My heart leaped when I saw your needle cutter. What a nice build! I’ve been away (retired ![]() ) from the “needle cutter business” for a few years but thankfully documented my last efforts in a couple of forums. So I can share pretty accurately my experiences with this fun little piece of machinery.
) from the “needle cutter business” for a few years but thankfully documented my last efforts in a couple of forums. So I can share pretty accurately my experiences with this fun little piece of machinery.
Here’s my last needle cutter in action and running on my LowRider-inspired FoamRipper. It’s running at about 8000 RPM (no load) on the motor RPMs and at 610 mm/min feedrate. You can hear you does lose a few RPMs as the motor goes under load when the needle pierces the foam and starts the cut…

I never used the multi-bearing pre-guide system that many of the guys use… and they were far more actively cutting planes than I was. Personally, I was never “bothered” by the bending of the needle… piano/music wire is “spring steel” after all and designed to bend. But I tried many different things – some pretty novel; i.e. mousetrap and clothespin parts – over the years to get near-straight-line motion of the needle in the main guide to reduce friction and heat…

but ultimately kept coming back to my original concept.
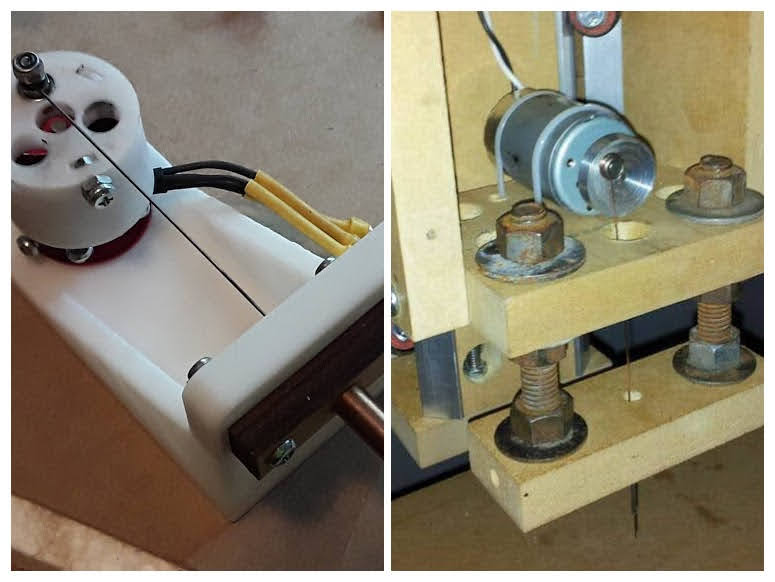
My latest needle cutter in action above featured an over-the-bell slip-on “flywheel” that balanced and ran very smoothly. The needle is 0.025" piano wire and there is an “oil well” for needle lubrication between the upper and lower stacks of the laser-cut wooden needle guide.

This needle cutter’s build is detailed starting with this post and a number of my following posts in that thread…
Your needle cutter is operating at about half speed compared to mine. I’ve always recommended about a cutter RPMs to feedrate ratio of ~10:1… which gives clean cuts in DTFB with the paper on. Therefore I set my cutter RPM to 8000 or so to account for the drop when it goes under load and then set my feedrate to 600-700 mm/minute… as in the first video above.
Your needle wire is pretty heavy as well… I’ve always used 0.025" piano wire vs yours at 0.039"? I used 0.025" K&S piano wire in a IIRC 0.035" Mig welding tip. Complete retraction of the needle into the tip isn’t critical IMO… it just needs to safely clear the top of the foam by a few millimeters or so. It’s probably better to set the tip of the HOT needle guide away from the material 5mm - 10mm anyway… to avoid any radiant melting of the foam and/or to accommodate any non-flatness of the surface of the material.
I’ll stop here. I think I saw that Jason (@jhitesma ) has already responded so you are in good hands to get further assistance. I also just remembered that I have a fairly lengthy FoamRipper thread here on the V1E forum that details most of this as well.
Good luck! I think you’re definitely on the right track here with your needle cutter build.
– David