I am as new as you can get to cnc. Used a router by hand for many years. Would like things to look good so I started building the LR3. I have the basic machine put together. I cannot stop the core from hitting the struts. I have loosened and tighten the bottom two bolts but does not seem to make any difference. I thought if I built the strut plates it would help. My concern is when I start the print using USB cable using Repetier it says it will take 65 hours. I used the setting from the site setup settings. I am building the 55" version for my 4x8 foot table. I have started the cutting an as slow as it is going it will take that long. I told Repetier to increase the feedrate by 300%. Still says it will take about 23 hours. My concern is how long should I let it run without doing a pause to let things cool down. Everything I have is from the V1 site shop to include the bits.
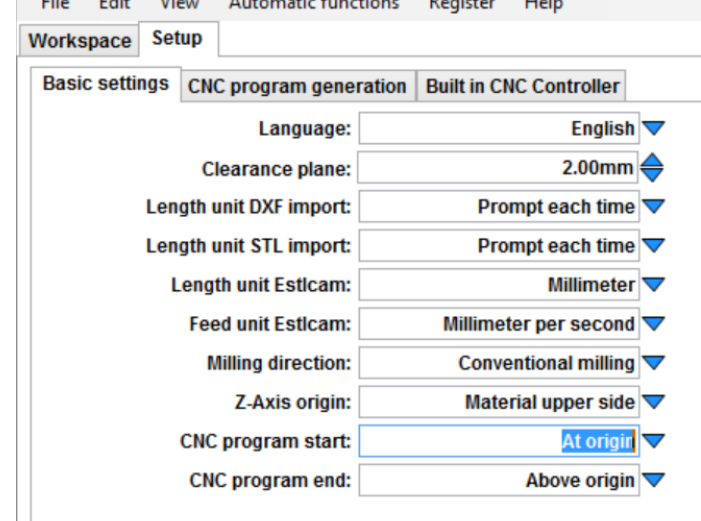
Change your ‘Feed unit Estlcam’ to Millimeter per minute. I found this out the hard way. It is cutting 15 mm/minute NOT 15 mm/s. It’s taking 60X as long to cut!
I started a project and I swore it wasn’t moving.
2 Likes
Thank you Britt for the very fast response. I will give that a try. Do you know if I can send a gcode command in Repetier to increase the speed with the one I have cutting now?
Sorry, I don’t know if that’s possible. Can you cancel it when it finishes cutting one part and delete that part in your design and then restart the project?
Britt,
I changed the ‘Feed unit Estlcam’ to MM per min. Now Repetier says it will take 3,704 hrs 50 mins. Seems like we slowed it down by 60 times. Kinda makes since because I thing we just told it to move 15mm in a minute instead of a second.
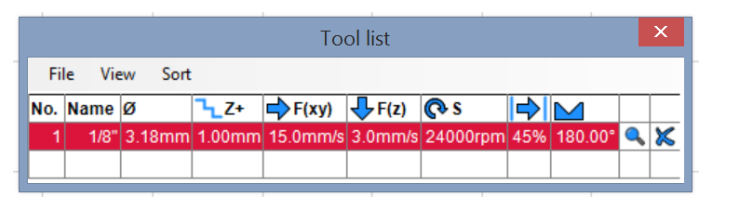
I know it’s not going to fix it, but Z DOC per pass can be higher than 1mm. Besides that it does not look wrong.
In my German version I have two values for Millimeter per second: “Feed unit Estlcam” and “Feed unit CNC programs”. Maybe that’s missing/not matching? Have you selected the right postprocessor on the right?
Philipp,
Thank you for responding. I have selected marlin. My version of Estlcam is the same. I just changed them both back to MM per sec. Will try again.
The thing is that I can’t see your second setting, I don’t know why it is not being shown. I am using a different PP, but still, weird. ![]()
So I have tried a couple of settings on the f(xy). I have a run going now with it changed from 15MM/s to 90MM/s. Estlcam said it would take a couple hours. Repetier says now it will take 11 hours. I changed the ‘Speedrate’ on Repetier to increase by 300%. It now says 4 about 4 hrs. I also changed the Z+ to 2mm vs 1mm. Like I said before. I am as new as you can get so not sure how long it should take. One issue I can see is I used ‘auto’ tabs. I am using a Makita RT0701 router. Not sure if I should pause the cutting every so often to cool down or is 4 hours not that long for a router to keep cutting on a CNC?
Marlin works in mm/minute you will get really slow movement if you choose mm/second as machine units.
I think the reason for the two sets of units (Estlcam / Machine) is because mm/s is more intuitive, it is a reasonable measure that we can eyeball (Yep, thats about 15mm in about a second) as opposed to 900mm over a whole minute, but the mm/min allows more fine tuning of the speed, due to larger integer values.
I personally find it easier to just work in the units that the machine wants. It also helps me cross reference what’s going on if I look at the gcode file.
1 Like
Thank you for the response Dan. I can see that when I changed the machine back to MM/min it changed my bit settings as well. I wont be able to test again until tomorrow but will update the site then.
Phil,
Here is my post when I was having the same problem. As Dan mentioned, Marlin works with mm/min. If you set it to mm/s, Marlin will use your value as mm/min. I export my gcode and put it on an SD card to run. I have not used Repetier Host. You can open your gcode file and see the Estlcam run time estimate in the header.