Hi all,
I’m about to set out on an adventure and start printing parts for a (an?) LR3.
I’m completely new to 3D printing, so I’m hoping that the community here can help to fill in a few gaps in my knowledge and understanding.
I’ve got a brand new Creality Ender 3 Neo (0.4mm nozzle, 235x235 bed size) running factory default Marlin FW, and I’m set up with Cura 5.3.1 and PrintRun (PronterFace) 2.0.1 software.
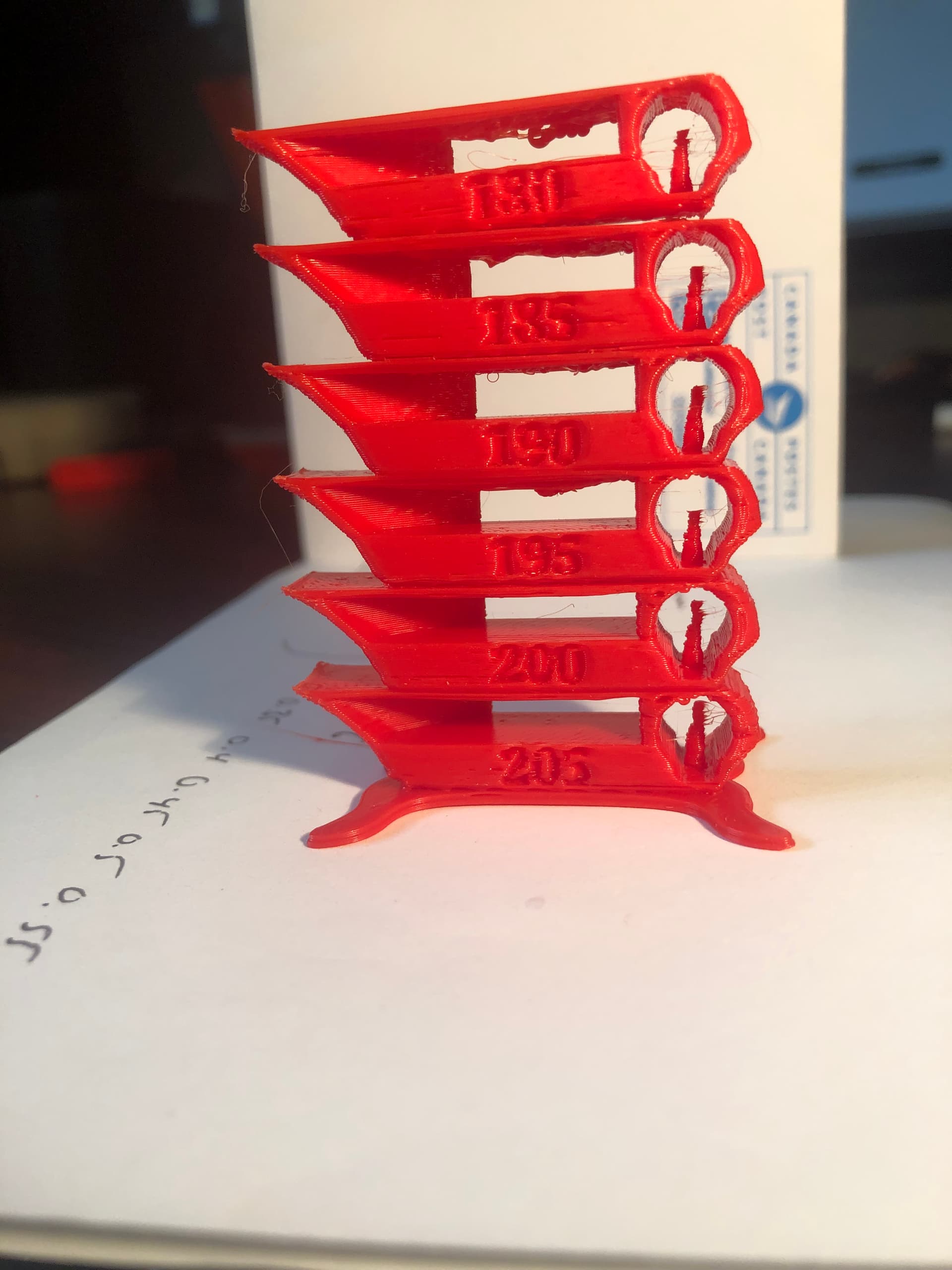
I’ve been able to more or less successfully print a Benchy (some minor first layer adhesion issues that I think I’m able to correct after some additional bed leveling and Z-Offset adjustments, and some very minor stringing that I’m hoping will be corrected by adjusting the nozzle temperature a few degrees).
Right now I just have the short section of PLA that came with the machine, but I’m about to purchase several kg of filament in various colors, which brings me to my first question - which brand and type of PLA to use? I’ve read a few reviews and forums, and ESun PLA Plus seems to be reasonably rated. My questions about this are:
- Is PLA Plus more or less the same as PLA in terms of suitability for LR3 build
- Is Esun PLA Plus (+) a good brand, or is there some other brand I should consider instead?
Next questions are related to the Cura settings. I’ve read the documentation (several times). I understand the infill amounts (30% for most, 35% for the core, 50% for two braces and the YZ Plates, 70% for the XZ Plates, etc.),and setting the infill % in Cura seems rather simple.
I’m a bit stumped about some of the other recommended settings - " 2-3 walls rectilinear infill. Thicker layers since these are large parts, no more than 80% nozzle diameter to keep overhangs working". My questions about this are:
- Cura “recommended” settings for PLA are 0.2mm layer height, 0.4mm line width (including walls and infills). Does this meet the above requirements for “thicker layers”, or should I modify these settings?
- I’ve been seeing some threads and sites that recommend Gyroid rather than Rectilinear infill. Is it safe to make this change?
- Is three layers (1.2mm wall thickness) better than two layers (0.8mm wall thickness) for the LR3 parts?
- There is no mention in the documentation of recommended Top and Bottom Layer thickness (number of layers). Cura defaults to four layers each (0.8 mm), with no Top Layer Skin and Lines as the Top Layer Pattern. Do these settings need to be modified?
I’m sure that I will have other questions once I get started printing, and even more questions once I start building the LR3, but for now if the community can help me out with these newbie questions, I would be very appreciative!
Thanks and cheers,
Bart.