Today I wanted to cut 3mm dibond (aluminum composite) and it was a disaster…
I used a 1 tooth flute at very low speeds (I tested between 150mm/min and 700mm/min)
I also tested in a single pass of 3mm depth and in several passes of 0.5mm
The MPCNC cuts well but the dimensions are not good at all…
For a 100mm wide part I get 96mm which is very imprecise
If you look at the bottom of the page, there are several links with the same issue and with good troubleshooting tips. Top of the list (after e-steps and grub screws, which you have already addressed) are loose cores, cracked cores, and possibly skipped steps.
This sounds pretty much like tool deflection, so to check this, try measuring some air cuts, do some climb and conventional test cuts, do some test cuts of different sizes to see if the difference is proportional or fixed, etc.
My first guess, however, would be a loose core. See if there is any movement or play, and adjust the lower bearings if needed.
I disagree with this advice. The motors have exactly 200 steps per rotation. The pulleys have exactly 16 teeth. The drivers count 16 microsteps per step. All of that is more precise than I can measure.
The GT belts have 2mm per tooth, and that can flex a little. But the fiberglass inside is pretty hard to over stretch.
So 100 microsteps per mm is closer than most initial measurements. So I usually advise to leave them at 100 until you have done plenty of other adjustments first.
For starters, post some pictures of the cuts and the machine. Sometimes we catch things like steel belts or something built backward.
If you are doing something with precision (like matching parts), you either need to cut super conservative or use a finishing pass. If the rough pass gets everything but 0.1mm, the finishing pass has nearly zero load and will just cut to the final dimension.
Also check your grub screws (set screws) on the motor pulleys.
Skipping steps sounds like grinding gears. It is the motor jumping from one magnet to the next magnet of the same pole. If that is happening, then there could be a few causes. Some are electrical (like a loose wire) some are gcode related (like sending it a travel move through material). Sometimes rhe but isn’t cutting effectively and the load is enormous.
ACM should be harder to cut than wood, but definitely possible.
I agree that this is what is supposed to be, but I have also read (several times) in these forums where someone is using 20 teeth pulleys, so hence the suggestion to check the e steps. Perhaps calibration is not the right ter.
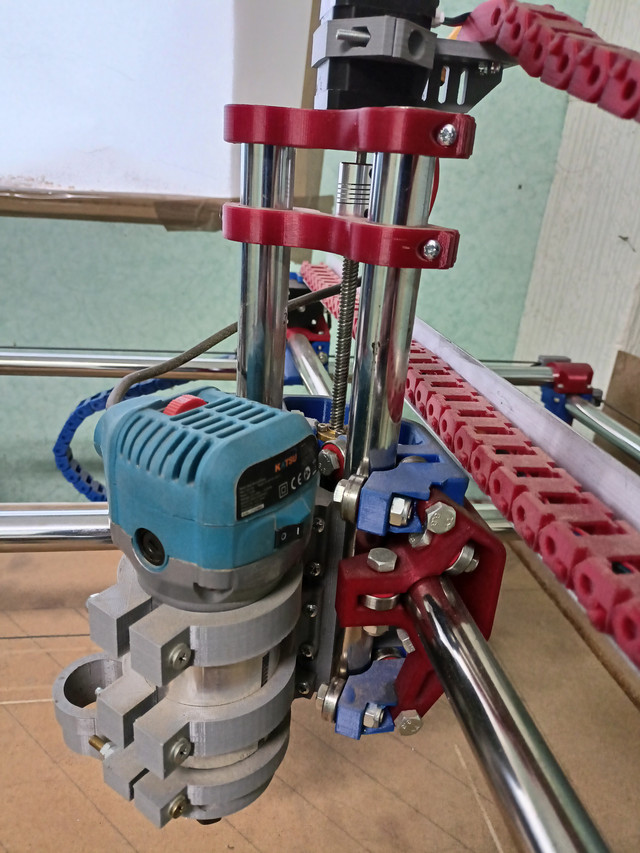
Okay so today I went to look at the mpcnc I checked all the pulleys and bearings and everything looked good…
But by looking I understood the problem I think…
I built the machine quite high and above all the center of the machine is very high and therefore when the machine cut the wood without force the dimensions were good but when I tried to cut the aluminum composite it had to be forced and with the The leverage effect created my wrong dimensions (96mm instead of 100mm)
I think the best thing is to reprint the machine in its new version by making it lower especially in the middle
In addition the new version looks more rigid on base
The Primo version is a lot more rigid. If shortening the feet doesn’t work, I would switch to the Primo version. I had the previous version and really like the Primo better.
It obviously is, but as long as the other one is working, there is no need. I didn’t have the Burly and was really happy with the Primo and I would upgrade the LowRider in a heartbeat if there was a new one, but not because I need it but want to.
It’s true that I built this version many years ago but the primo one looks much more solid, it’s cool to confirm that to me
I already have the bars, the bearings, the motors, the electronics etc…
In the end I would just have to reprint parts in 3d (good thing I finished building a voron ^^)
I haven’t studied the primo too much but only the belts seem different