I first got interested in the idea of building a CNC probably 9 or 10 years ago when I first came across https://buildyourcnc.com/ on the internet… but it never progressed much beyond that. Since then I’ve bought a 3D printer (Ender 3) and have been happily printing bits and pieces and helping others get into the world of 3D printing.
Recently I stumbled upon the V1 Engineering website and the MPCNC primo and lowrider units, and that got my creative juices flowing again. So, this time I decided to make the commitment, spend some $$ on hardware and make it a reality. (Haven’t told the wife yet!)
I’ve been having much internal debate on whether to go primo or lowrider, but considering I’ve had to shoe-horn all the kids stuff, plus my own junk into a single garage, I’ve decided a primo is the place to start. This should allow me to get familiar with cutting shapes and doing some 3d carving before deciding if I want to upgrade to a bigger unit.
I have a sturdy 900mm square tabletop doing nothing, so that’ll set the base size of this unit. (If and when I go larger, or upgrade to a lowrider, I can always repurpose the electronics.)
After watching some youtube videos by ‘NEWTech Creative’, I leapt in and purchased a MKS TinyBee control board with tmc2209 drivers, which I have received and loaded the FluidNC firmware on it….a bold move considering I only have a vague notion that these parts should work, and that FluidNC seems to be a suitable firmware. Note: I have an electronics background so have been programming arduino’s, esp8266 etc. microcontrollers for a while now….and have also have an esp32, so was familiar with that kind of hardware. I chose the MKS Tinybee because I liked the price and the idea of a grunty control board, and Fluidnc for the ability to control the unit over the wifi network. The tmc2209 drivers seem to be good too from the reviews I’ve seen.
I then ordered 5 x Nema17 steppers (STEPPERONLINE 59Ncm(84oz.in) 2 Amp MPN 17HS19-2004S1) from ebay, which should hopefully arrive in just over a week from now. Once my power supply arrives, I’ll wire them up to the control board and see if I can get them spinning.
The other hardware eg nut’s, bolts, bearings, belt, timing pulleys etc have all been ordered from aliexpress, (eta unknown), and today I lashed out and ordered a new Makita 6.35mm (1/4") Router RT0702C for a discounted rate of $312.57 delivered. I thought that was a pretty good deal from a local supplier. (I had thought I’d like to use a 1.5kw water cooled spindle but that’s a bit cost prohibitive at this point.)
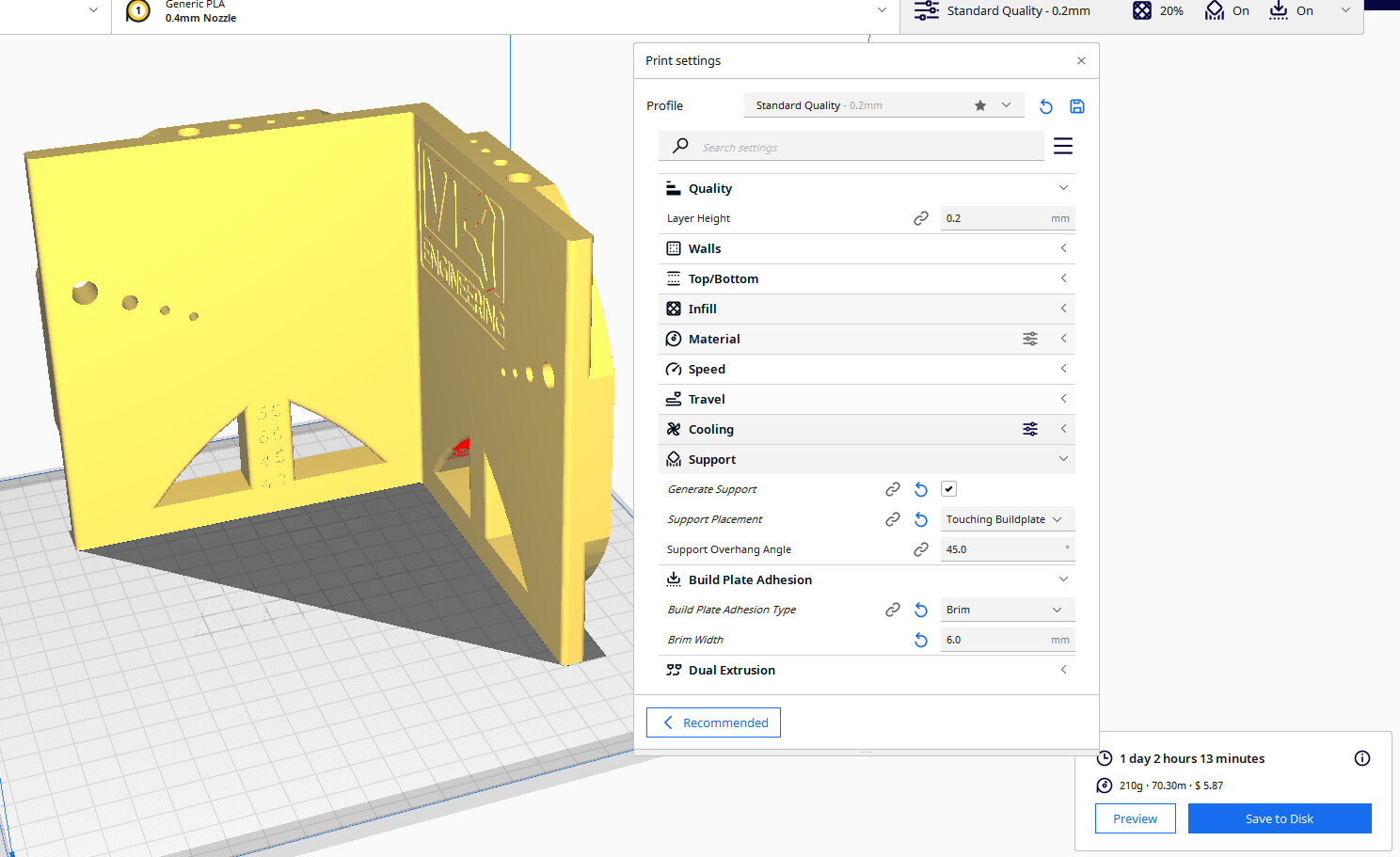
I think all I’m missing now is maybe a collet adapter, some tool bits, a spoil board, the tubes and the printed parts (which I’ve delayed printing until I’ve finalised my source for the tubes.) I am concerned that the Galvanised Steel Round Tubes 25.4 x 1.2mm x 1m at 14.28 per m from local suppliers might be too flexible, but I do see others have used them. I don’t really want to pay excessive $ for stainless if I don’t need too, and talking to an engineer, stainless is no stronger…just doesn’t rust. I’m just trying to find a reasonable source of thicker walled 25.4mm tubes, but as my table size is smallish, maybe 1.2mm wall thickness will be ok. I just need to make that decision so I can start the lifetime of printing that I need to do.
I do have access to some 20mm dia. linear rail shaft and 4 rail bearings that I thought I could use, but that would require a redesign…so maybe that’s a future thing… perhaps I should get this making dust before introducing any new hair brained ideas!