Hello Everyone,
I don’t know if you remember, but a few years ago I started working on my big coreXY printer. I think I mentioned it somewhere in this thread earlier.
Anyway, I didn’t finish it because many other projects got in the way. It was a a bit of a shame because it was very close to be a working machine, so I had to do something about it and actually finish building it.
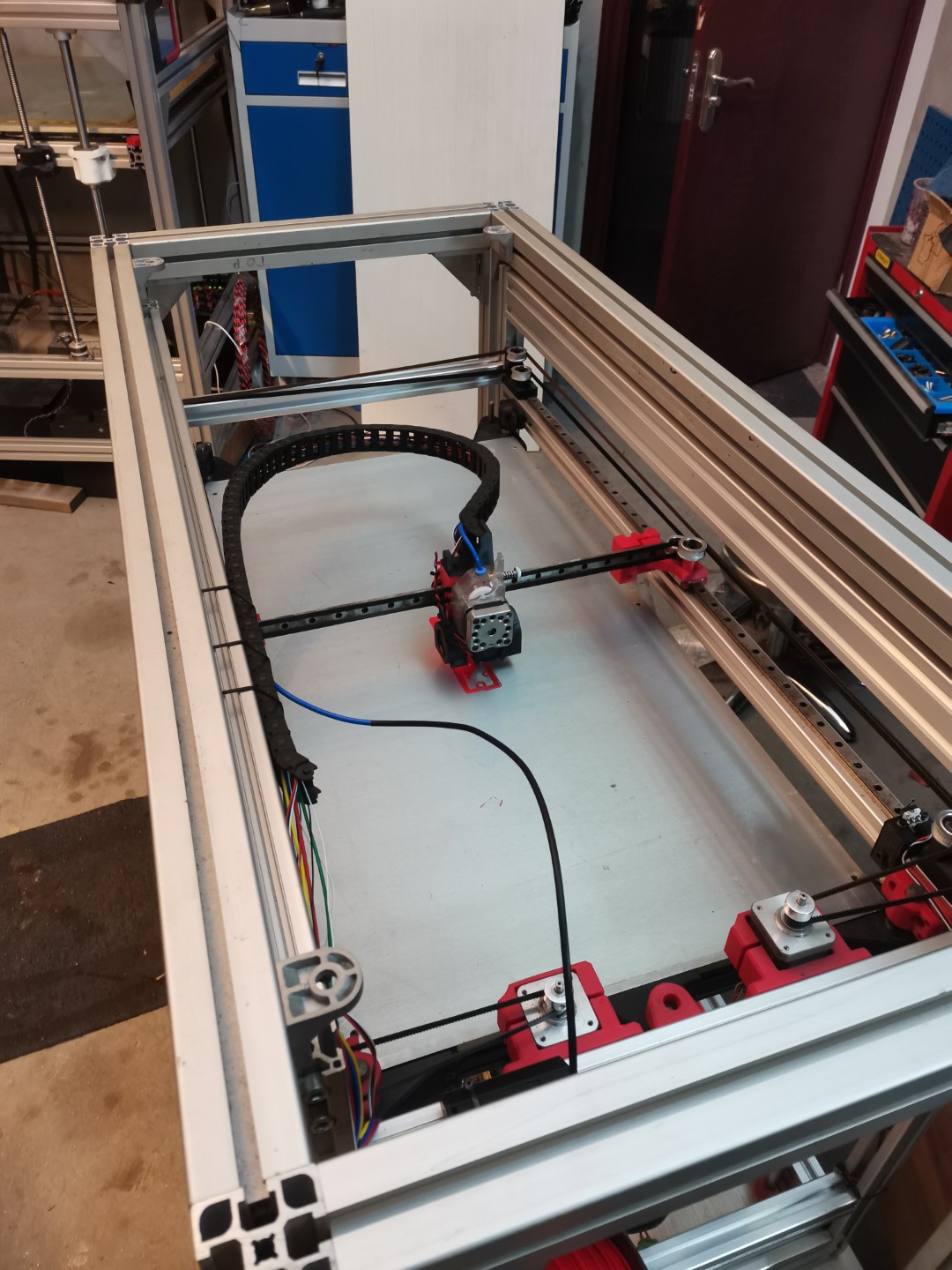
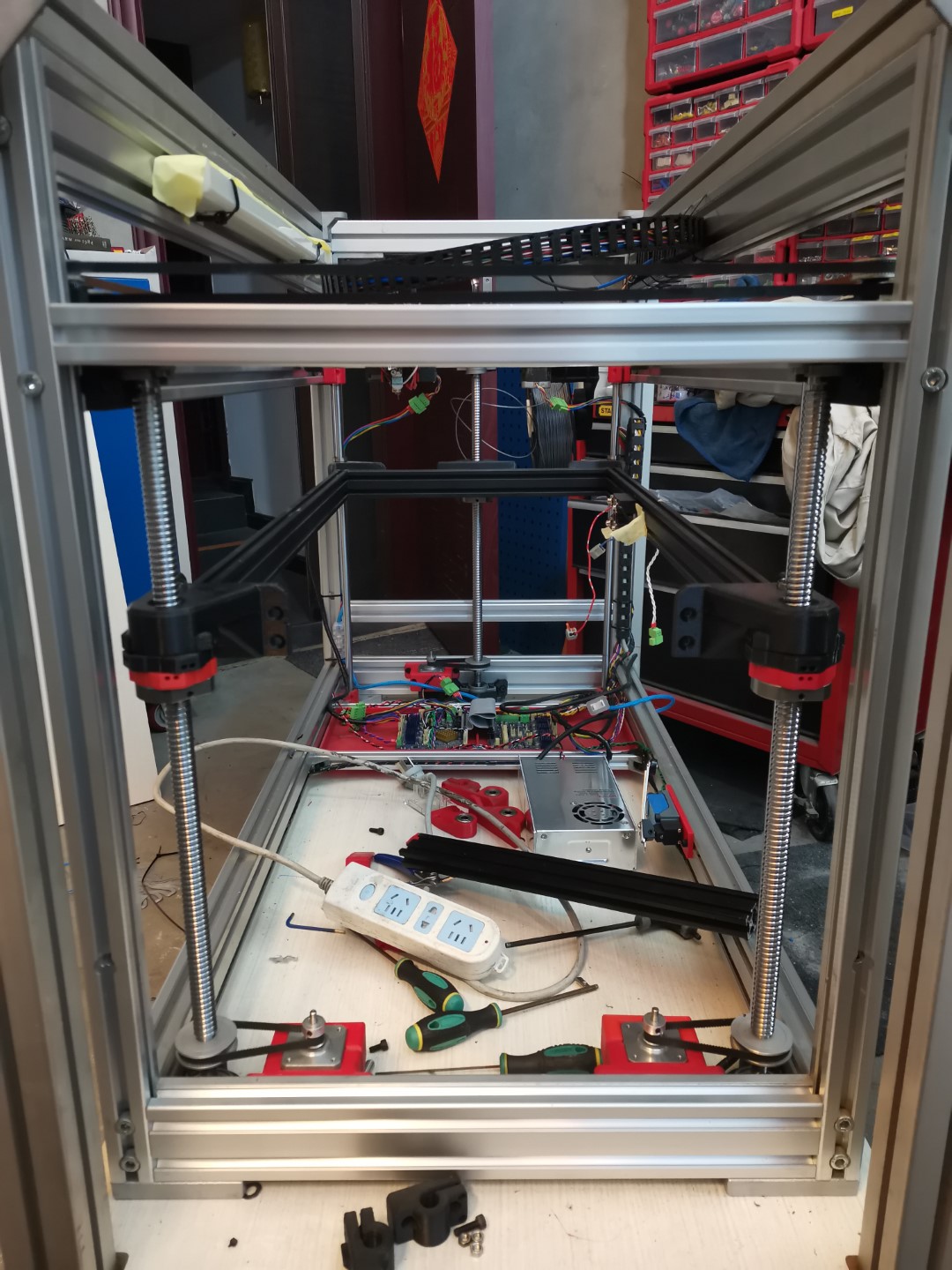
So first, I finished building it the way I designed it at the time:
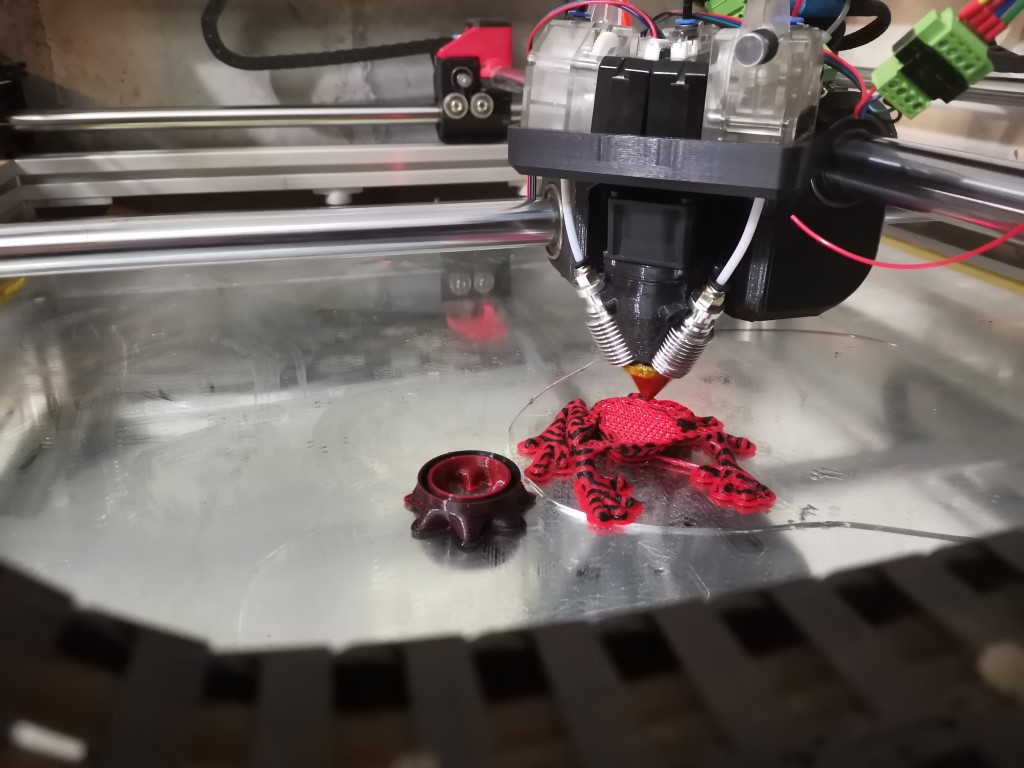
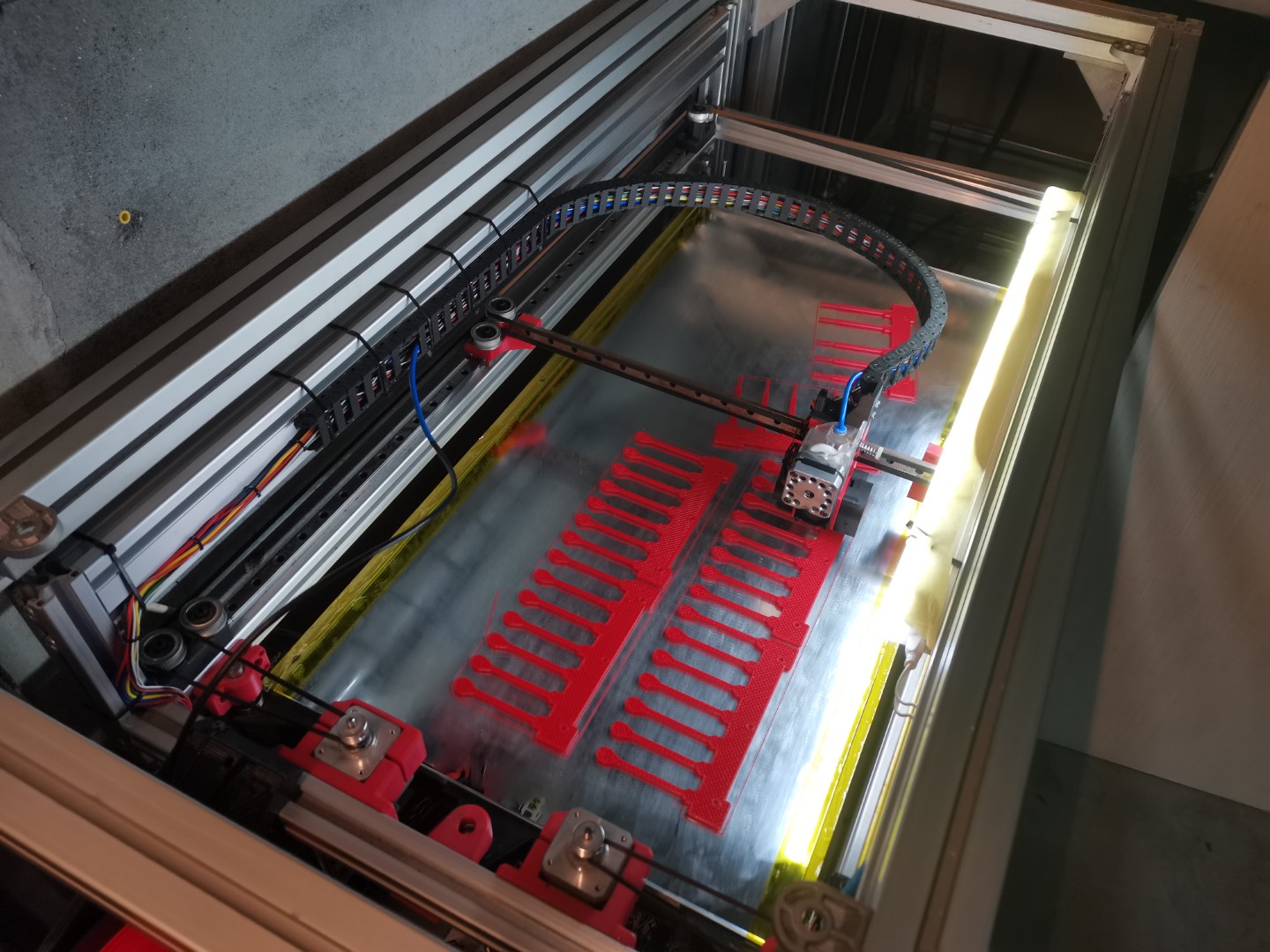
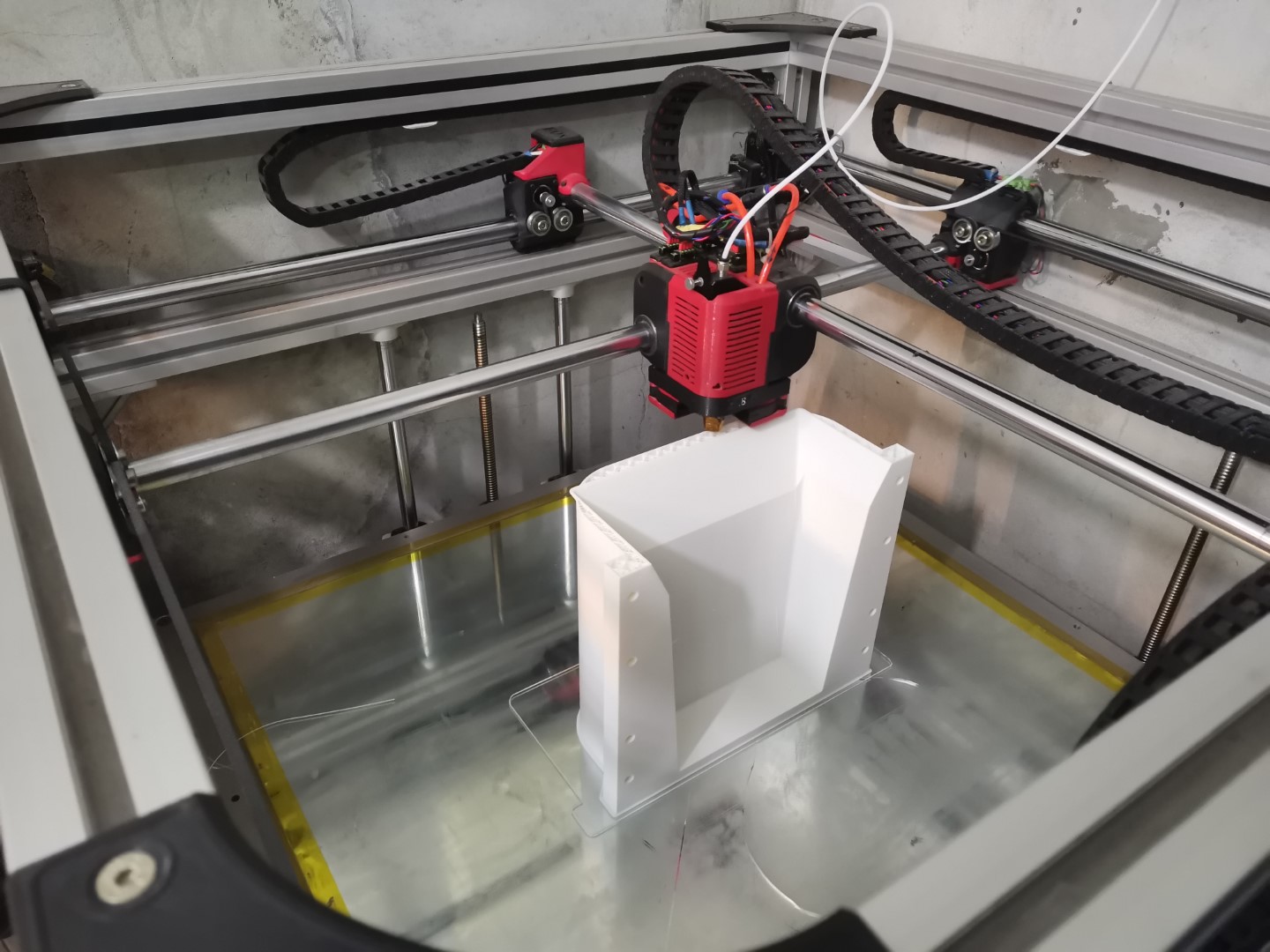
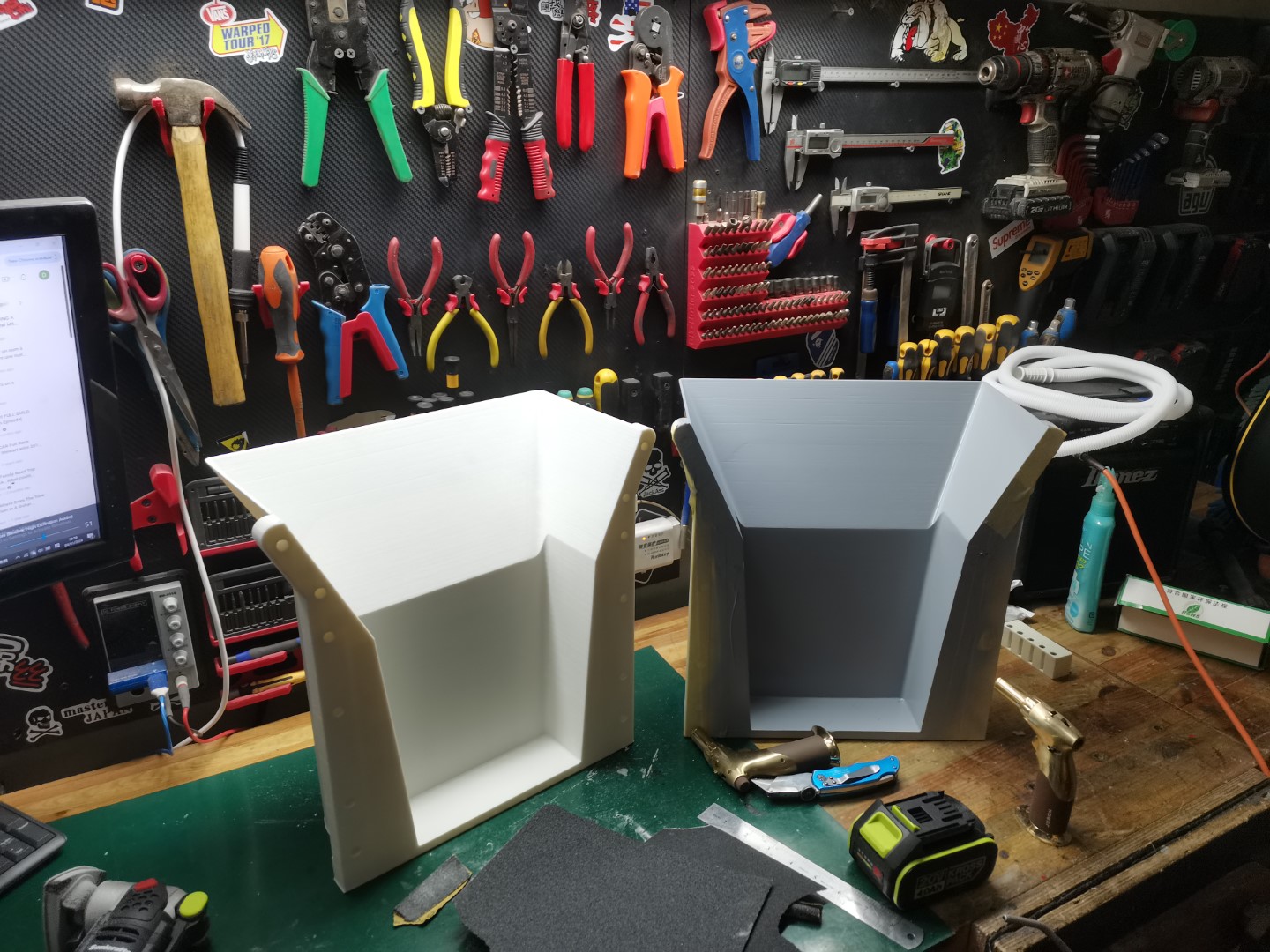
Then I printed a lot of parts for work, in order to test the design and see what needed to be upgraded:
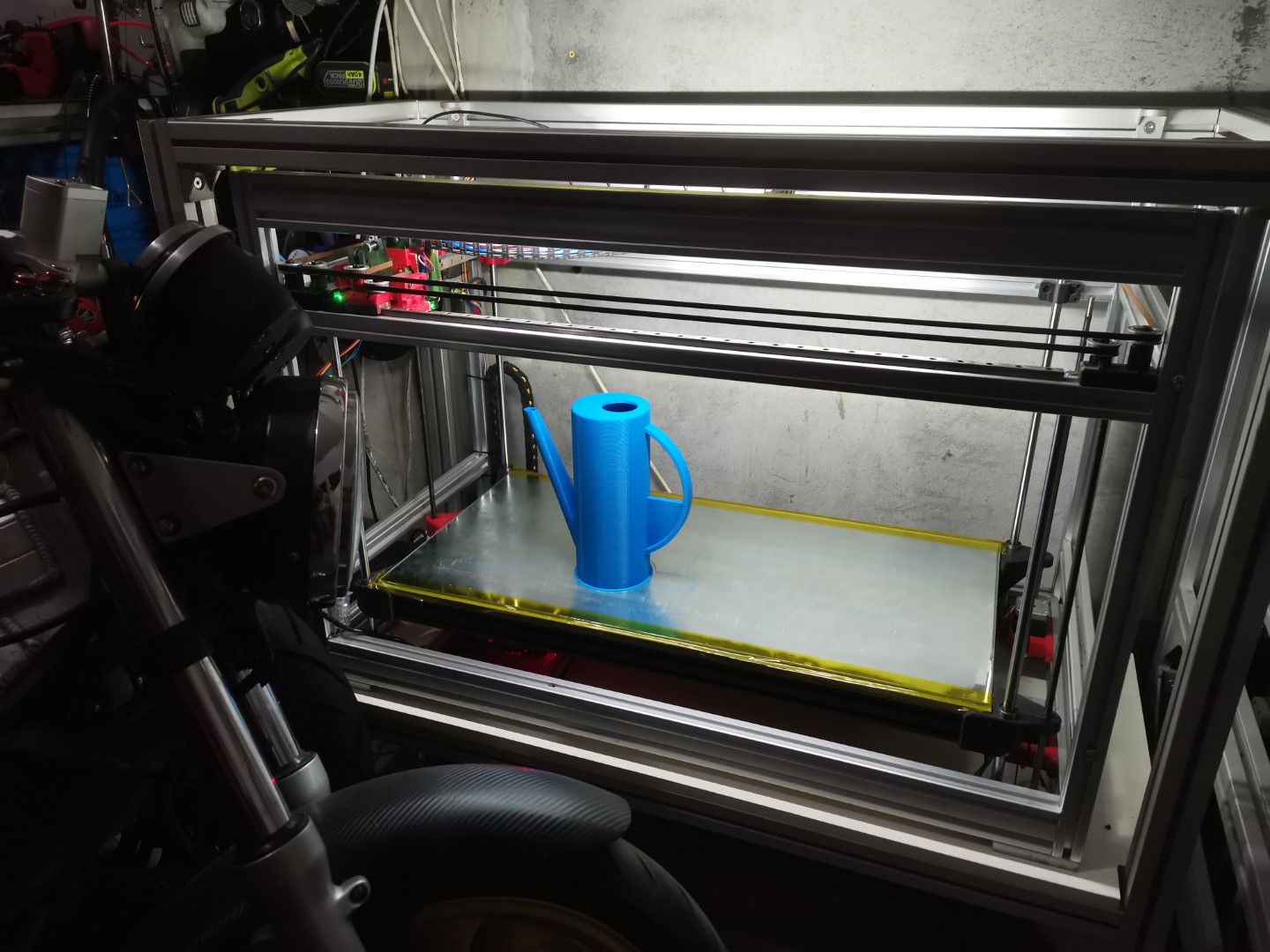
Also printed various other stuff, like this watering can for my wife:
The design proved to work fairly well, it is fast and reliable, the bed is incredibly flat so that makes for a perfect first layer everytime. But the print quality was a little bit disappointing, expecially on the Z axis where I had severe wobbling and artifacts. I forgot to took pictures, but the Z wobble was very bad, 0.4mm print looked like they were done with a 1.2mm nozzle.
It was ok for making structural/useful parts, but not acceptable for making aesthetically pleasant projects.
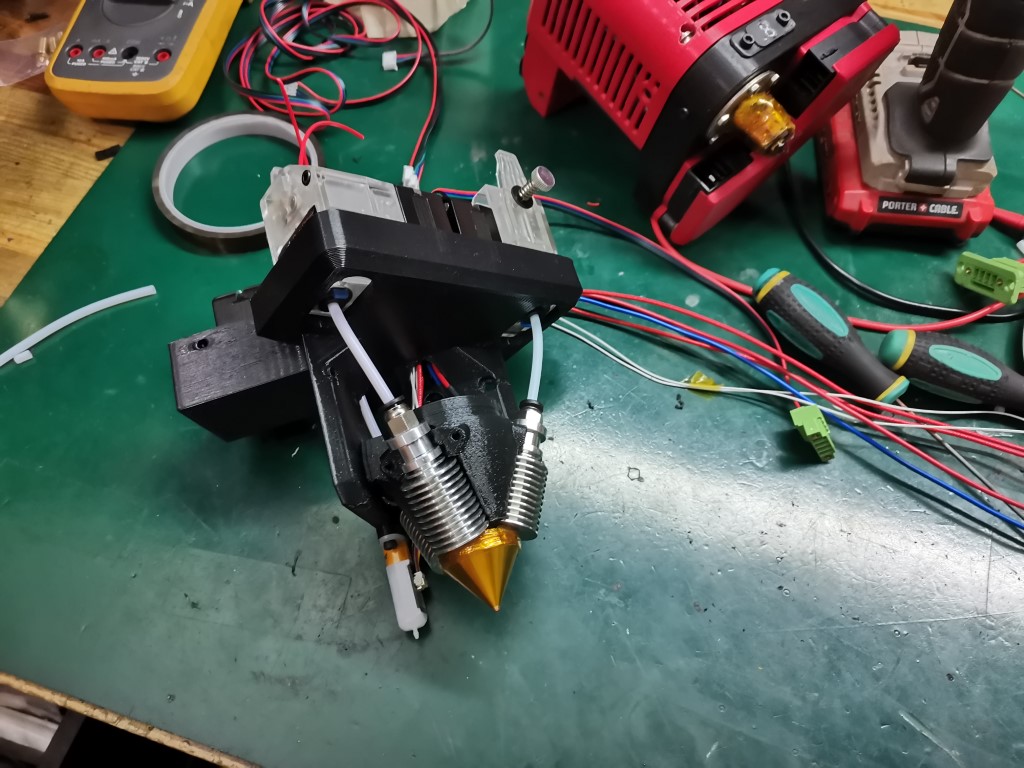
The first thing I noticed was that the head was moving a little bit during high accelerations. The reason is that the print head weight was only supported by a single linear rail and despite my best efforts to centralise the mass as much as possible it was a bit cantilevered.
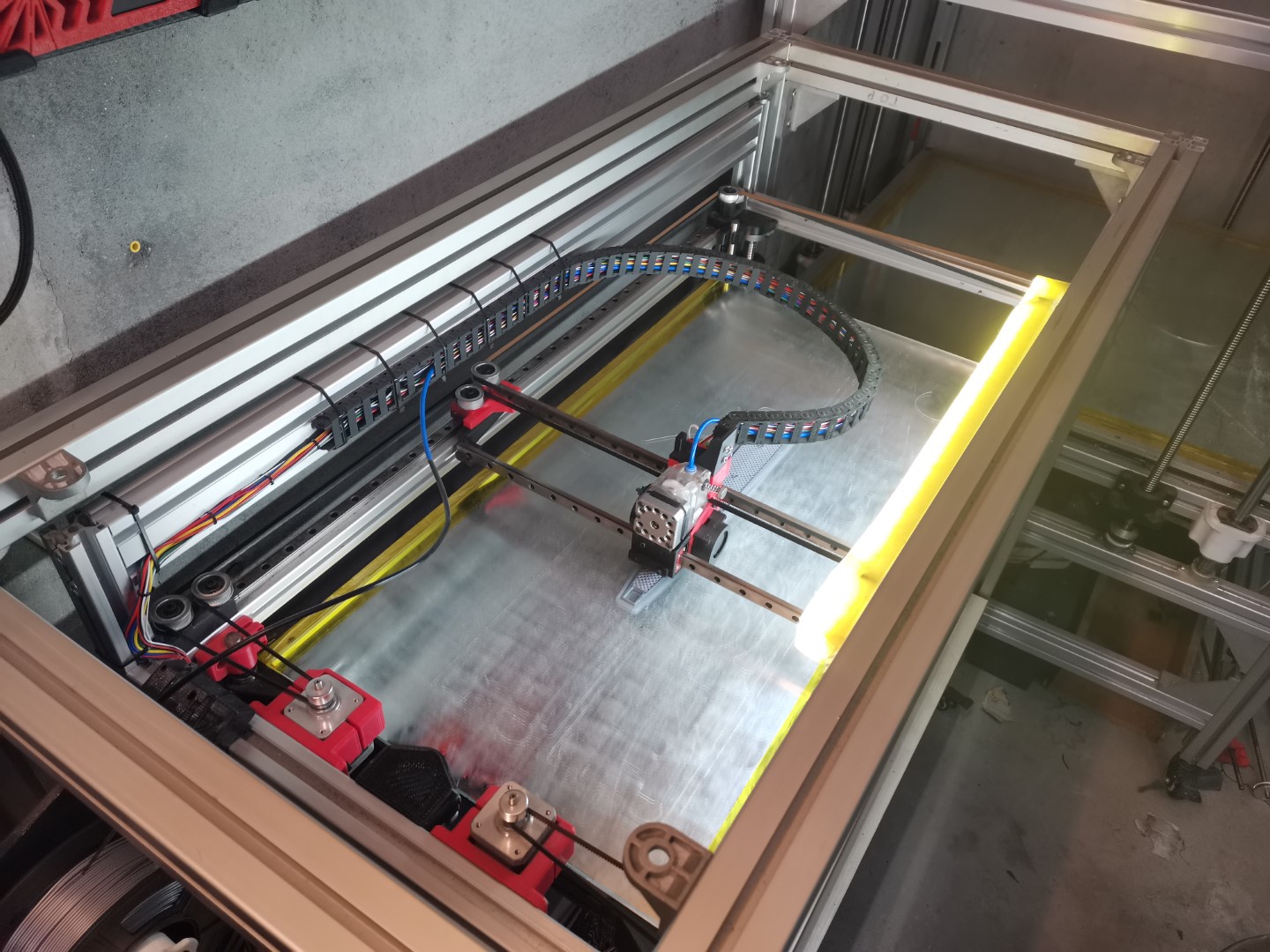
So I simply added another linear rail to support the front of the print head:
It did improve the quality a little, but not as much as expected. The Z wobbling was still very significant.
The defect pattern seemed to completely correspond to the pitch of my lead screws.
I was using some regular acme threaded screws, with brass nuts, at 1mm pitch. This wasn’t really a wise choice, I thought it would add precision but it actually was quite the opposite. Moreover, the bed was painfully slow.
So I did a complete rethink of the whole Z axis system.
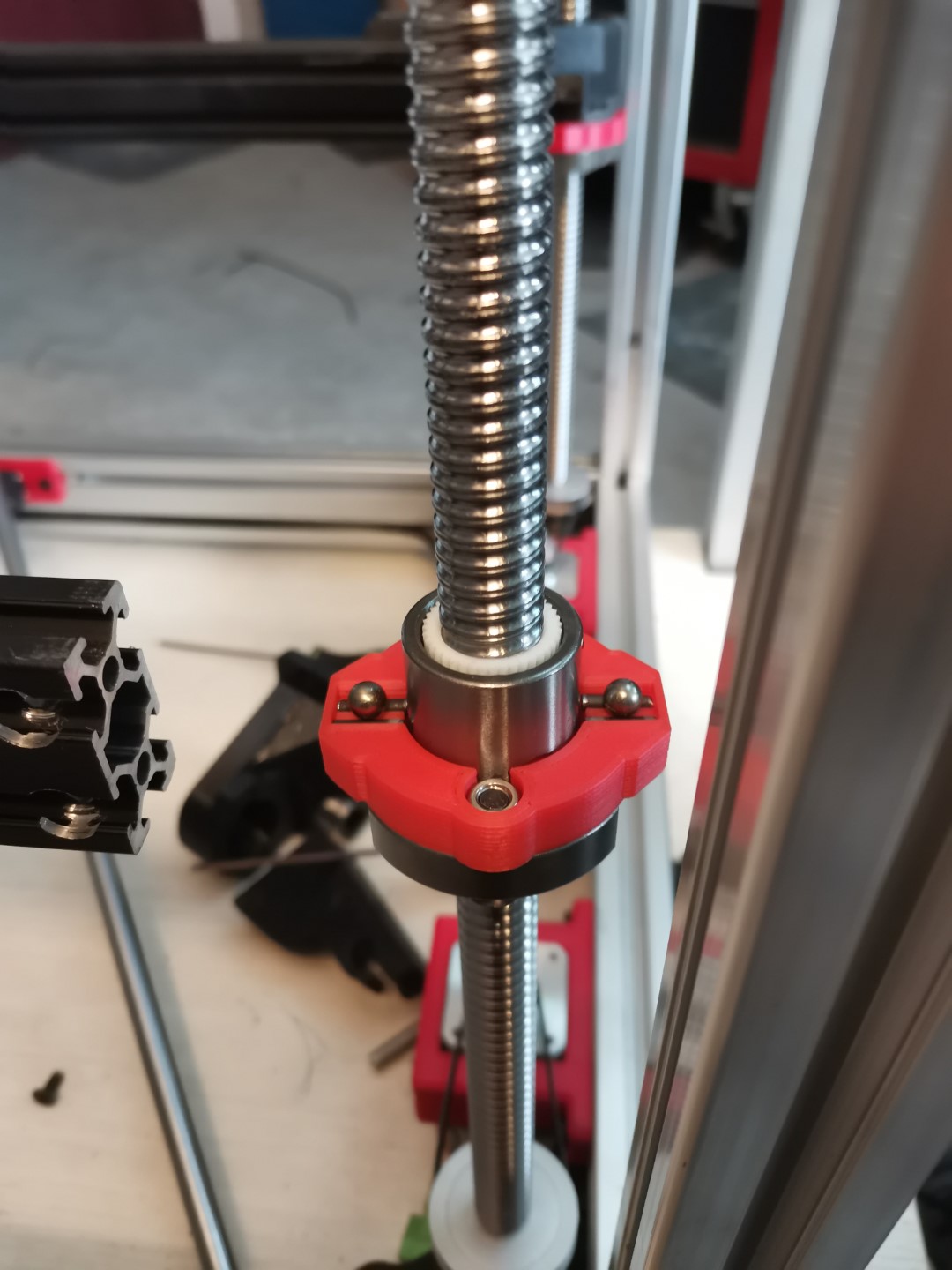
First, I ordered some nice ball screws. Then, I designed a system whose purpose is to completely decouple the ball screw X and Y movements from the Z axis. Meaning that even if the screws were completely warped it won’t affect at all the Z movement anymore.
In order to to that, aside from the plastic parts, I only needed a few m3 steel rods and I used steel balls from a motorcycle steering column bearing I had around:
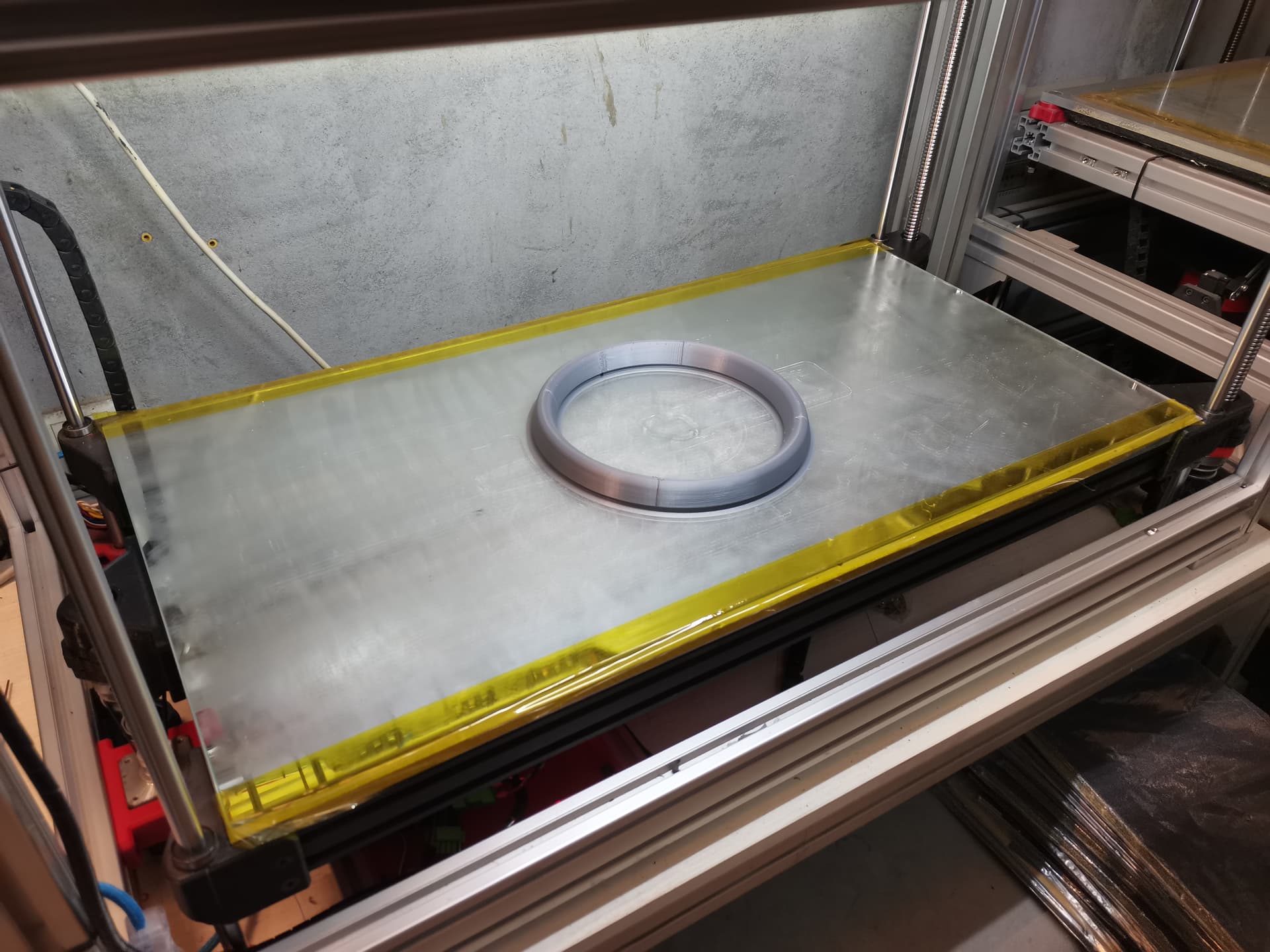
Then I installed all this system in the printer
The 3 Z axis are of course independant, which means they can correct any misalignment. It’s not intended for non planar printing because this would be impractical given the large size of the bed, I could only get some very shallow angles on X.
Anyway, I got the thing back together and started printing again… The Z wobble issue was completely gone, problem solved, but I then had a very weird issue: prints were slightly deformed on X and Y! circles were looking more like weird potatoes, squareness was off and straight lines were curved at what seemed to be random places. It was very puzzling and took me a few hours to figure it out as there was nothing very obviouly wrong with it.
Turns out it was the belts. The first time I built the printer I hesitated between kevlar and steel belts. So I’ve installed both to experiment and see whichever would last. Well, as everyone probably guessed already, the steel ones weren’t up to the task. The steel cores probably broke and the belt got slightly elongated at some spots, which messed up the movements.
Everything got back to normal after replacing the steel belt.
So now it was time for a nice project to actually push the printer to its limit and see what it was capable of.
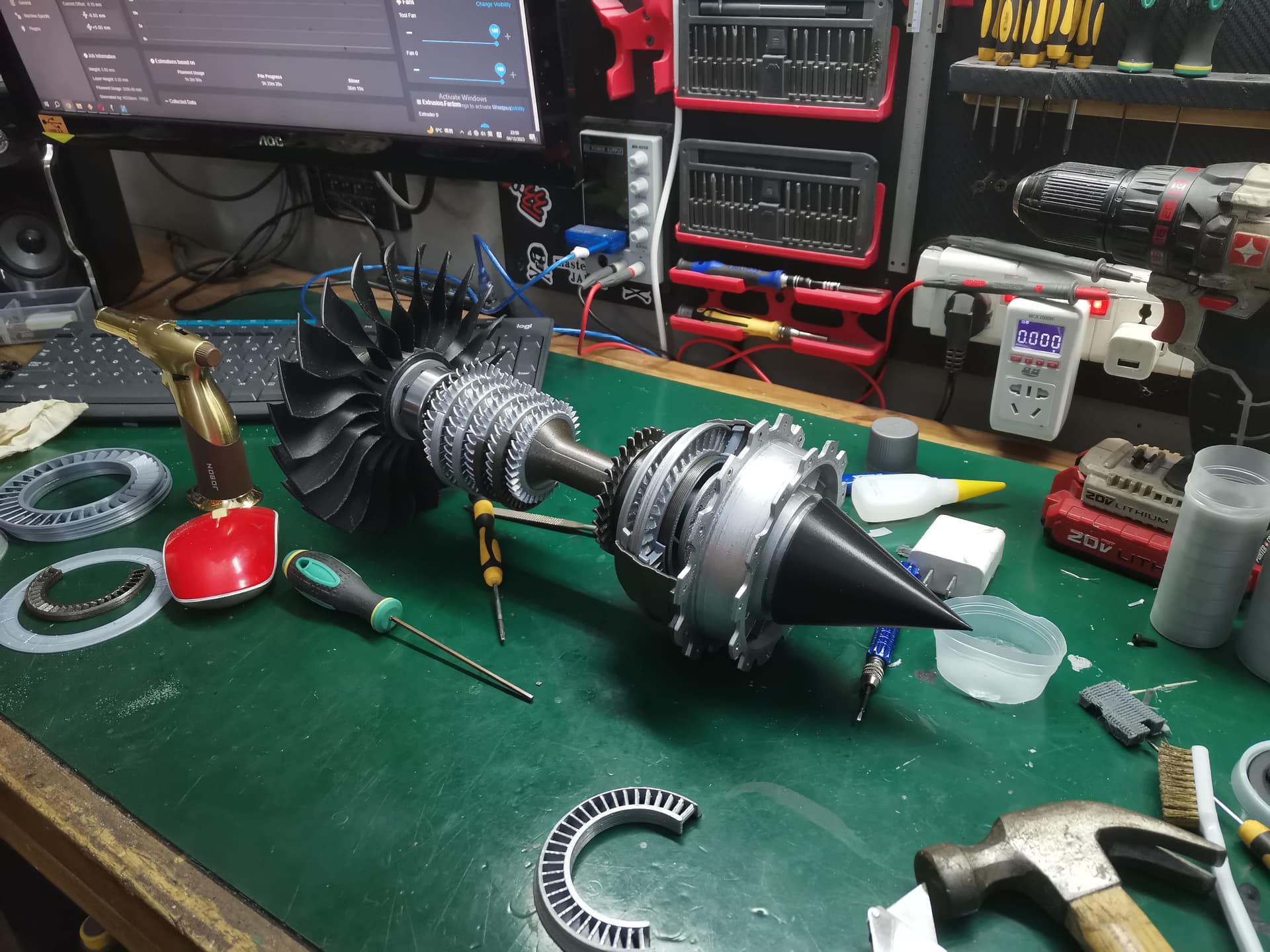
I settled on printing the Printable Jet Engine by Catiav5 (here: 3D Printable Jet Engine by Catiav5ftw - Thingiverse)
At the time the nacelle add-on was still available for free on thingiverse, but just three days after I downloaded its creator decided to remove it, so I got lucky.
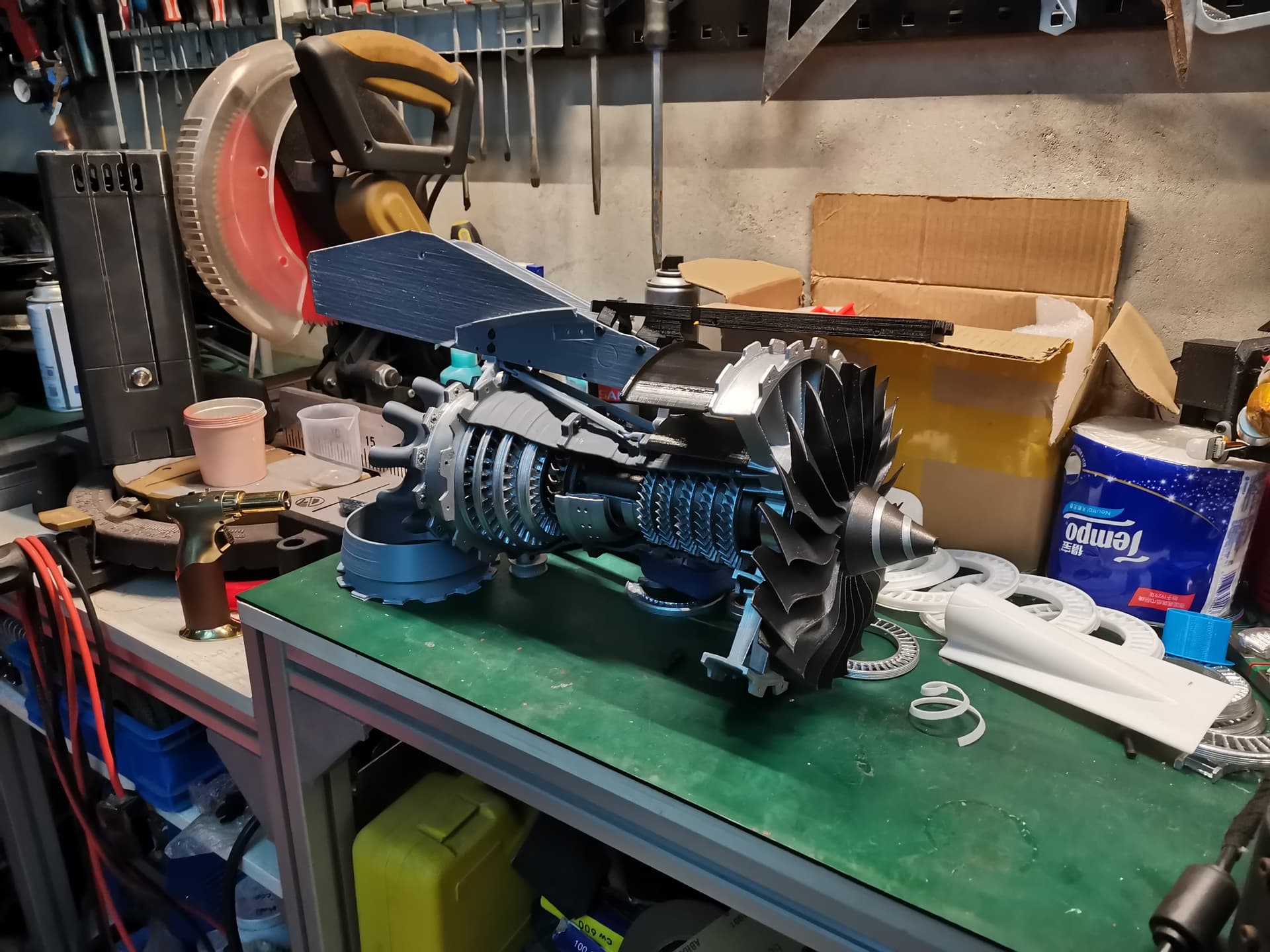
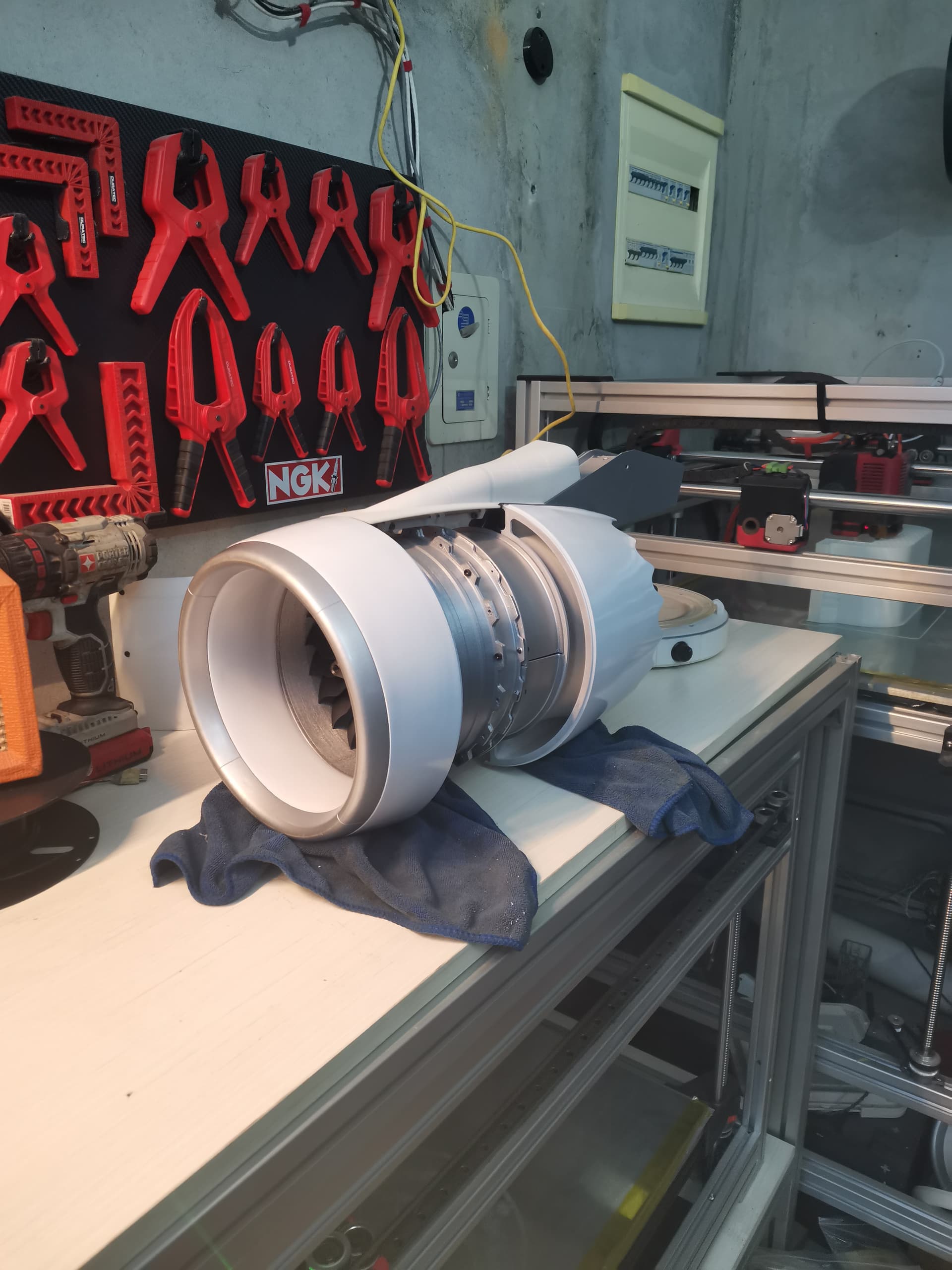
Anyway, it’s not entirely finished yet but it already looks so good I couldn’t resist to share it with you guys:
It’s a really fun project, the design is great. Having a huge printer is really a plus for this project, because the thing is bigger than it looks on pictures and the biggest parts won’t fit on regular/smaller printers. A version of the design exists for smaller printers, but then it doesn’t look nearly as nice because of the big seams and alignment problems between split parts.
Everyone who saw it in real life was very impressed, most people think it’s a real, functional engine, haha.
Maybe someday, if I manage to make a metal 3D printer!
Anyway, this coreXY printer ( I baptised it CoreXDIY) seem to work pretty well. I think the next step will be to enclose it at least partially in transparent plexiglas, because I noted that on large prints I get some artifacts and slight deformations whenever I open the garage door for too long (outside is cold nowadays). Other than that it is pretty much done, I’m very satisfied with the result. Time will tell if this setup is reliable, I hope it is as reliable as the BOx.
BTW, fun fact about the BOx reliability: it has been running for at least three months with two broken stepper motors, one on X and the other on Y!! I thought the gantry was a bit hard to move and this was the reason, two steppers fried their bearings and were very hard to turn by hand, almost completely seized. Incredibly enough, the printer kept working perfectly fine, although with a little bit lower print quality (barely noticeable). It’s really crazy how bulletproof this thing is.
May the CoreXDIY live a long and healthy life full of cool projects!