my name is Martin and I am currently building my first ever CNC. The build went surprisingly well so far (considering my non existing expierience with 3d printing :-D). Now I am facing an issue where I am not 100% sure if I am on the right track.
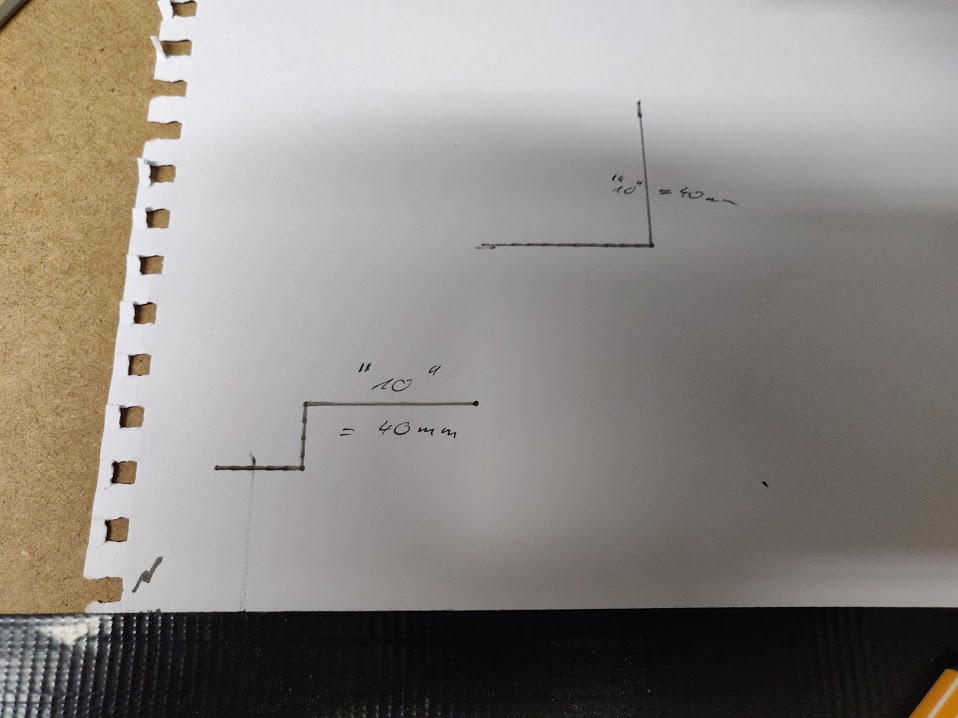
During the crown test I wondered why my machine is hitting the of the working area while the crown is supposed to be 150mm wide. Since this happend with my own and with Ryan’s gcode i concluded it must be a general issue. By checking deeper I noticed that my machine is going way to far if I use the manual “+10” control in repetier host. It seems that it is going 40mm instead of the desired 10mm. For X and Y I could measure pretty well and the real value should be really close to 40mm. For z I didn’t have a good idea to measure exact so far but it should also be at least close to 40mm.
I assume, that I need to change my steps/mm in the firmware config? It was not clearly mentioned anywhere (no offense) so I am not sure if this is the right way to go.
My Setup:
MPCNC with about 800x600mm working space
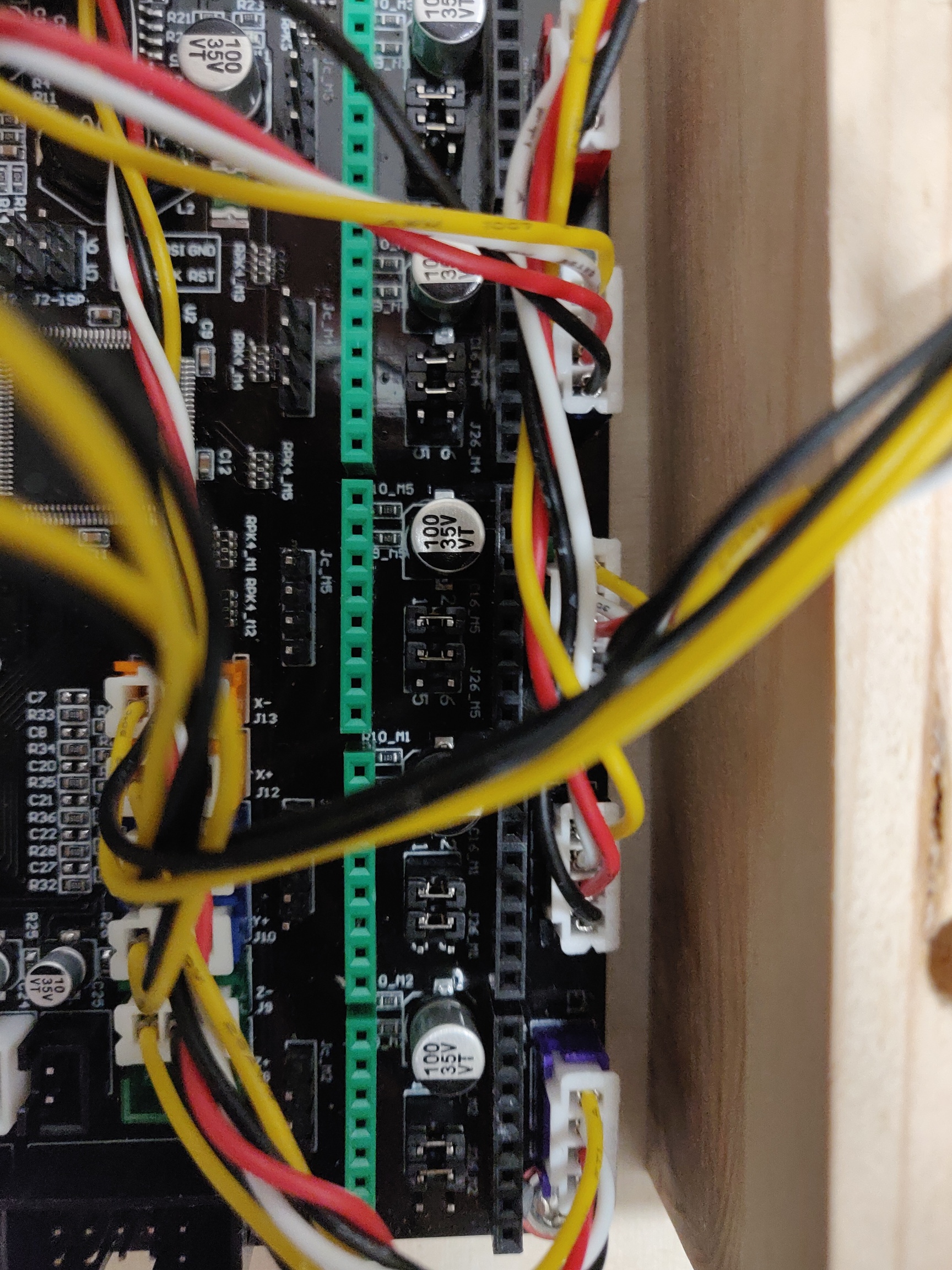
MKS Gen1.4 Control board
DRV8825 drivers
jumpers configured to 16 steps (found this recommendation somewhere here in the forum)
Firmware linked in the tutorial (V1CNC_Ramps_Dual-2.0.7.1-src.zip).
The only change I made to the source files was #define MOTHERBOARD BOARD_MKS_GEN_13
Should i change the steps per mm? Since my machine is moving too far I think I need less steps? Should I simply divide those values by 4 or is there a more scientific way to determine this? And why are there only 4 values where I have 5 steppers? #define DEFAULT_AXIS_STEPS_PER_UNIT { 200, 200, 800, 200 }
The ramps steps/mm are configured for 1/32nd microstepping. You can just put all the jumpers in and that should be right.
But 4x is too much. You don’t have 32T pulleys or something, right? Is your Z 4x as well?
The mirrored axis don’t have separate numbers. They need to match. So those numbers are X, Y, Z, and the extruder, which won’t matter.
M92 X100 Y100 Z400
M500
That should set them 2x lower, but something is still weird, and it would be good to figure out what.
The steppers are 1.8deg/step or 200 full steps/rev
There are 32 microsteps per full step
The pulley one revolution per 16 teeth
The belt has one tooth per 2mm
I will Check the Jumpers and go for 1/32. It’s been a while since i did the Jumper config. Maybe i remeber it wrong and configured it to 1/8 instead of 1/16. If thats not not the Case i dont know what could be wrong. Pulleys are 16 teeth. Z is also going 4x the way