Added magnetic base and PEI. On reflection, adhering the magnetic base much earlier in the build would have been easier. People usually adhere the magnetic base before the heater bed, which is before the Alu Bed is mounted to the mdf/ply Bed Support Plate. Following that sequence would have made it easier to press roll the magnetic layer smooth.
However, on the other hand, the dumb luck stumbled upon alternative approach I took has helped me better understand how far off true flat my Alu bed is. So, upon further reflection, I don’t know what’s the best assembly sequence ![]()
Followed Wham Bam, and Steve Builds (Voron Trident designer) guidance for mounting magnet/heater base layers. Some notes:
3:41:00 Advice: Mount magnet layer to Alu plate before bed heater. Easier to roll flat.
3:42:00 Clean with Isopropyl liquid/wipes, remove debris, dust and oil.
3:45:00 Scrub with Scotch Brite Pad.
3:50:00 Set down and adhere magnet layer. Line up side and front, press down at back, check lined up, gradually peel back, press and “Roller Press” as you work towards front. Press it good, press it real good.
3:53:00 Cut holes in magnet layer.
3:55:00 Advice: Time permitting, let adhesive cure (Wham Bam docs reco 24-72hrs…). Putting under pressure and leaving to cure is good idea, that many people don’t follow.
3:57:00 Clean Alu plate for heater bed. Same as earlier, use Scotch Brite Pad .
4:03:00 Set down and adhere heater bed. Line up sides, similar to before, gradually peel and press down as you go, ideally with roller press.
-Heater bed went on slightly wonky, so, pay attention to multiple sides while adhering, don’t overly focus on just one edge.
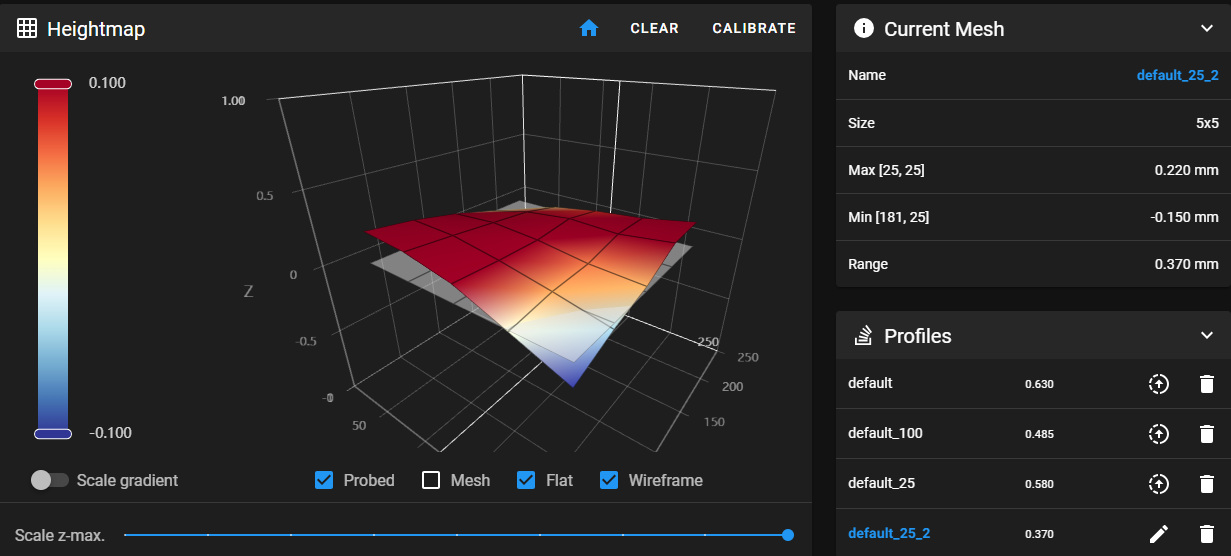
Adding PEI seems to have helped smooth out measured mesh heights a bit. Range 0.37mm seems pretty good, after you overcome the exaggerated perception that the visual diagram will impress upon you at first glance. Careful frame and/or Y linear rail tweaks maybe able to help improve further even.
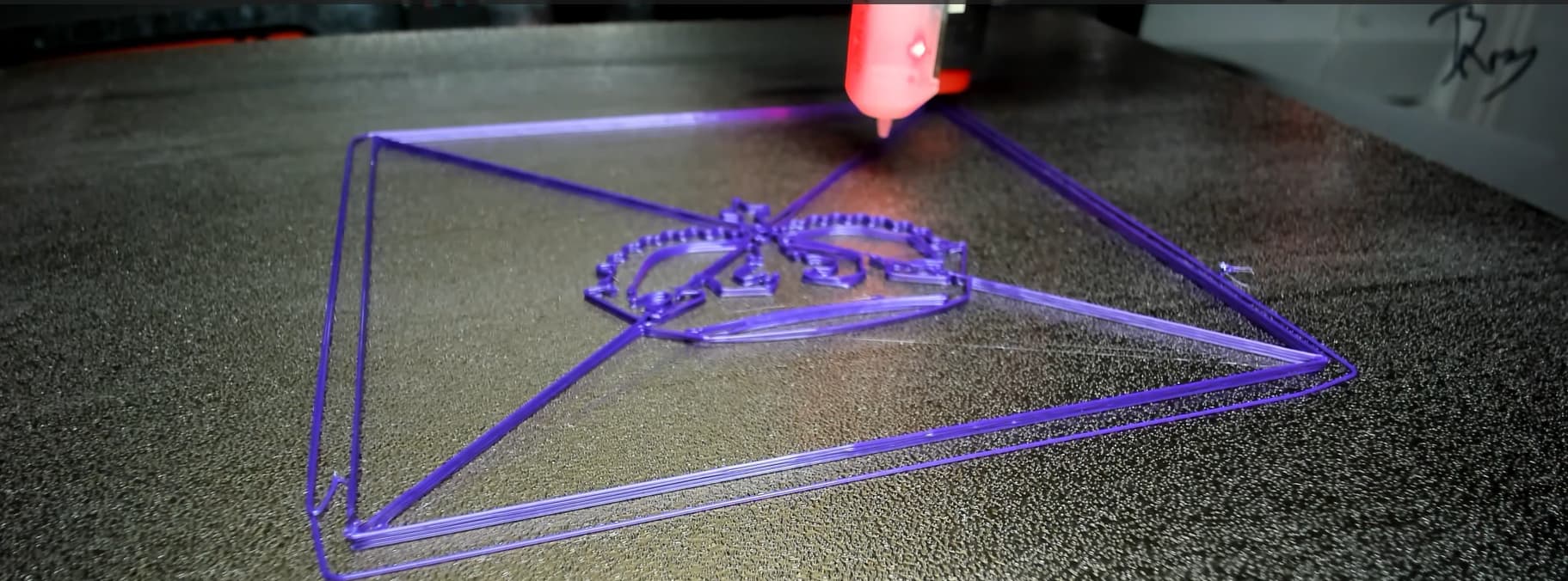
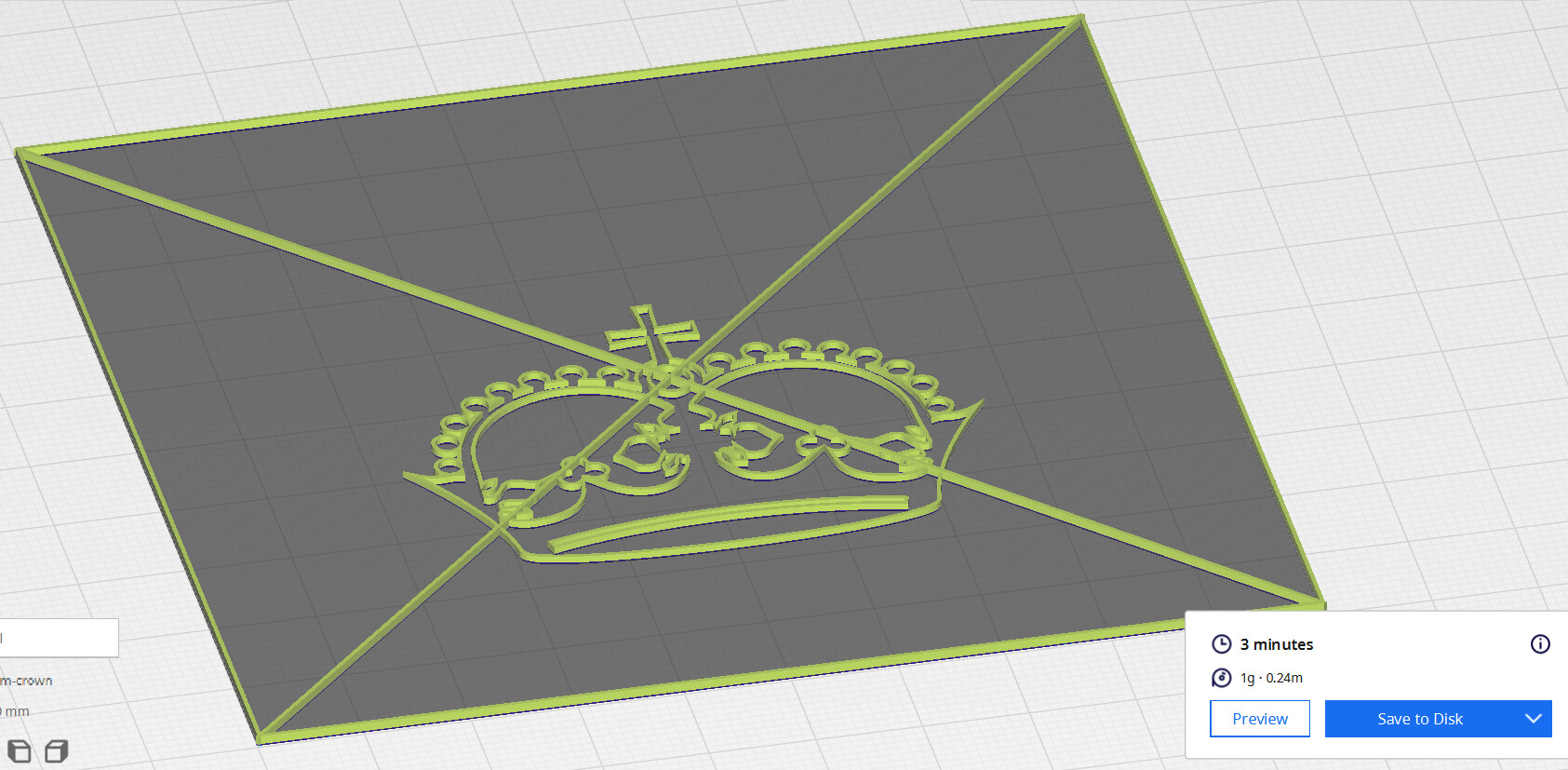
Using Bed Weld is helping my 100mm calibration crown stay put.
Currently printing bunch of 3min calibration crowns, nice fast try-tweak-repeat cycle time, tweaking various settings to try and dial in new Cura profile tuned for this printer. Am coming from a simpler Bowden Ender 3 Max. So, I get the opportunity to (re)learn settings for direct drive, linear advance, input shaping and bunch of other stuff that makes sense for this build. Will eventually share a Cura/Prusa slicer profile that works for me. Maybe someone has one already?
Update: Dimension lengths seem good, e.g. Crown’s outer border sides measured exactly 100mm. However, it’s skewed slightly, the diagonals were off (~140mm and ~142mm, should be 141.4mm). So, am following MP3DP v4 docs - Squaring and calibration, Klipper Docs - Skew Correction and other resources to fix…