So i kind of redesigned the mpcnc quite a bit. I converted all dimesions to threaded rods as well. Using pretty much the same firmware as the v1mpcnc except i changed the movement settings to the proper threaded rod settings. The problem i am having for some reason when i move any axis 1mm at a time it works fine if i try to move any axis more than 1mm at a time it makes noises and barely moves if it moves at all like its stuck. But moving by hand or just 1mm at a time there is no issue. Anyone know what i might be doing wrong?
What federate are you using for your larger movements? For the lead screws, set the limit at 480mm/min. You can set a maximum feedrate in firmware using M203 followed by an M500 to save the setting. You can also set the maximums from the display in Marlin Mode. Note that M203 uses mm/second rather than mm/minute, so, given lead screws for all axes, the limit should be 8 for all axes.
Robert thanks for the reply,
So acceleration and feedrates need to be lowered, i am going to try and play with these settings here in a few minutes. Do you know a round about number for the acceleration speed? Also if im adjusting these values in the configuration.h file those are per min or per sec? Just to make sure ive been doing that part right
These are in mm/second. I’d change all three values to 8 while you troubleshoot the problem. You can likely push them up some once you have everything working.
Caution: If you’ve ever changed any of these values using g-code or using the display, changes directly in the firmware will be ignored unless you do a factory reset. Sending an M502 followed by an M500 will do a factory reset, plus I believe there is a factory reset on the display in Marlin mode. Having direct firmware setting ignored is to allow people to upgrade their firmware without losing custom settings.
Ok so I inputed those values where i believe to be correct, however there was no change. The board i flashed was a brand new board so nothing in eprom should have been messed with but i did go ahead and send the M502 and M500 commands through repetier host. I attached a link below to the marlin file with current settings. Just in case this may have something to do with it I do not have any endstops connected
The changes you made in max acceleration and max feedrate are ones you need to make moving from belts to lead screws for X and Y, but, apparently, they are not the root of the problem you are asking about.
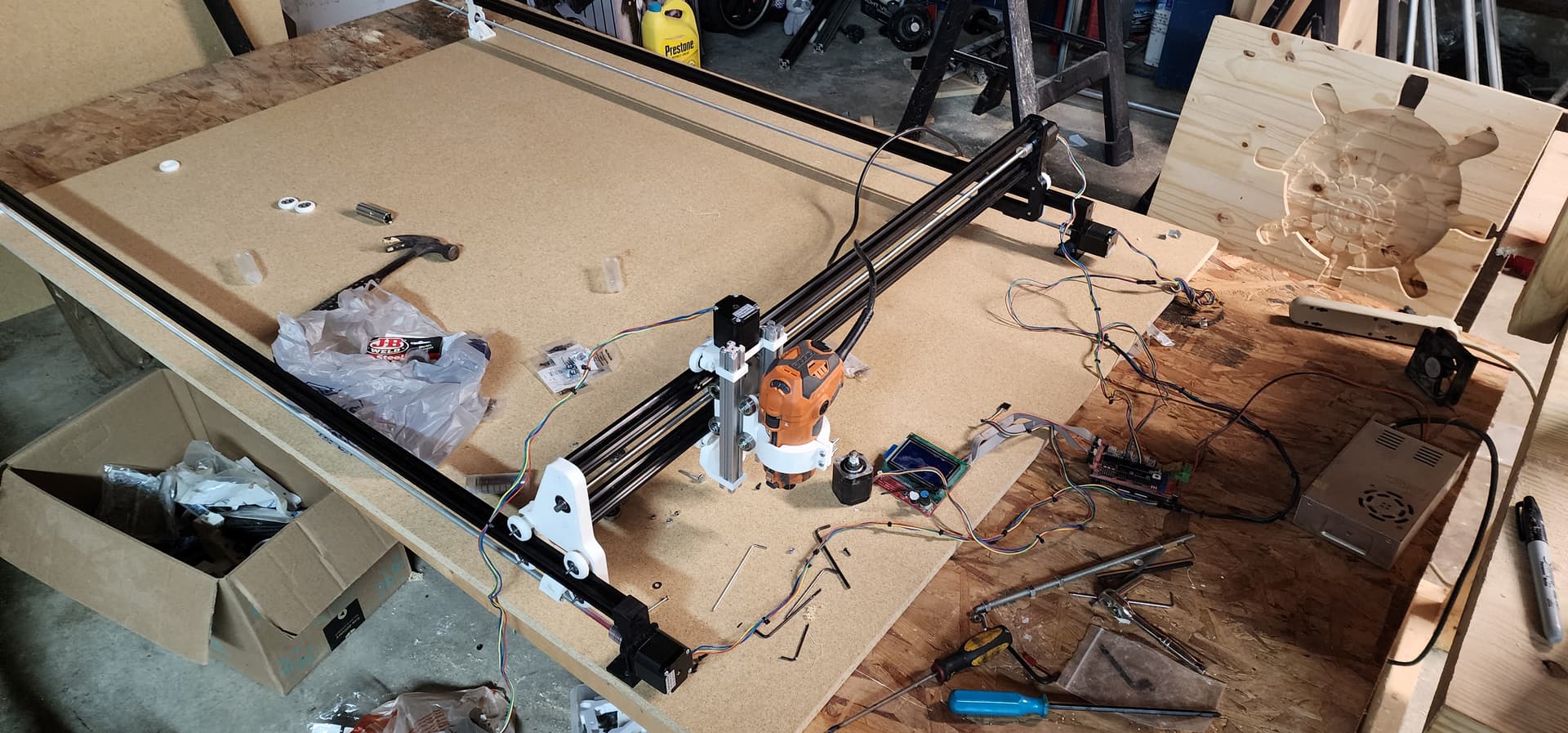
I took a look at your configuration.ini, and it does not appear to be one of the V1 versions. Since it is not a V1 version, there are a lot of things that may be causing your issues. From your picture, it appears you have a Ramps 1.4 board. I would start with the latest V1 maintained version of marlin for the Lowrider. V1 firmware can be found here. You want the V1CNC_Ramps_DualLR version. This firmware is set up for DRV8825 drivers, so if you use A4988 drivers you will need to make a couple of changes.
If you want to stick to your version of the firmware, you might want to download the V1 version of Marlin and use a difference tool like Meld to compare your configuration.h and configuration_adv.h files to the ones provided by V1.
As for your original problem, have you checked that both motors are working and that they are both moving the lead screws in the right direction? I could see a 1mm movement working but a larger movement failing if the motors are working against each other, or if only one motor is working.
I’m about to be away from my desktop computer and be phone only for a few days, so my answers for the next few days will be limited or missing.
Edit: Have you changed your steps per mm yet? If not, you may still be pushing the steppers too fast, even with the reduced federate and acceleration.
Edit2: Are the new lead screws identical to the existing Z ones? In particular, are the 4-start lead screws? If not, you will need to reduce the max federate more, and adjust the steps per mm downward as well.
I have changed the steps per mm according to lead screw calculator mesurements. The x and z axis are the same and the y axis is different. The z axis works fine no matter how many mm’s i move it but the x and y is where the issue is. Which is even more confusing to me because the x and z have the same rods… for the x (1motor) and z (1 motor) axis im using 8mm threaded rod and for the y (2 motors jumpered to one connection) axis im using 5/16 threaded rods
You need to figure out what subsystem is the cause of your issues: firmware, stepper driver, stepper wiring, or a mechanical issue. Maybe start by disconnecting the the two X And Two Y motors from the lead screws and seeing what happens when you send movement commands.
For belts on the MPCNC, the motors are mirrored, so one motor turns the opposite direction from the other. This is not true for common configurations of lead screws.
While it is unlikely to be the root of your issue, but 8mm lead screws come in different varieties: 1-start, 2-start, and 4-start, and the steps per mm differ between the varieties.
@robertbu is he referring to lead screw here or actually using threaded rod? If that is actually threaded rod then that could be the cause of a ton of drag.
I don’t know. I’m on mobile, so it is difficult to ask a lot of questions, There are a lot of aspects about his build that we don’t know and could lead to suggested solutions. I know pre-Burly machines used threaded rods for the Z axis, so I know they can work. But i also know the steps per mm was very high, so the max feedrate was very low…far lower than the 8 mm per second I suggested above.
That might be the source of your problem. I built a linear screw press quite a while ago and tried to use all thread rod. I had 2 issues. It was slow and it was, counter intuitively harder to turn. I broke down and got acme screw and it performed much better.
Thabks man,
I guess i will have to break down and try to find lead screws in the lengths im looking for or redesign some more parts to 3d print and go back to belts lol. I wanted to see if the all thread/lead screws would work better than the belts