I added this:
[safe_z_home]
home_xy_position: 20, 18
speed: 50.0
z_hop: 5
z_hop_speed: 20.0
move_to_previous: False
Now it homes to front left of bed. However, if I try to move x to 220 it does not to to the far right of the bed.
I added this:
[safe_z_home]
home_xy_position: 20, 18
speed: 50.0
z_hop: 5
z_hop_speed: 20.0
move_to_previous: False
Now it homes to front left of bed. However, if I try to move x to 220 it does not to to the far right of the bed.
Where does X 0 get you?
I’ll admit to not knowing a lot about Klipper, but so far as I can tell, the board itself keeps Marlin.
If you need to move to X=20, Y=18 to get to the corner of the bed, then even if you have your bed sized defined, the machine isn’t going to get the center right.
So for my Repeat, I have the following set up:
#define X_MIN_POS -33 // 0
#define Y_MIN_POS -59 // 0
#define Z_MIN_POS 0
I also have this:
#define Z_SAFE_HOMING
#if ENABLED(Z_SAFE_HOMING)
#define Z_SAFE_HOMING_X_POINT X_CENTER // X point for Z homing
#define Z_SAFE_HOMING_Y_POINT Y_CENTER // Y point for Z homing
#endif
in the Machine section of Marlin’s Congifuration.h file. This tells the firmware that when homed at the min stops for X and Y it needs to go 33mm in X and 59mm in Y to reach the front left corner of the bed.
From this, I would set the minimum positions to -18 and -20, which will place the 0, 0 origin at the corner of the bed. I notice that you say “top” corner. Given the “right hand rule” that should be the corner at the left hand side nearest the front. If that’s nearest the back, you are going to end up with mirror imaged prints. Increasing X should move the print head towards the right, increasing Y should move the print head towards the back (Or move the bed towards the front. in the case of a bed flinger like the MP3DPv2)
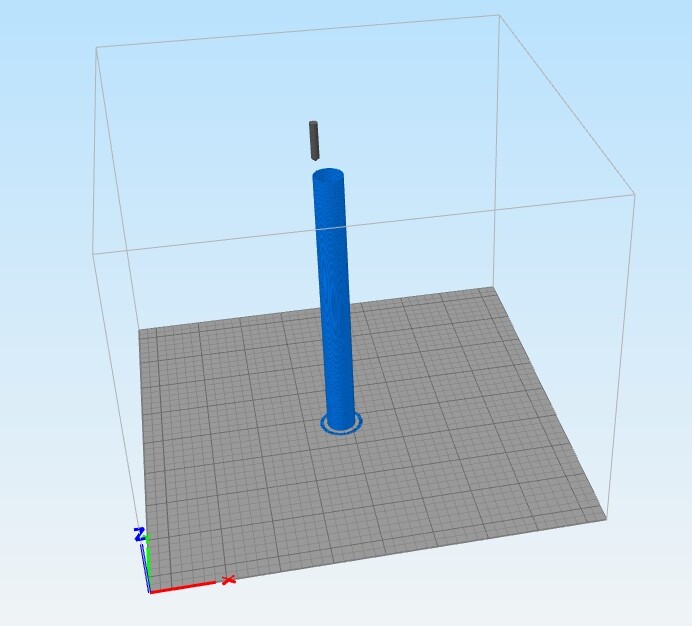
If I remove the safe z and then expands position max I end up with this.
at 0,0,0 the nozzle is not over the bed but to the left of it.
Nozzle edge to edge on x axis is x 14 to x 288
Nozzle edge to edge on y axis is y 11 to y 268 (y is shorter because of the large tool head).
Dan is right, Klipper uses the same principle,
Try change position_endstop: -14 and -11 on both stepper
So I updated the max on X to 288 and Y to 268
I then set the min X to -14 and Y -11
Safe Z to x14 and y11
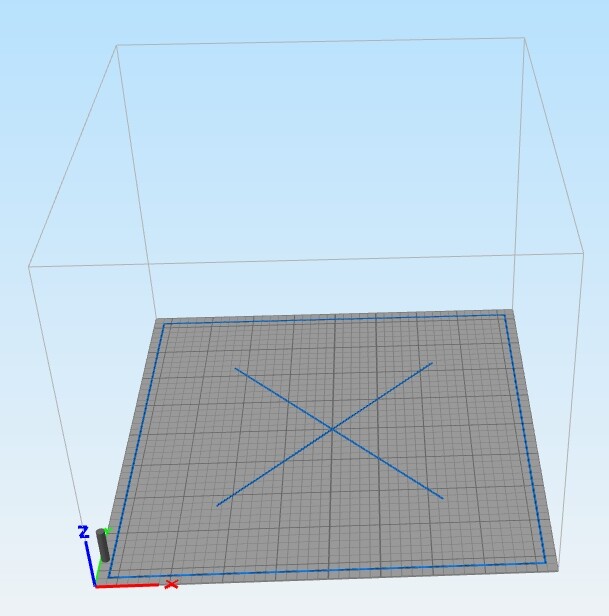
when I run this print its still not center of bed. yet in slicer you can see is…
Where on the bed does X 0 go?
It moves left of the bed…
Maybe my start Gcode is messed… don’t I need something to reset the zero.
I tried add G92 X0 Y0 and that seemed to help a tad.
What is odd is I took a bed level test - made it to maximum in the slicer.
Ran it on the machine and the X didn’t go to the far right edge…
is it possible the esteps is off?
Klipper has microsteps and rotation distance … mine are set to 16 and 40.
This is the only other thing I think could be causing this.
Nope. It replaces it with a much simpler firmware that just takes commands from the Klipper python code running on the pi. The Klipper firmware is a lot different.
Problem appears to be hardware/software – Rotation distance was set to 40 which is for a 20 tooth and I have a 16 tooth on both the x and y.
Yep that was it…
Hopefully I can get printing tomorrow if the thermistors show up.
The only thing now is if I were to do say a 20mm cube test and one of the axis is off or lets say esteps are off … how is that set in klipper… is that again rotation distance
That is set on rotation distance,
Now what you can do is, use some blue tape on you bed, move your nozzle over the blue tape, make a mark with a pen or a charpie and move the nozzle 100mm and mark it again, use a caliper and check the distance.
BTW… look at your extruder… rotation distance is set to 33 something…
Yeah, I will do that.
I am now questioning the Z axis set up as well but it says 8 and these are T8 leads.
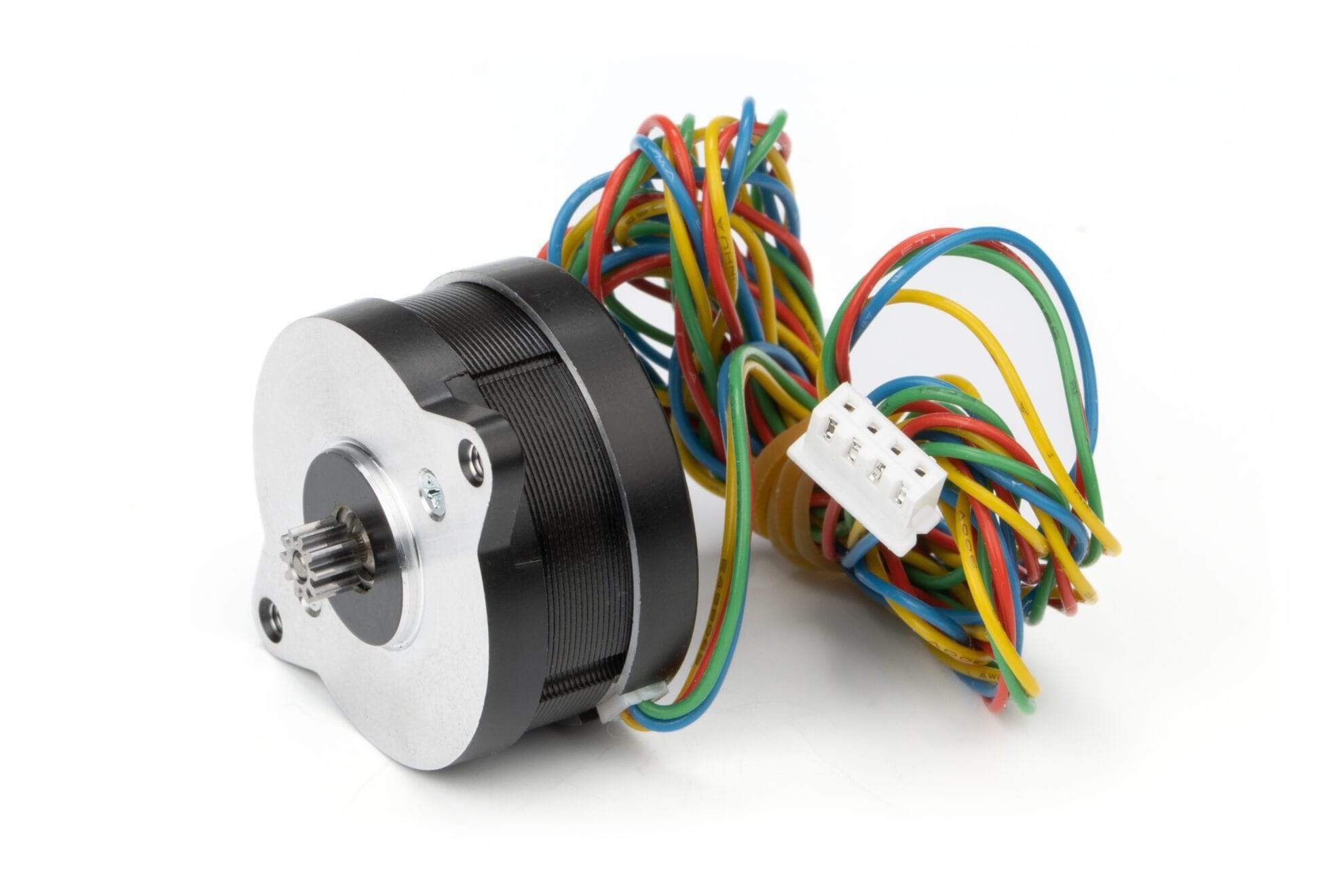
The extruder on the other hand that is on this toolhead is for the Voron Clockwork 2 - uses this extruder motor - LDO Nema14 Round 20mm Pancake Motor | HartSmart Products
I will need to hunt to find how that should be set up.
I should have added that the Hemera extruder on my Printer is set to: 7.824
each extruder will be diferrent
Look at the config exemples for the voron. That should get you close to what you need.
Here you go, I’m not sure if this is the same stepper but in the Kit-voron2-250mm.cfg the extruder has:
microsteps: 16
rotation_distance: 5.76576
Thanks guys for all of your help today!! Much appreciated.
Well, there’s my technical education for the day. Still, the Klipper firmware still seems to have the same features, having a travel minimum that can be set negative.