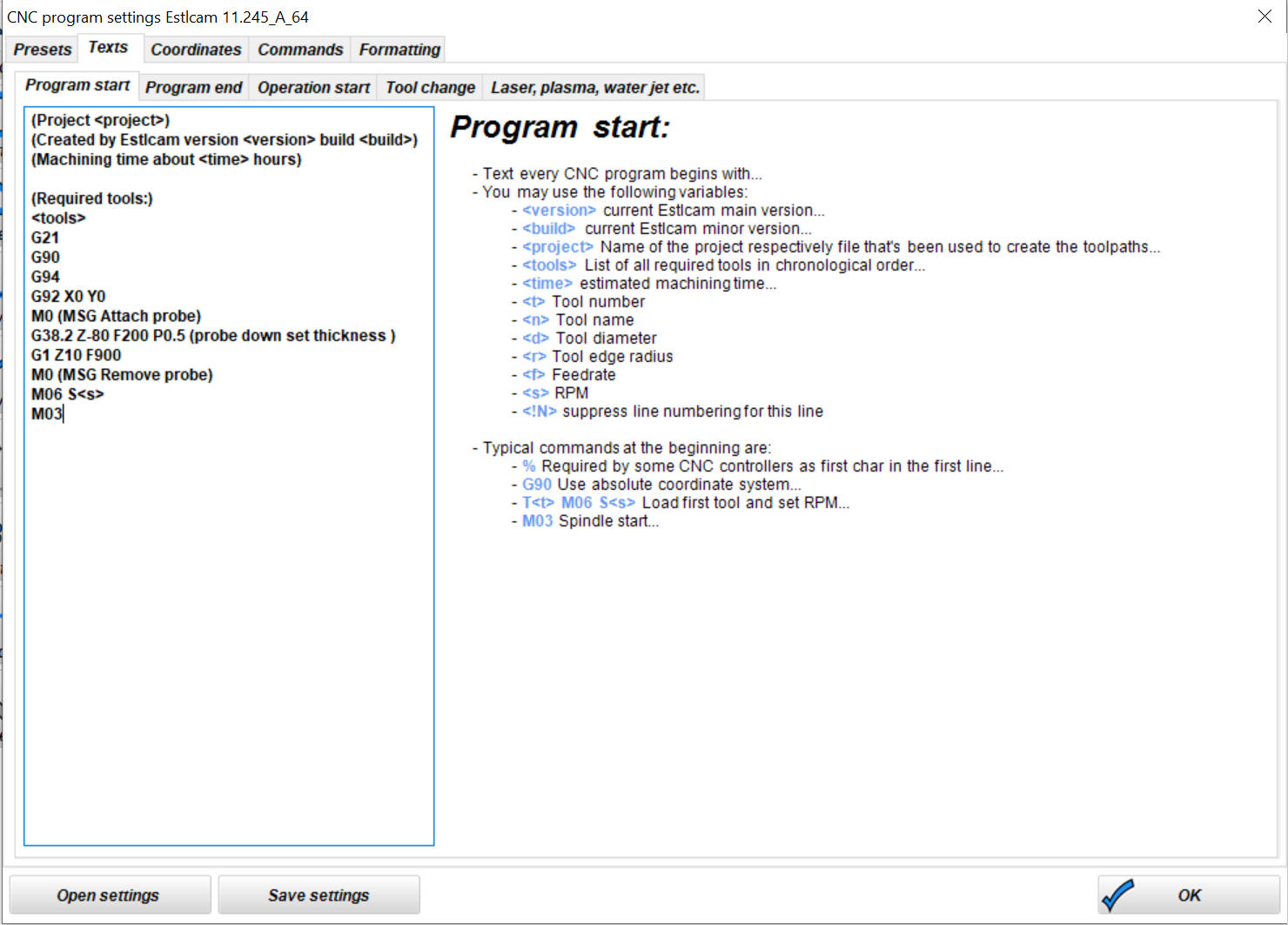
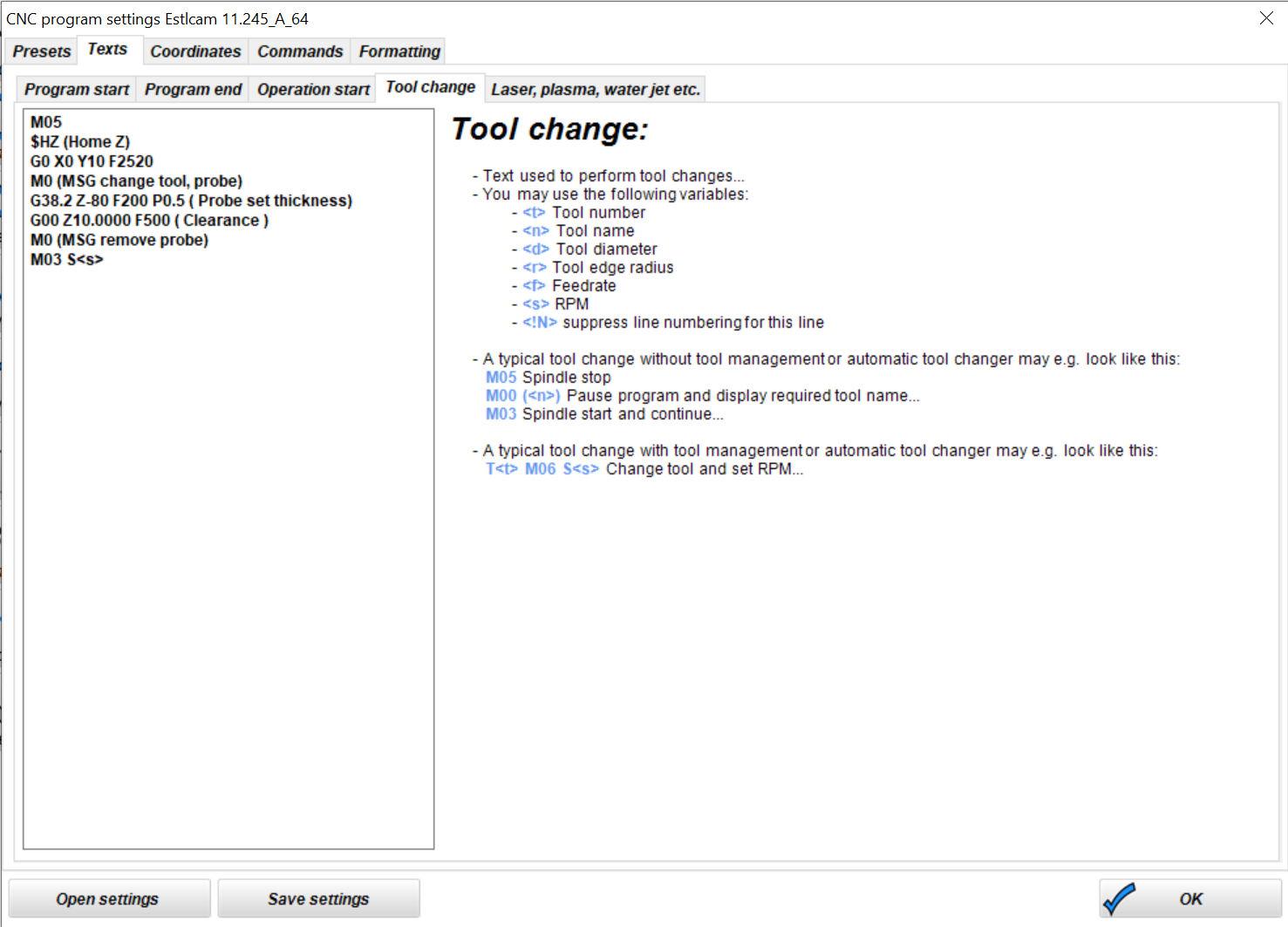
And my last question… for now lol. Is there anything i need to change in estlcam or the jackpot to send the correct signal?
ok I was close on the Gcode but not quite. Where I had
M6 S<s> M3
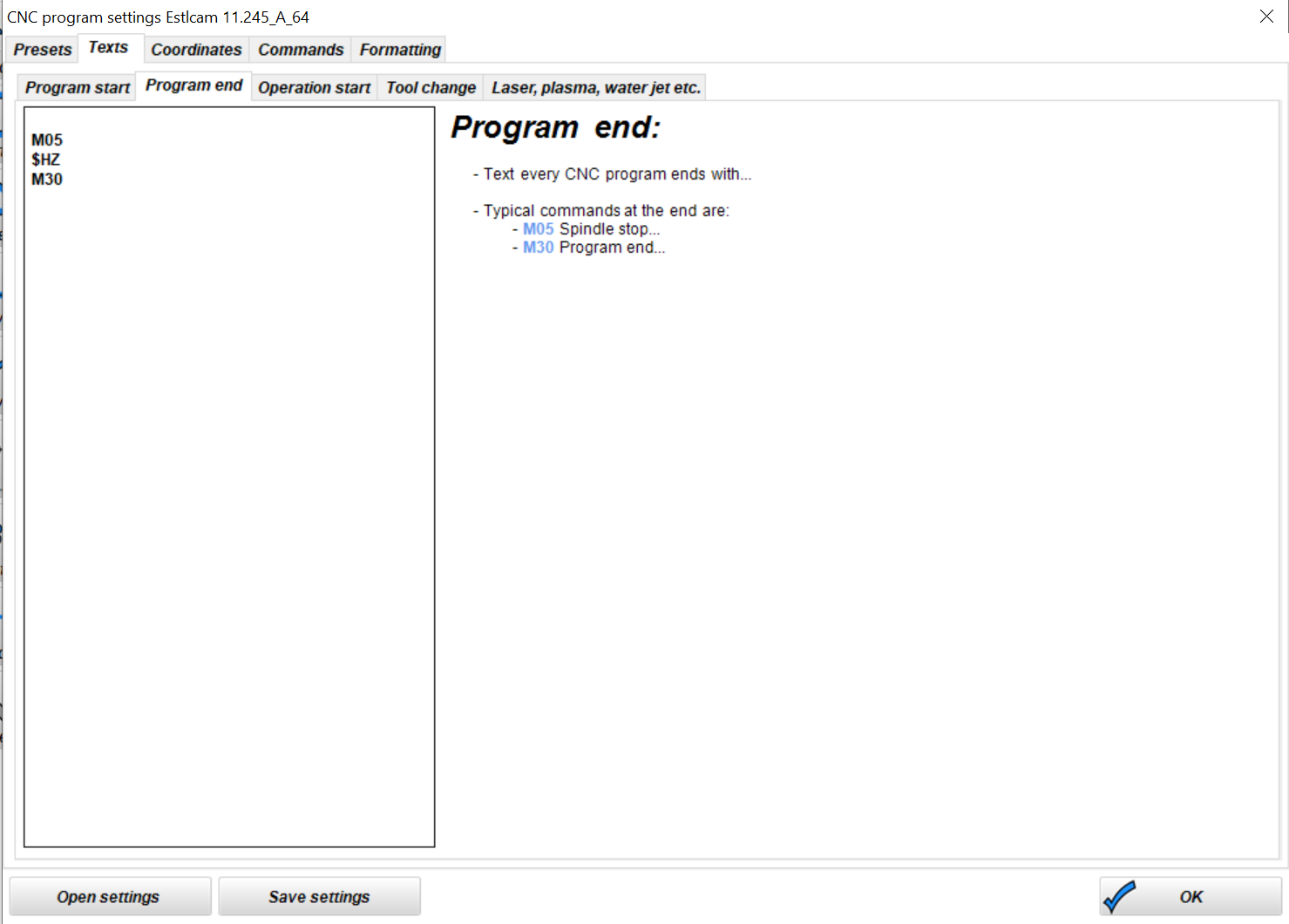
Has now been changed to
M3 S<s> G4 P7
It turns the spindle on with the M3 and to the correct RPM if I just give it M3 S15000, but it doesn’t wait for it to ramp up at all. My VFD is set to 5 seconds ramp up so the 7 gives it a little extra lol
It’s even worse if you say to yourself “Jimmy, make sure you save those old settings before you do this” and then promptly do not. Of course, if you’re calling yourself Jimmy, you have other issues too