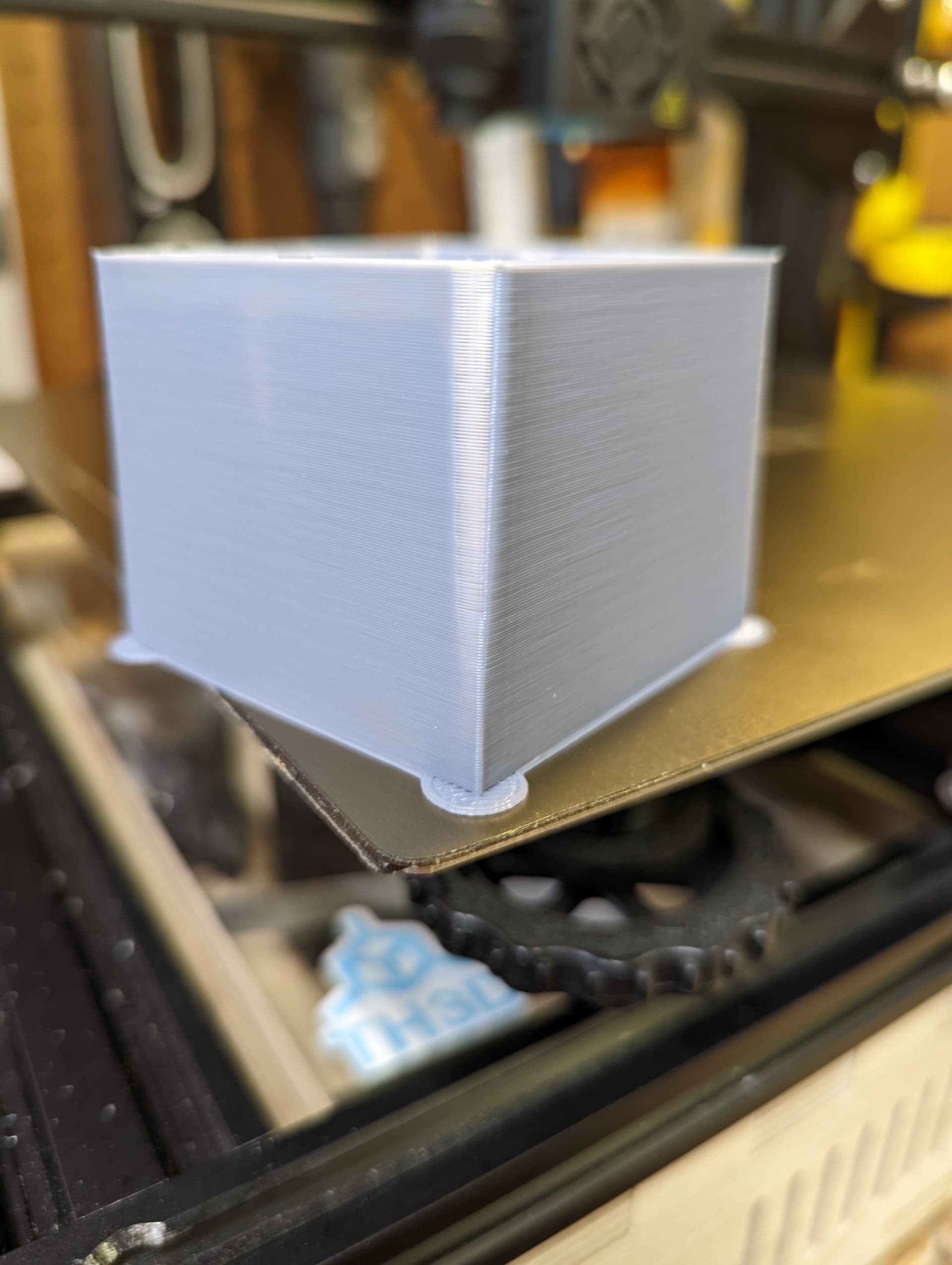
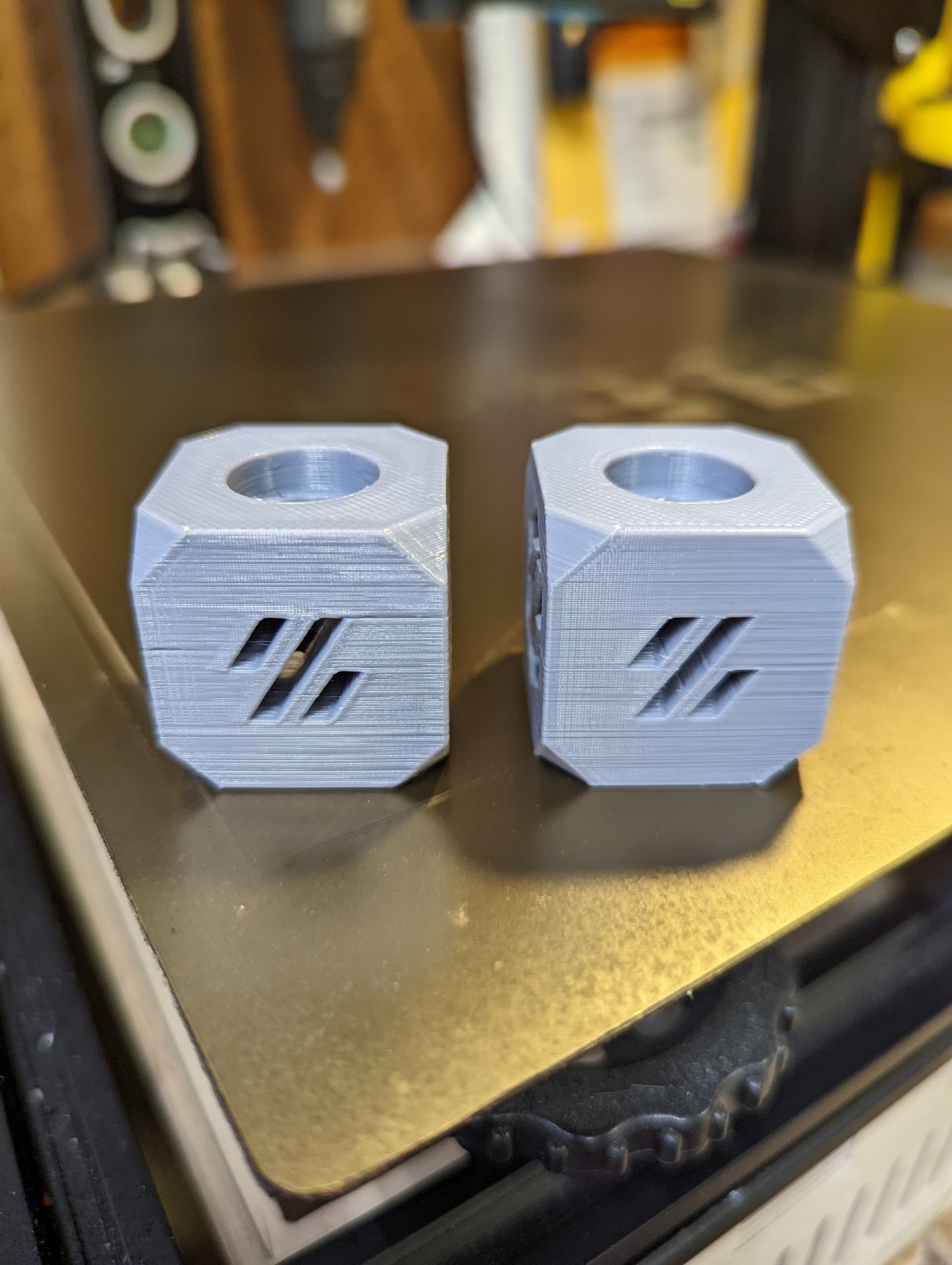
Yes looks better to me, but I do see some bulging in the corners and some ringing on both X and Y axis. You should run Pressure advance to minimize that
Did you measure the cube with a caliper? how off are you from the 20mm?
Did you double check rotation Distance?
I look again on your printer.cfg and you have
I also have Acceleration control (Advance) Disabled on the slicer.
I’m not ruling out the possibility of been a mechanical issue but I would start here.
I was able to print with much higher acceleration 3500, but for a very short time, things start to get loose and I end-up with a bad print. Now that I dropped to 2000 it seams to be holding a good print .
I tried the pressure advance but I must have done something wrong because after I set it and then went to print something the object was under extruded and the corners were not square.
This is what I had it set too: #pressure_advance: 0.246 #pressure_advance_smooth_time: 0.040
Your printer is a direct drive, your pressure_advance should be on the 0.0something range. When doing the math you probable probable use the FACTOR=.20 instead of FACTOR=0.005
This is mine, and pressure_advance_smooth_time didn’t do anything for me.
Maybe you can tell me what I did wrong with the extruder.
I believe the micro steps set to 16 is correct. However. the rotation distance I don’t think is right. I do think the gear ratio is right. I have the Nema 17 pankcake motor with the gear on it going into the Bontech gear set - I.e. Clockwork 2 Extruder from Voron.
My build I have been using mod parts from “Sebastian” and looking at his cfg file. he has noted these values and he is using a stealthburner.
microsteps: 16
rotation_distance: 22.67895
##gear_ratio: 50:17 # Clockwork
gear_ratio: 50:10 # Sherpa mini
Appears he is using Sherpa mini but his rotation distance is nothing like I have.
I am not sure if I need to change it but given my prints are pretty close to being dimensionally accurate do I just leave it.
For the time being I am leaving it is and will do the ringing tower print and will report back. However, I did change the printer details to match yours. Hopefully I print it correct. I print with zero infill and 2 shells.
I’ve seen that when the heated bed springs are too loose, and allow the bed to wobble a little. It’s not an uncommon problem on a bed-flinger style printer.
The bed springs are stiff - not super stiff not sure if this is the cause or maybe the lead screws.
The belts are super tight, the grub screws are tight on the steppers. I have a different lead screw coupler I am using -
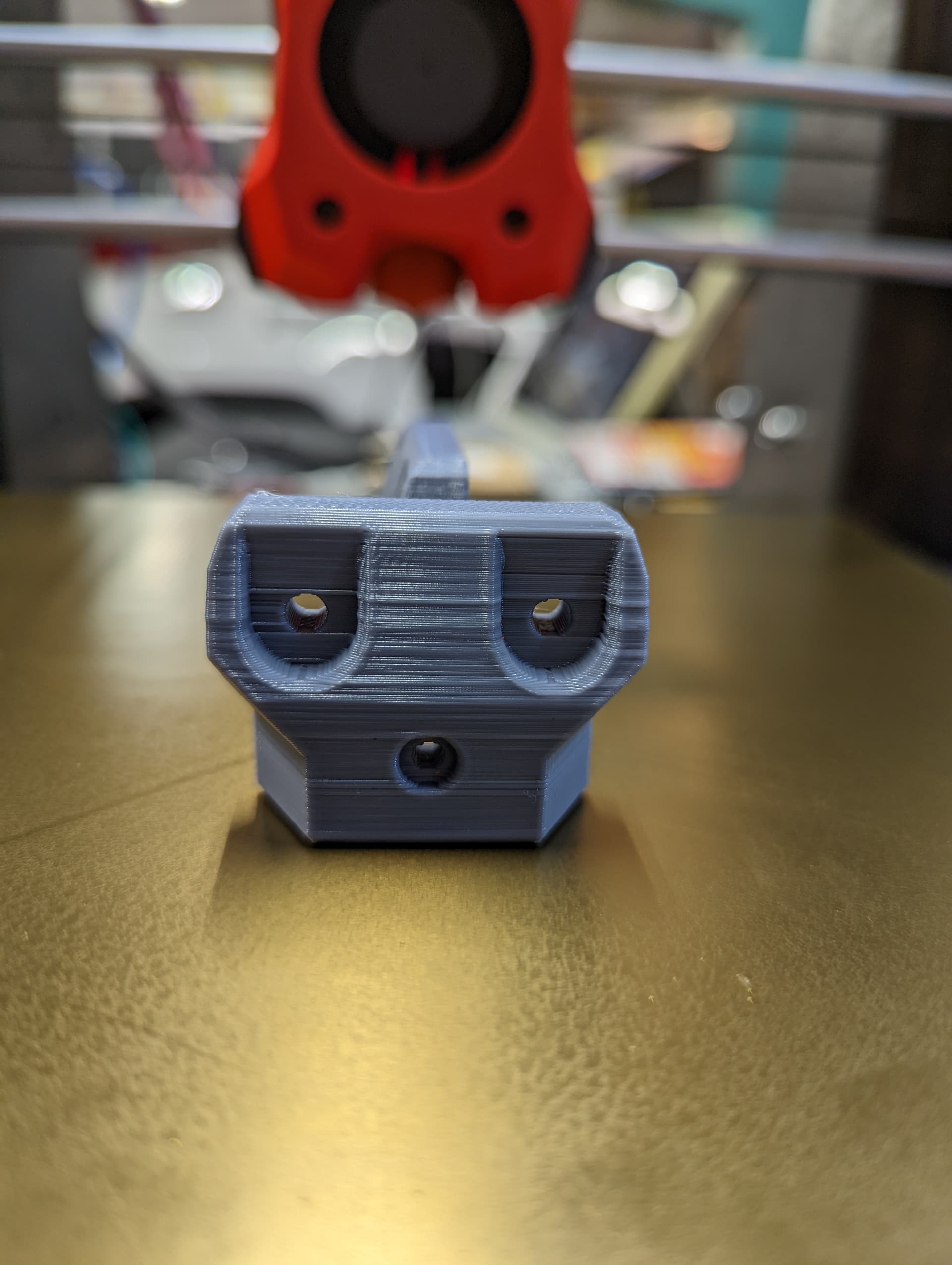
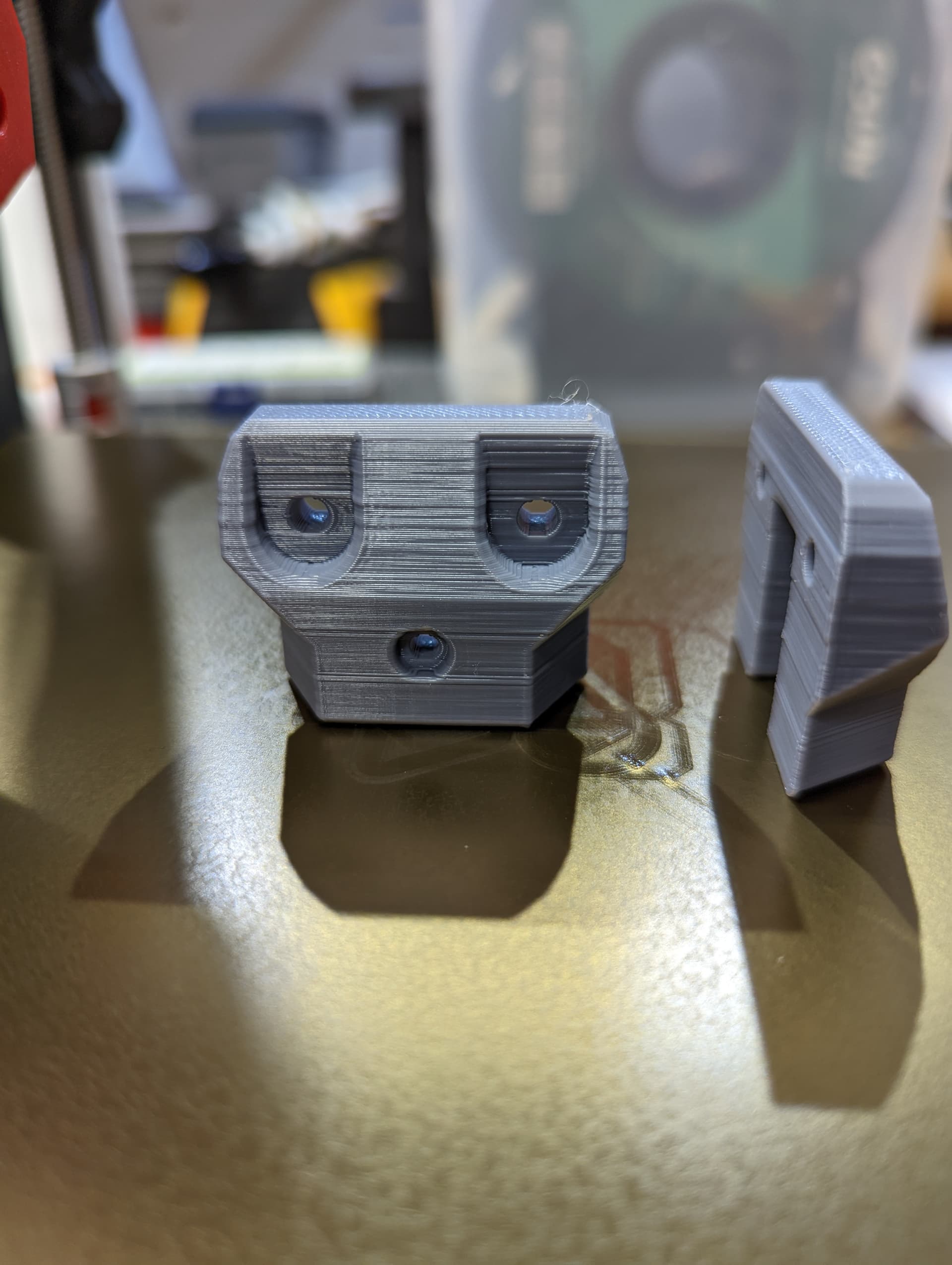
It kind of looks like the later right above the eyes is thicker on both sides. If that’s true, then that layer is being squished. Not anything to do with X or Y, it has to be Z, right?
Something on the head is lifting or lowering, or something on the bed is lifting or lowering. I think you need to start poking at stuff and see if you can figure out what is moving.
What do you have as steps/mm for your Z. It looks fairly consistent, which leads me to think that it’s something systemic. What size nozzle is it, and what is your layer height? Try re-slicing the model for a different layer height?
If you are using 400 steps/mm for Z (Pretty typical) what Z speeds and acceleration do you have set? Z doesn’t need to be fast, but with good motor control it can still go reasonably quickly. For a 4 start (8mm lead) screw, layer heights in multiples of 0.4mm (0.16, 0.2, 0.24, 0.28) are all very good, as they are multiples of a full step on the motor, which makes them (usually) the most consistent. (But then, I use a 0.333mm layer most often, so take that with a grain of salt…)
The bed does need freedom to expand a bit or it will buckle when heated worse that it already does. It seem like it is very close.
Are you sure your extruder is not moving? it looks like it is getting knocked a bit back and forth. Almost like a layer shift but less. If those are like 15% infill I have no idea how it is happening.
The tower looks okay or I would say you are over extruding. Maybe double check the 100mm test just to be sure you are not.
Running Klipper-
Z is:
microsteps: 16
rotation_distance: 8
full_steps_per_rotation: 200
Nozzle is .4 and my layer height on these prints is .20
The tower print which was for a pressure advance test was printed at .30 as that is a requirement for said test.
I don’t recall the Z speed but its nothing fast - same for acceleration.