I will update this post as I progress building my MPCNC Primo that I’m naming “Electra”.
My initial base requirements
Can withstand the summer heat here in Texas, outdoors when in use, in a shed when stored (55-60C).
Easily able to be stored/setup within 15 minutes.
24"x24" working area and 36"x36" footprint (roughly).
Convertible to LR4 at a later time, re-using as many base components as possible.
Able to cut wood, plastic, and aluminum.
Available post-processor for F360
Printable within the limits of a Bambu Lab X1C with AMS (256x256x256)
My findings during the research phase
PLA may be suitable for my use case since it is the beginning of winter here, but I plan on using PET-CF if I run into trouble when summer arrives. Ryan and a couple of others recommend this in the forum and documentation.
The MPCNC and LR4 are capable of milling aluminum.
CA Glue on painters tape makes a good hold down to spoilboard for aluminum.
3/4" EMT conduit is cheap and effective for rails.
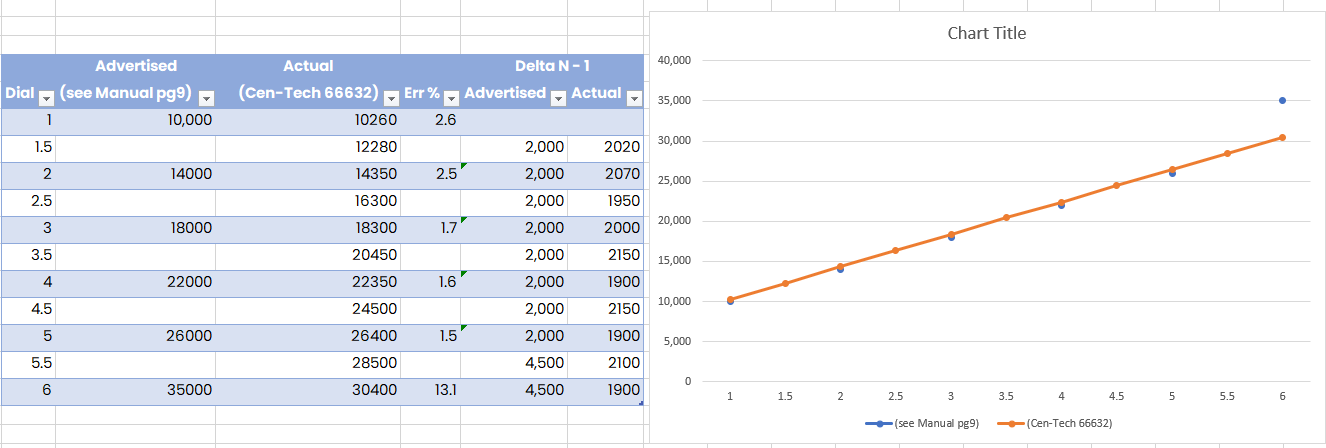
The Kobalt 1.25 HP palm router was brought to market with advice from the users of V1E products. There are a few notable improvements over the other brands of compact routers. Namely ER-11 collet compatability, 1/4" and 1/8" collets are included, detents at each digit and in between for the speed dial, and a 8’ cord. All of these features were important to me once I realized they were available. I never considered that the speed could change with the dial vibrating to different settings while cutting. The detents are solid but not overbearing in the one I purchased. Additionally the Kobalt router’s speed range was wider than the other brand names (10-35k rpm).
I was unable to buy the MPCNC kit. I was able to purchase everything but the conduit, fasteners, and PLA from the V1E store. I have the steppers left from a previously planned 3D printer project, but now plan on using them for this.
“GRBL” is a built in PP for F360 that is usable for the MPCNC.
Component choices pre-build
Kobalt 1.25 HP compact router
Jackpot Controller running FluidNC firmware with TMC2209
F360 Post-processor
3/4" EMT conduit measuring 23.5mm OD
LDO 42STH48-2504MAC stepper motors.
mechanical limit switches
Sunlu PLA (black and blue to match the Kobalt router)
I welcome any and all suggestions. My plan is to build within the scope of the base docs and upgrade/replace as needed when the time comes. Thank you all in advance for your help!
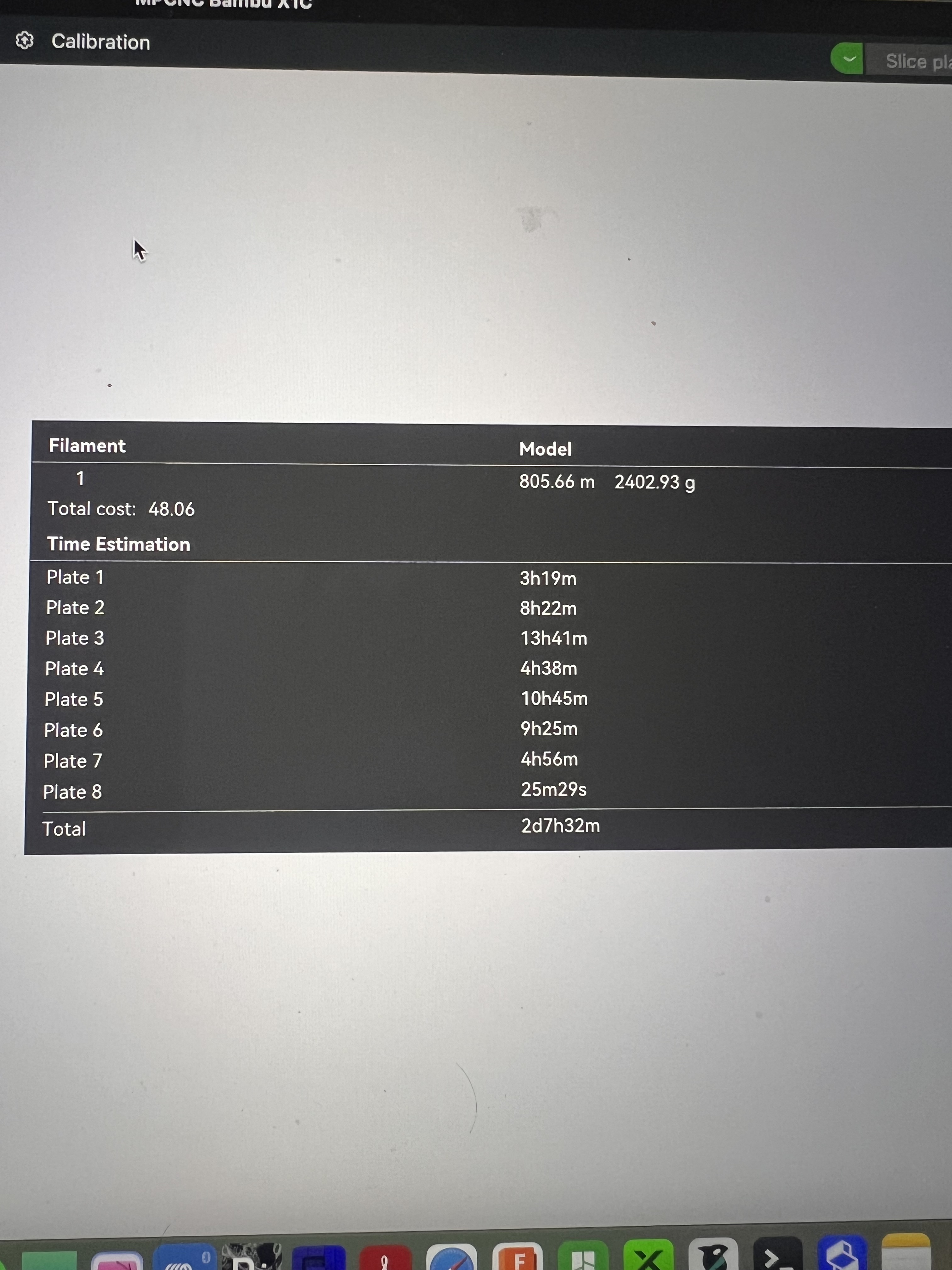
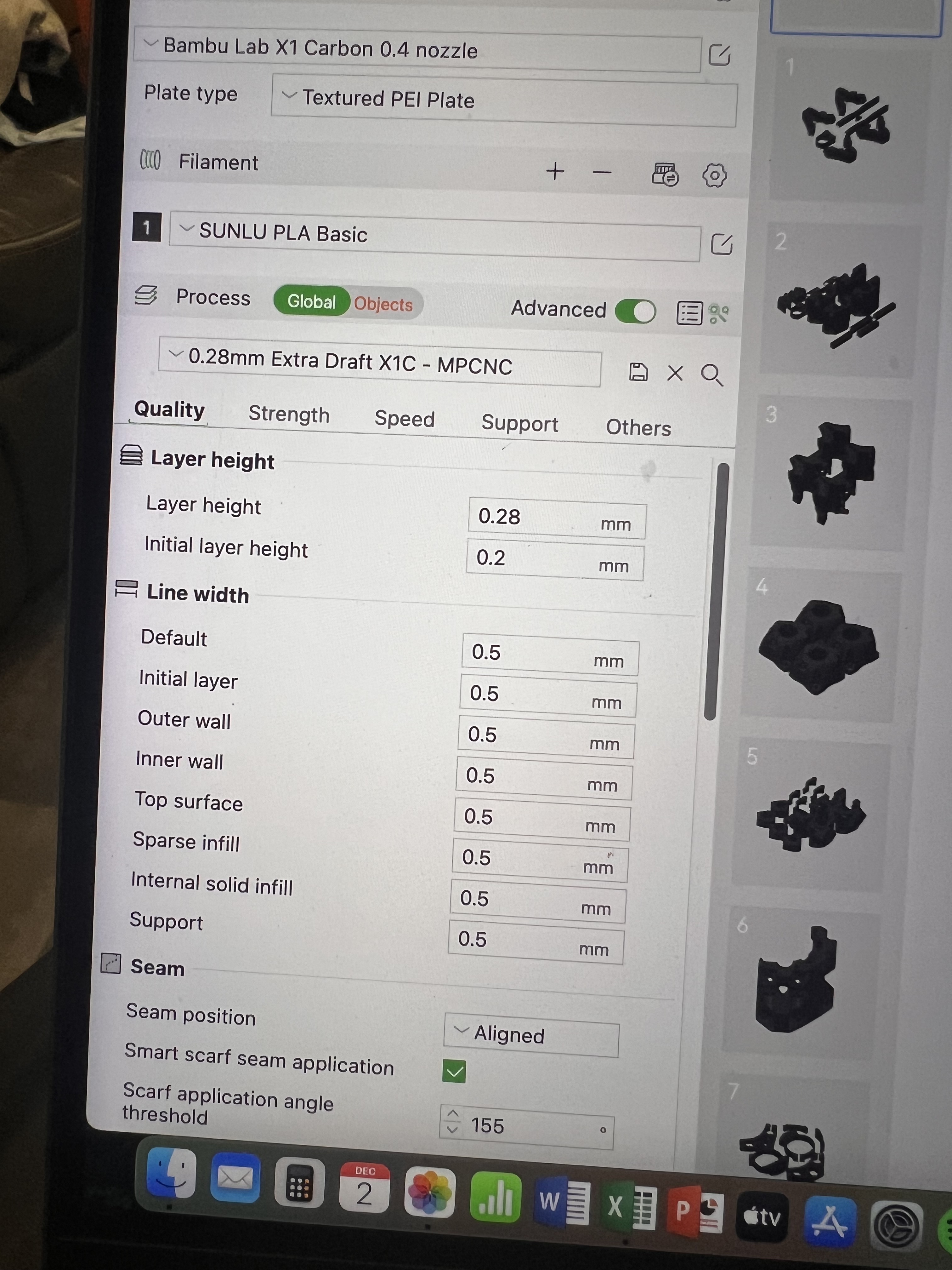
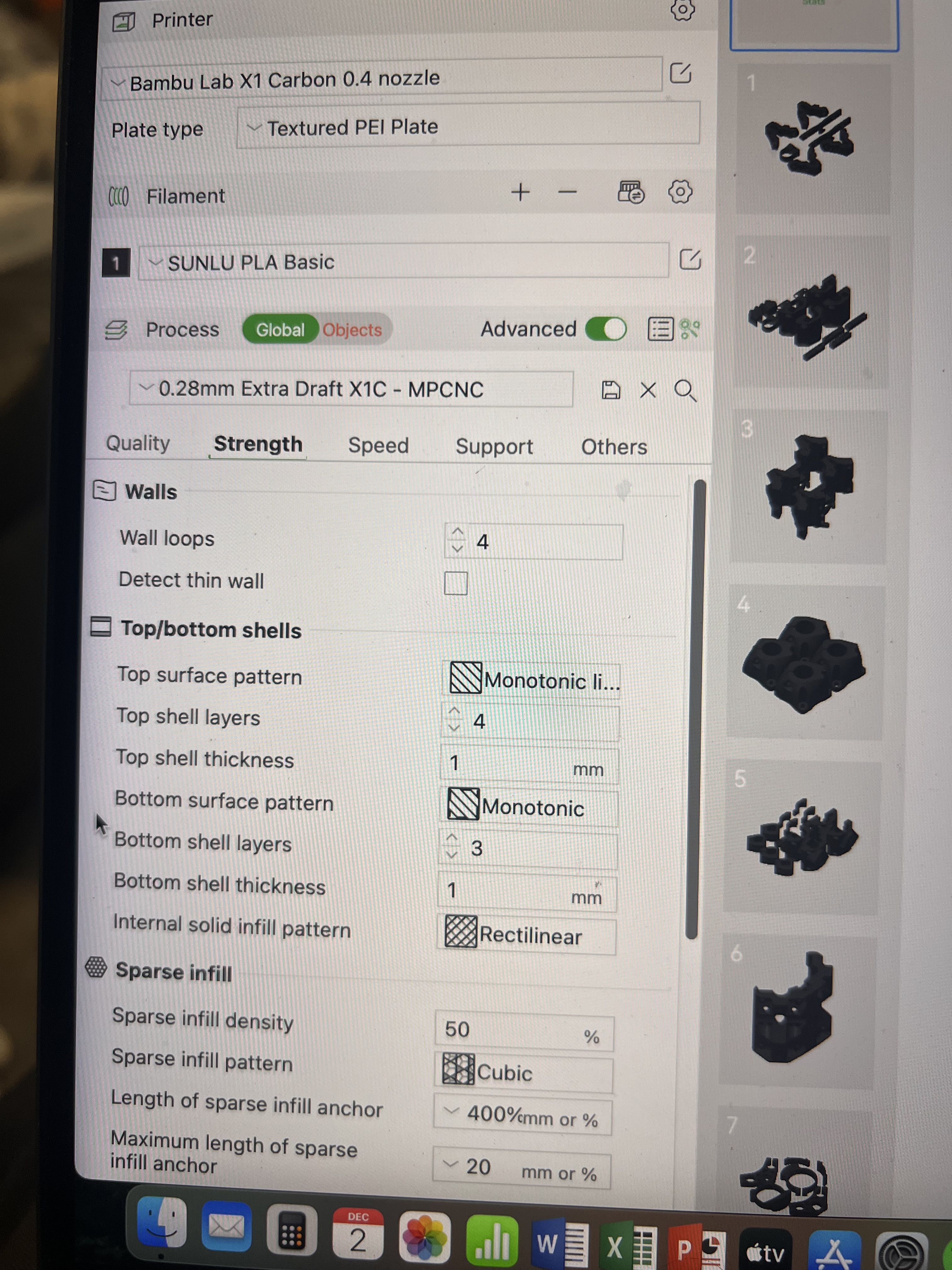
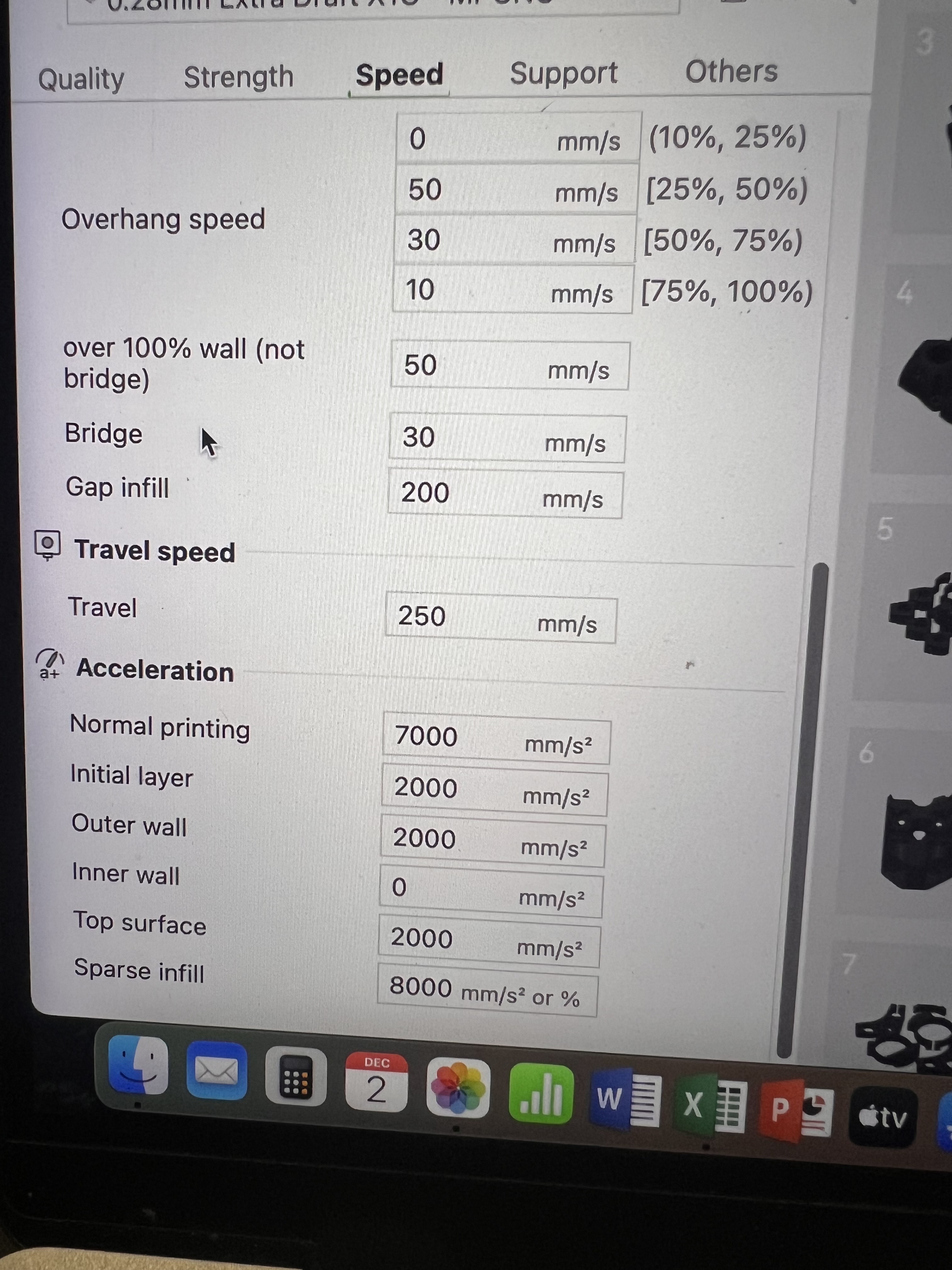
Today I started printing parts for my MPCNC Primo using my Bambu Labs X1C with 0.4mm hardened nozzle and Sunlu PLA in blue and black to match the Kobalt router. Here’s the settings I am using. I know it’s not fast, but it’ll bond the layers better. Because of the hardened nozzle I’m printing at 230c with a max flow rate of 16mm^3. My part fan is at 50% except for steep overhangs at 100%. I set cubic infill to 50% except the core, and 4 walls.
Today I changed my working area to 36”x36”. I was confused I guess. I thought the limit was 24x24 if you wanted a “square workspace” (which was completely wrong).
I then cut my 3/4” EMT conduit that was about $10 for a 10’ section. I bought 3 just to be safe, and realized I could barely squeeze enough to make a 36”x36” build area with the 30’ of conduit. It did pay off when I strategically decided which lengths would be cut so I utilized as much of the first two sticks, as to leave enough for remaining cuts using the 3rd stick. I had about a 14”, and two 2” sections left over.
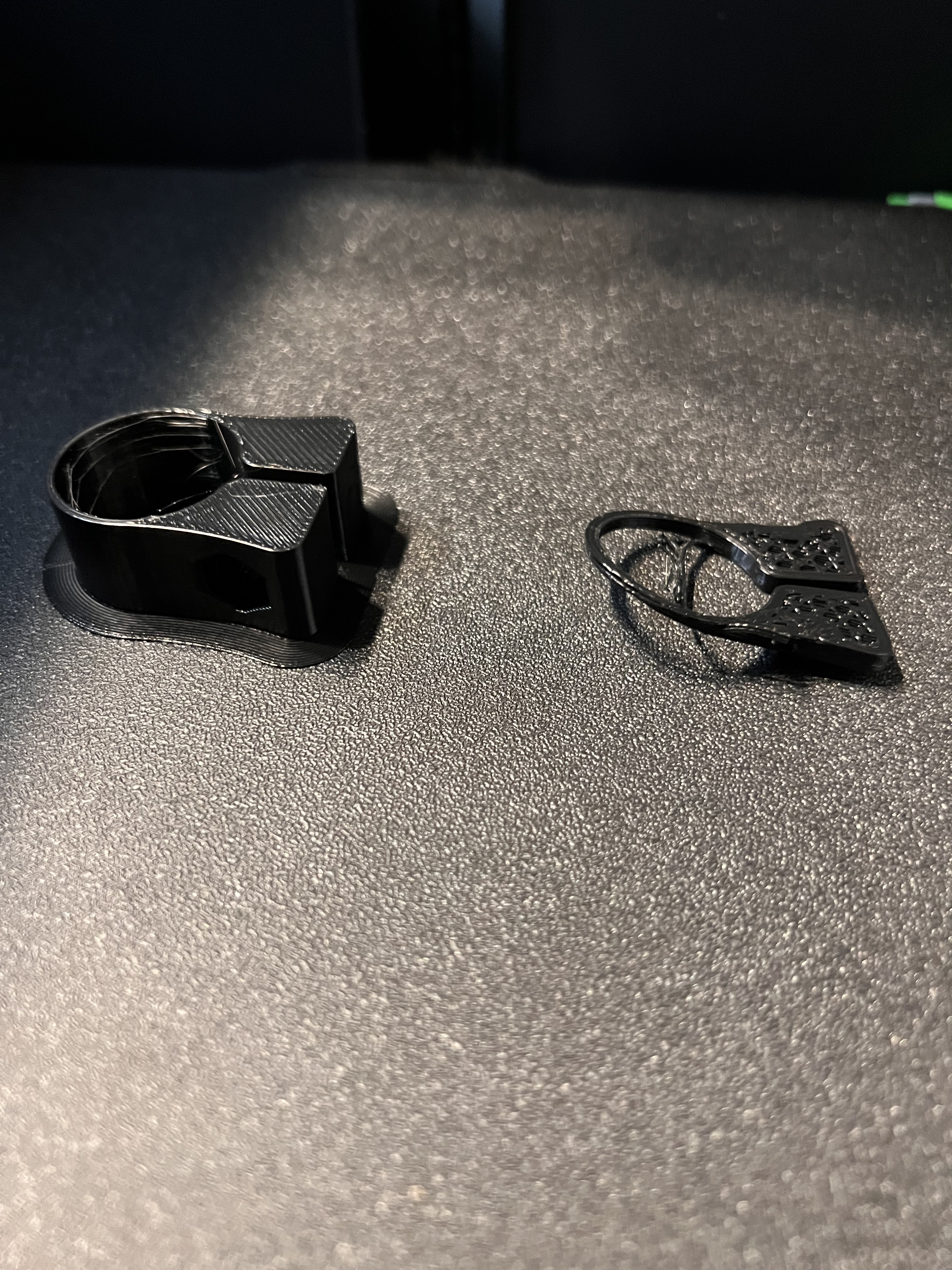
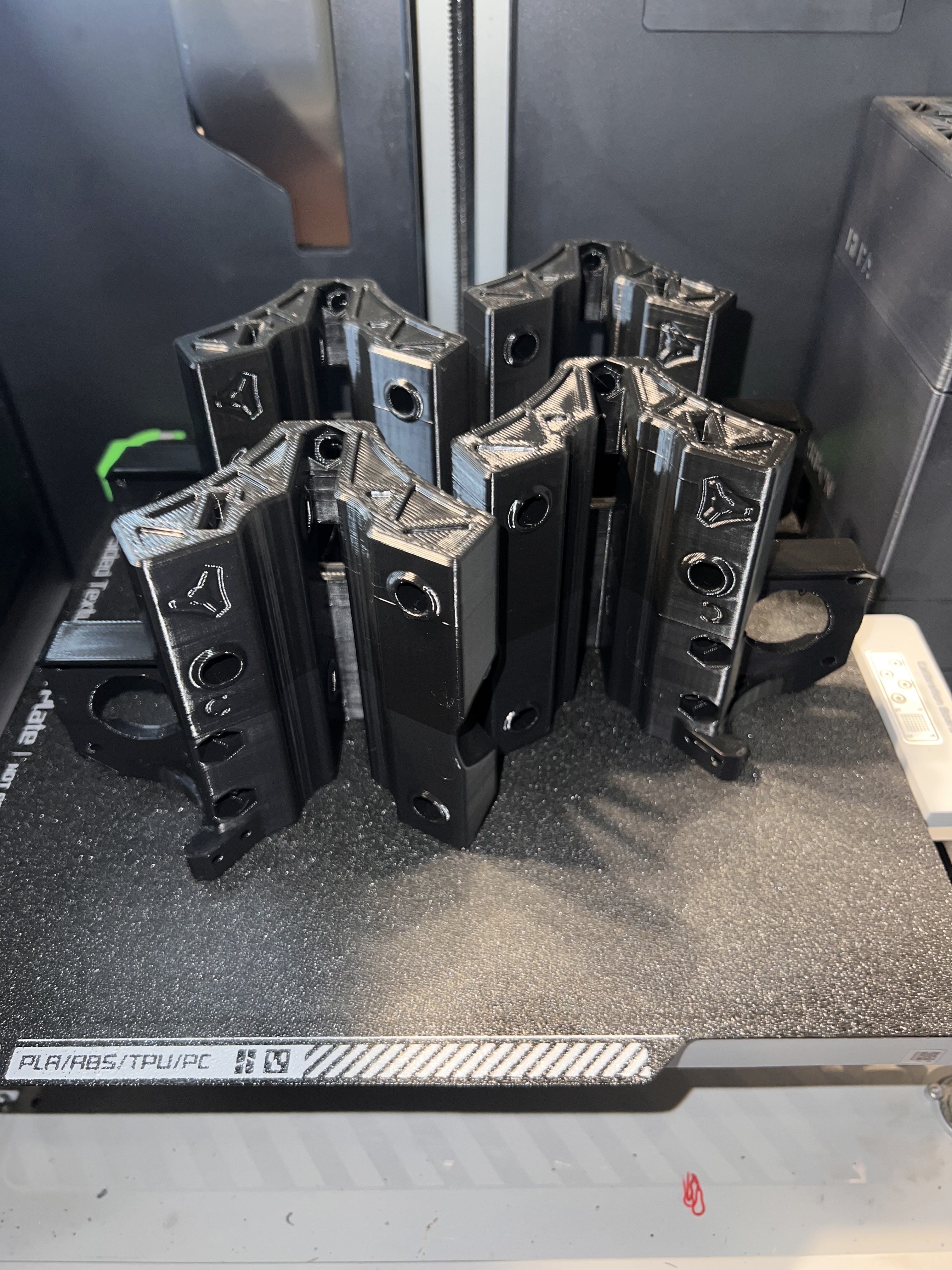
Yesterday and today I’ve been chugging along with printing the parts (Color A=Black) in PLA. The small clamps didn’t adhere to the bed well enough (due to the thin profile contacting the bed), so I added a 5mm brim with no gap. Issue resolved! I’ll start on the Color B = Blue parts tomorrow, saving the final plate for THE CORE! I’m pretty confident I have everything dialed in for the next few plates.
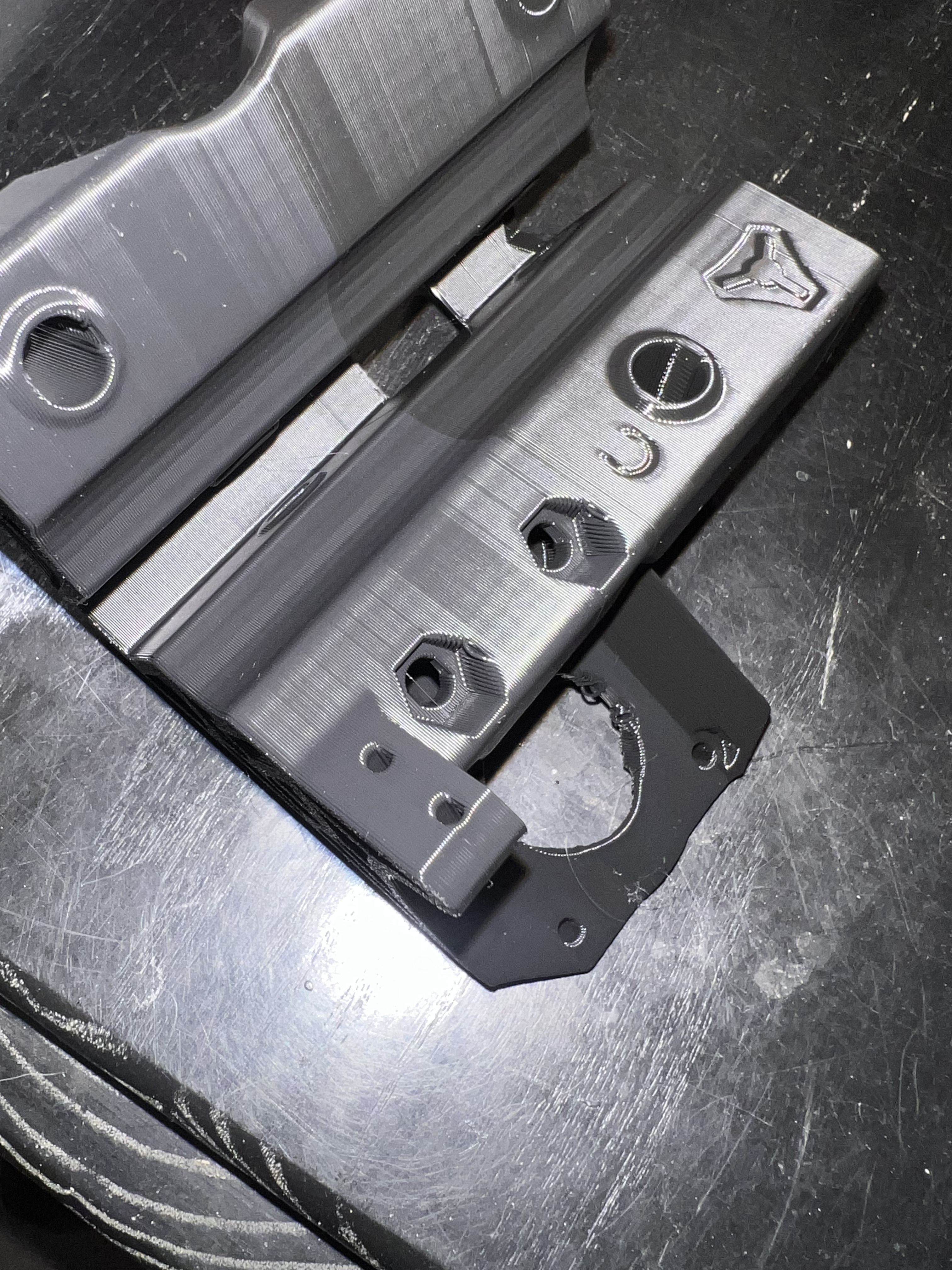
These parts are well designed for 3DP, my only recommendation is to change the “bore” of the stepper mounts on the trucks to a diamond or hexagon shape to improve (even more) ease of printing.
I’ll keep that in mind then when I run into issues. I had just enough conduit to make it 36"x36", so I wanted to see how it would work out since I can just make the conduit length shorter later.
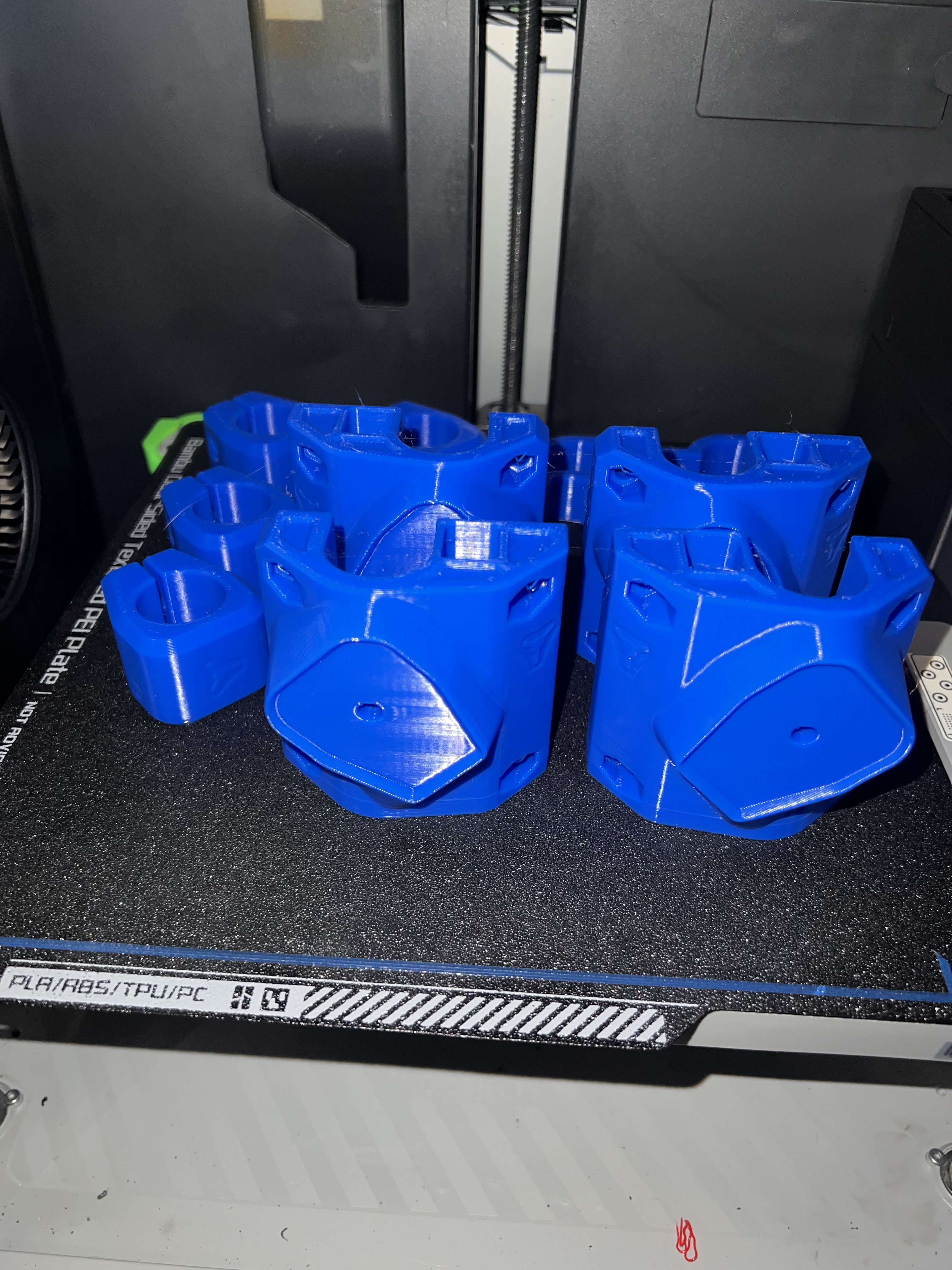
Today was rainy, so I printed a plate of blue stuff. I thought I had tuned my flow with this filament, but still ended up with minor over extrusion. If it affects fitment during assembly, I’ll reprint this plate.
Also I received my “kit” from the V1E store with a sticker signed by Brian. Small touches like that will always win me over. Like a BTT ducky!
This morning, since I couldn’t find one, I created a tool library for F360 from the assortment pack of 1/8" carbide tools plus the 1/16" endmill that all come in the V1E store assortment pack. I couldn’t find the ball endmill within the Kyocera PCB lineup, but the rest had feeds/speeds/geometry data on their site. Here’s the tool library for you to import if you’d like it.
WARNING: I have not tested these tools in Fusion 360 yet!
Yesterday I built a table using 2x4s and 1/2” MDF. I used the scraps of the MDF as a spoil board. I’ll post pics when I get it set back up. The forecast called for rain last night, so I concentrated on the build more than the documentation side.
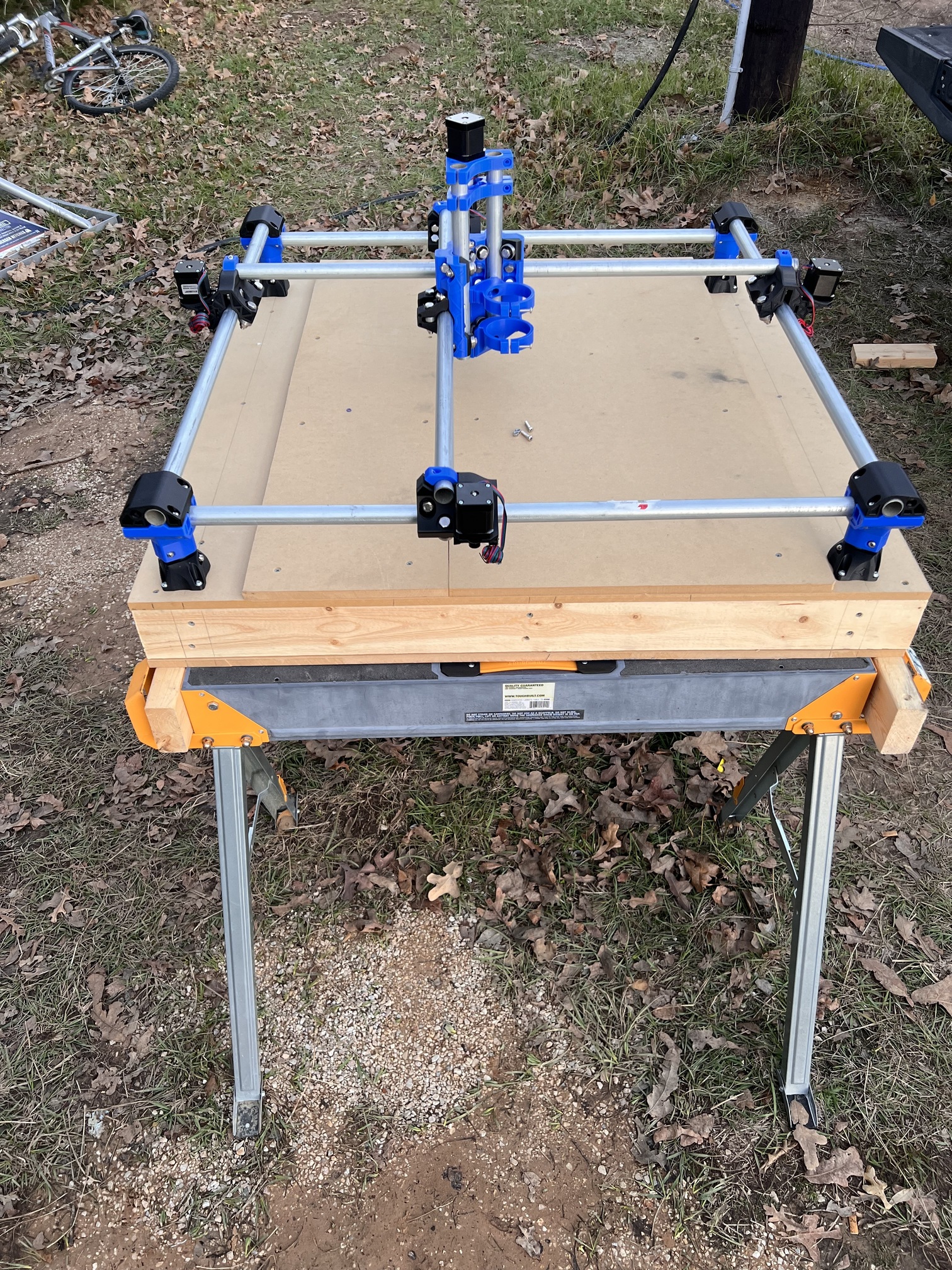
After considering the advice from a previous comment, I reverted to a 24”x24” build area which comes out to about 36”x36” footprint. So I built my table around 39”x39”. I built the table so it can use two foldable metal sawhorses as the legs with the tabletops’ 2x4s resting in the slots of the sawhorses. This will allow me to store the MPCNC attached to the tabletop and the “legs”(sawhorses) separately. All I should need to do for setup is level the sawhorses in line with eachother and set the tabletop on them. At least that’s my intention…
More rain today, so I’m planning on assembling the few things I can. Yesterday I spent a few hours looking through the settings/language of Fluidnc and got a few pics of the table I built.
I have a background in 3DP, and I have tried to be a sponge in the name of “learning how to design my own stuff”. When using FDM printing, there’s a few cheat codes when designing your prints. I highly recommend if you want to dive down this rabbit hole, check out Slant3D on YT.
Problem: I couldn’t find a z rail drilling jig for 23.5mm OD (3/4” EMT conduit). I liked the design of the other two I saw on printables, but they weren’t the right size, and they weren’t designed to be printed easier.
Solution: I designed a drilling jig with rounded corners, an ID of 0.3mm bigger than the OD of the conduit (slip fit tolerance), rounded corners (for faster printing), recessed M5 nut holders, uses two M5x30mm screws from the BOM, has teardrop shaped horizontal bolt holes (to prevent curling), and embossed on the sides are “M5x30mm”, “8mm drill”, and “flush end”. The two bolts clamp the conduit. The drill holes are 8mm wide at 22.5 and 97.5mm from the end of the conduit once you line it up with the “flush end.”
Today I made some progress with setting/squaring the base but ran into a road block. I had spun one of the nuts and stripped the nut trap on a lower corner piece.
One other roadblock I ran into was I couldn’t find the steppers in storage, so opted to go with the BOM steppers which I haven’t heard any complaints about.
On the plus side, the weather was beautiful and I have the trucks ready for steppers once they arrive.
Very nicely done. I need to copy your idea and start putting text on my fixtures with notes of what it is. At the moment I just use red for English, Green for Metric jigs. Need too start adding text, and date
As simple as a jig is, I like it when model designers add little touches to help you figure things out (if it’s appropriate). I wouldn’t want text on a part of the MPCNC or anything else that’s visible though.
The past few days have been rainy, so I didn’t get much done on the build until today. Thankfully I was able to make a bunch of progress today.
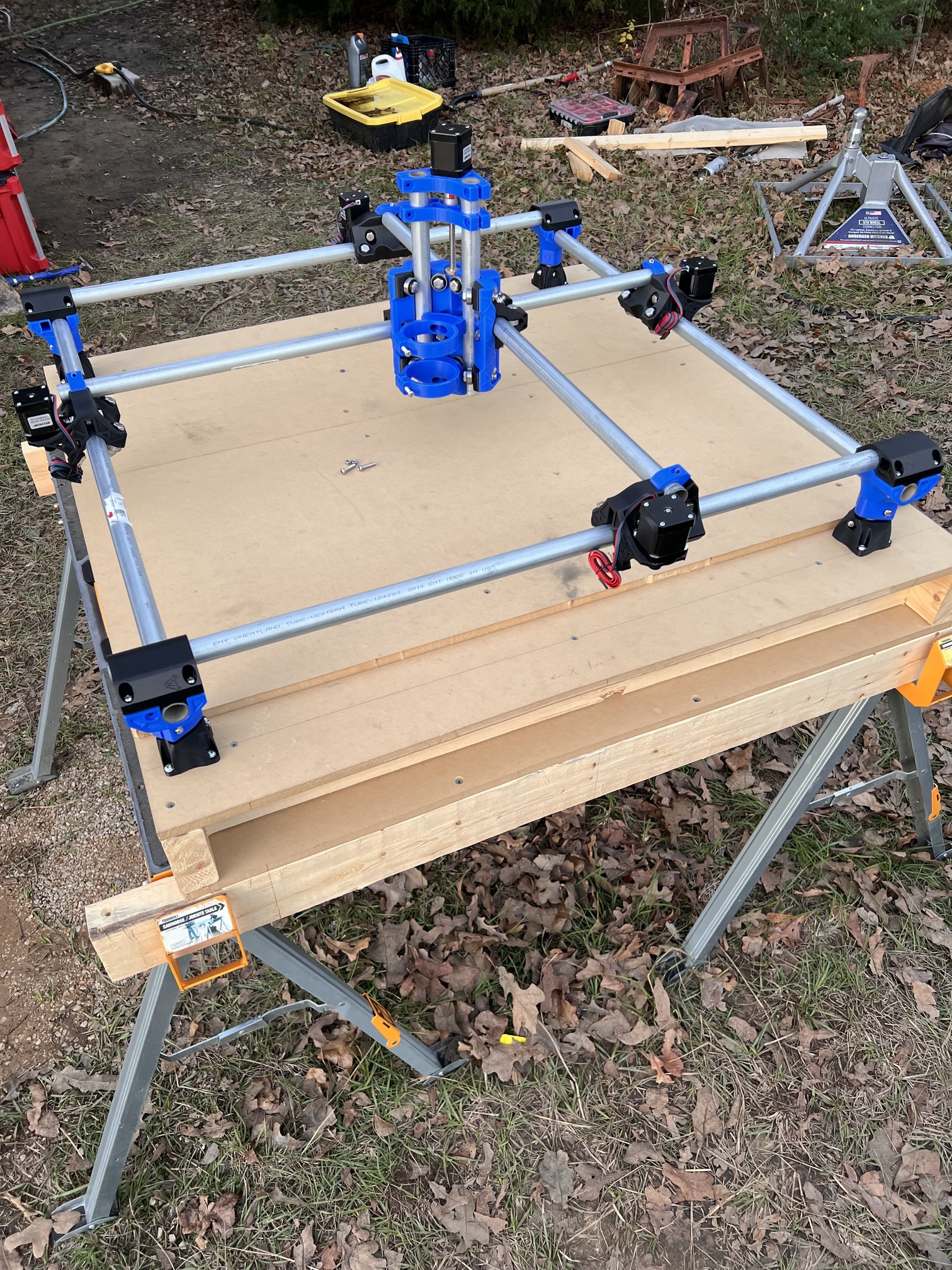
I did run into a speed bump because I missed adding the top and bottom tool mount plates before attaching the tool mounts to the Z axis. I’m grateful that @RockinRiley found my mistake quickly and then I was able to continue with the build. Here’s where I ended up at the end of the day, just before squaring the gantry with the core installed (disregard the missing M5 screws that I had to scavenge from the truck clamps until I get some more tomorrow😉).
23 December 2024 - Installed belts (love the design of the belt clips with different profiles), soldered end-stop cables, connected wiring, and then ran into an issue.
I soldered the 2 pins for NO use because I had everything together before soldering them. I forgot that they were 3 pin, and couldn’t see the 3rd one for NC use. Got that sorted out quickly thanks to the extremely helpful community here! After that I was able to make my MPCNC move the correct way and home. I ran out of time due to bad weather, but I should be moving on to drawing a crown within the next few days.
25 December 2024 - Merry Christmas !!! I have spent my little bits of down time on printing an enclosure for the Jackpot, and research (since it’s ugly outside). I’m currently reading up on Fluidnc commands, MPCNC workflow, cable management, and looking into the Fluid Dial Pendant. I know I need to work in baby steps, but I’m quickly realizing that due to my limitations of working outside in a temporary area, it’s hard to use a laptop for jogging and such. The pendant will help a lot I hope.
As far as cable management goes, I’m leaning towards using @trevordj ideas found in this thread
At work out industrail ironer is named Bella,
When I was told the name. I said" It needs a dancers name like Diamond or Cinnamon because its tempermantal and only happy and working when you’re throwing money at it!"