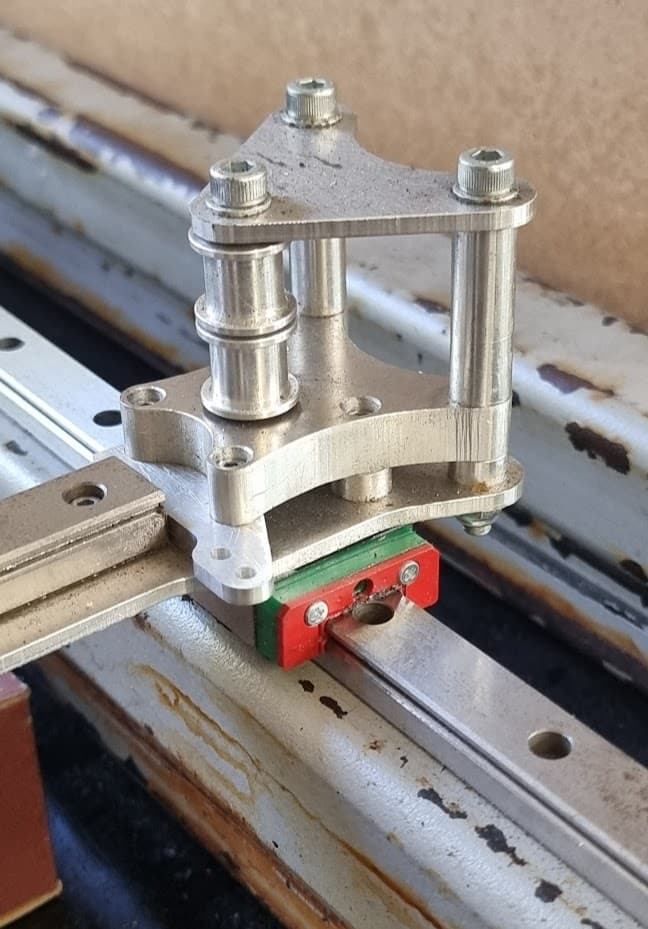
I’m using Nema 23 motors at the moment, the plan is to maybe switch to O drive at some point, I was getting some laser cutting done for another project so added in some of the steel printer parts
Just being able to weld the base of the motor mount to the frame made life a lot easier than doing these bits in aluminium.
I’m planning a Slice magnum+ extruder but want to test the rest of it before I drop the $ on that.
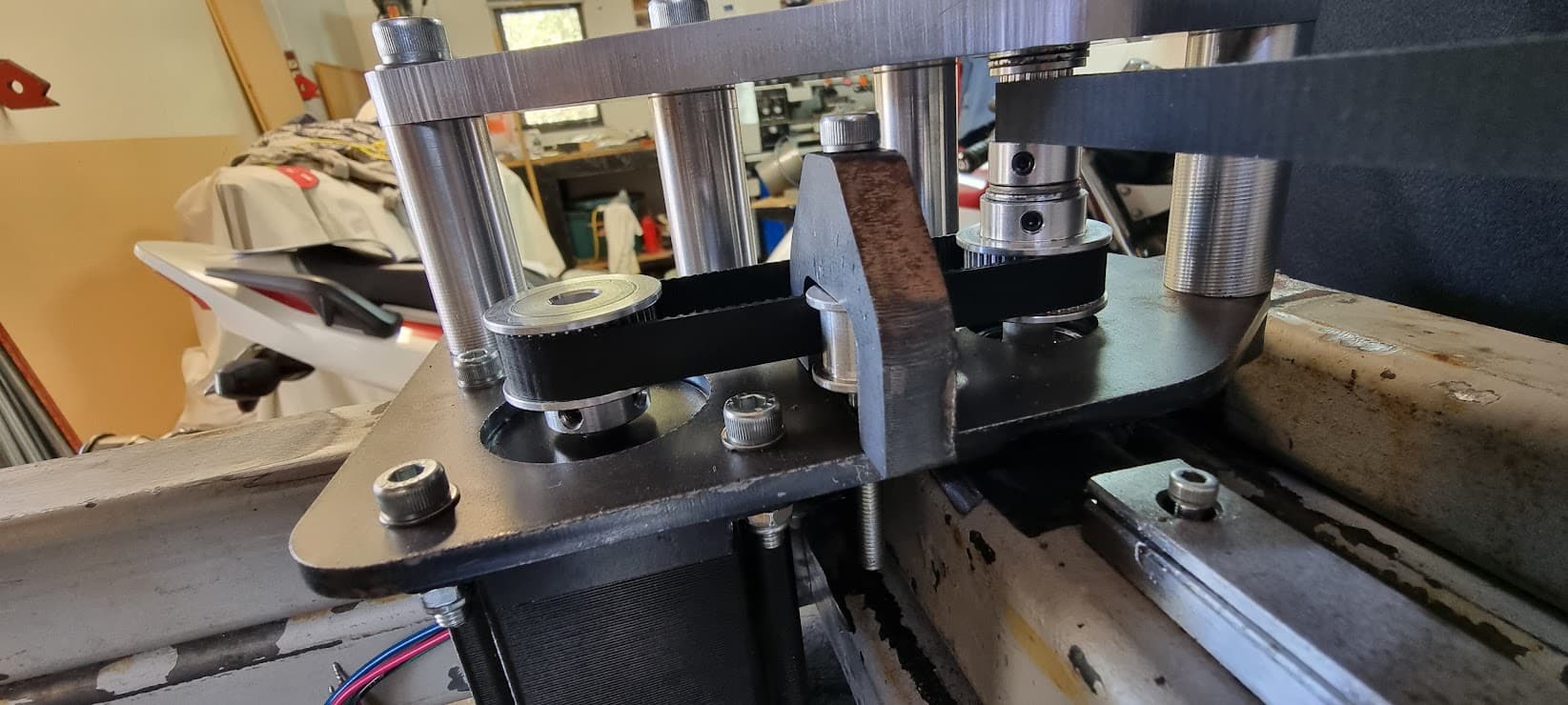
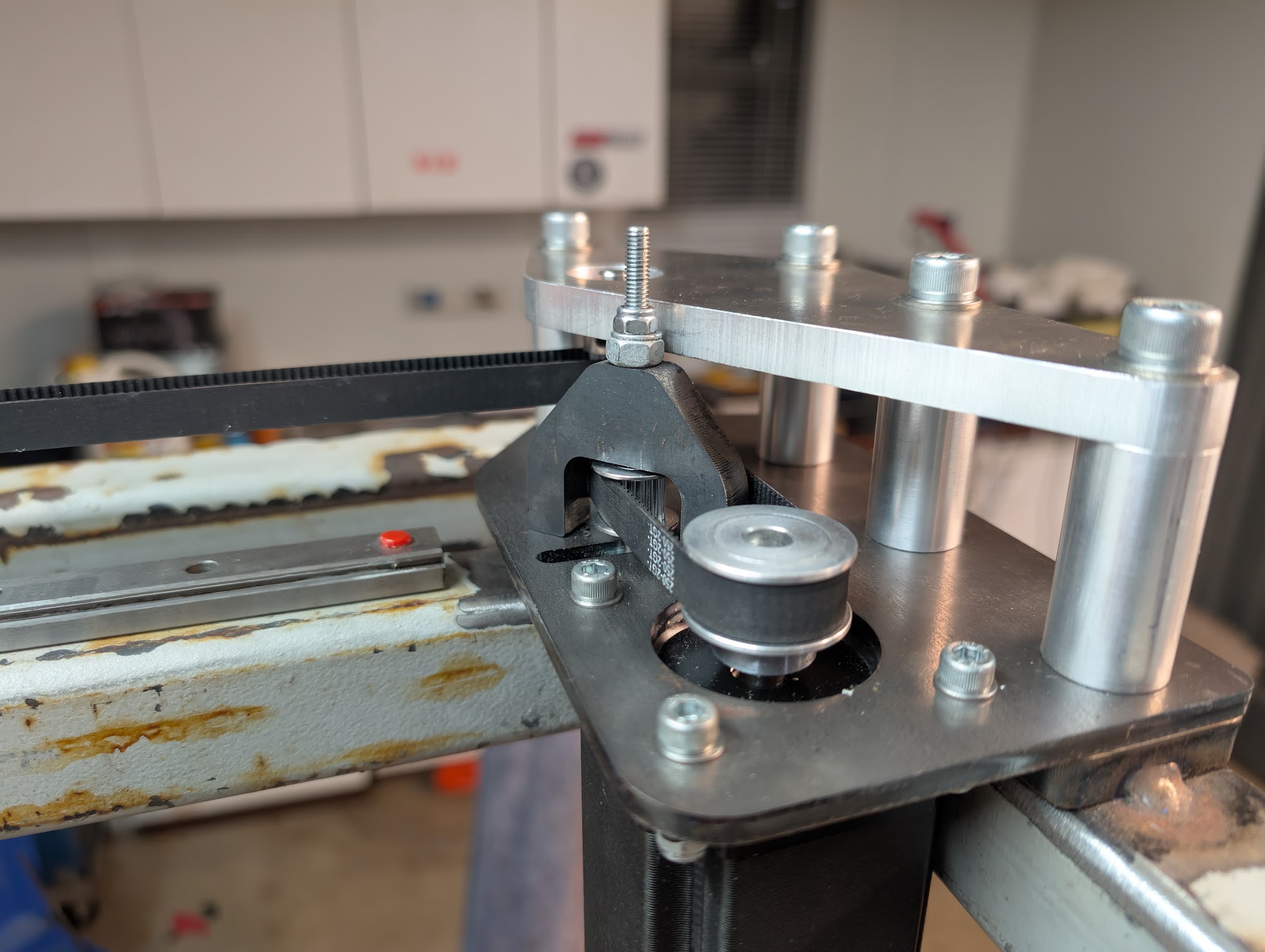
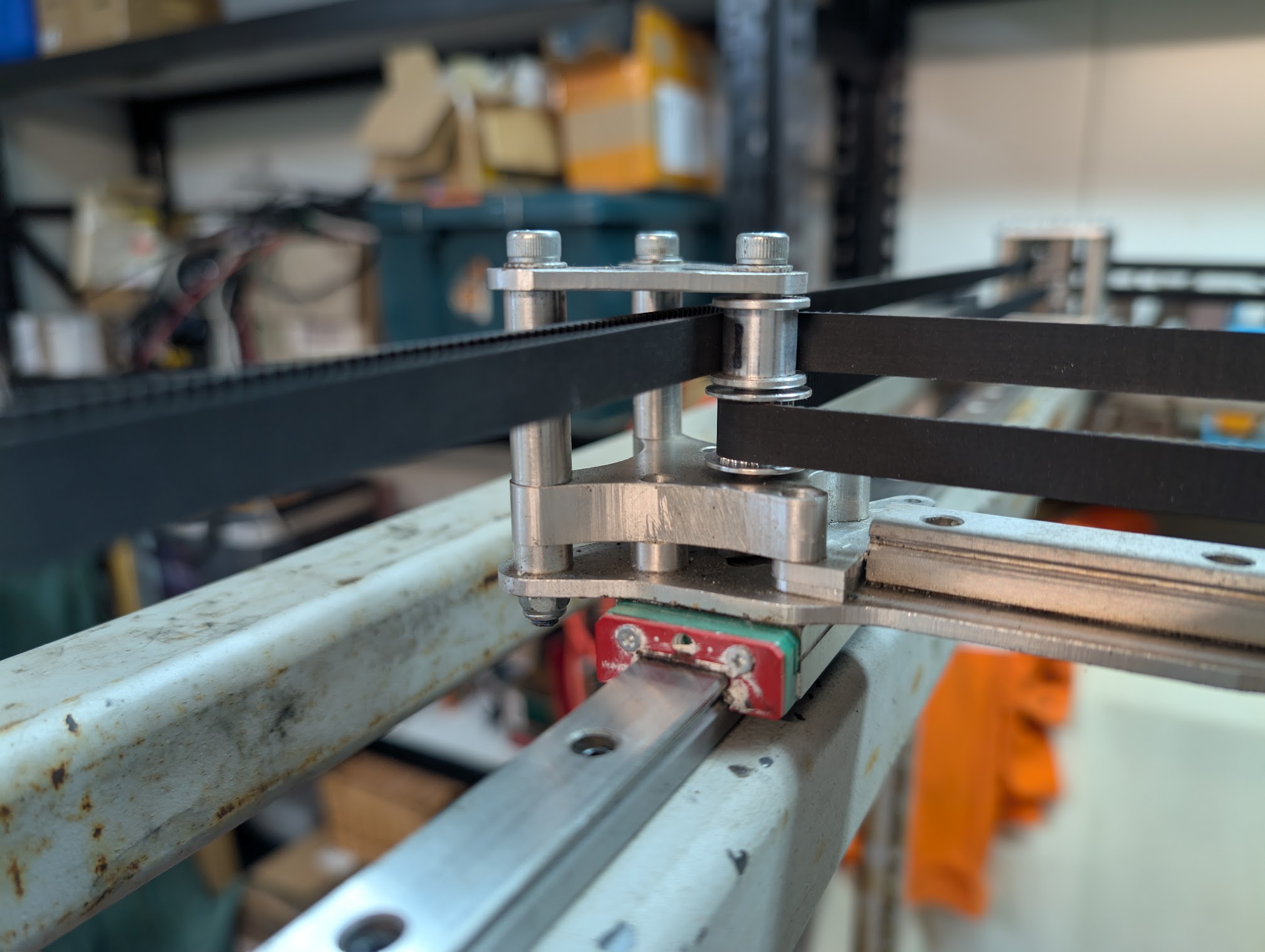
One thing I’m not happy with is the little idlers have no crush tube in
I tried taking one apart to do my own, but that turned into a mess, this is 20T idler for a 10mm belt with 5mm bearings, if you happen to know a source with a crush tube in I’d love to know.
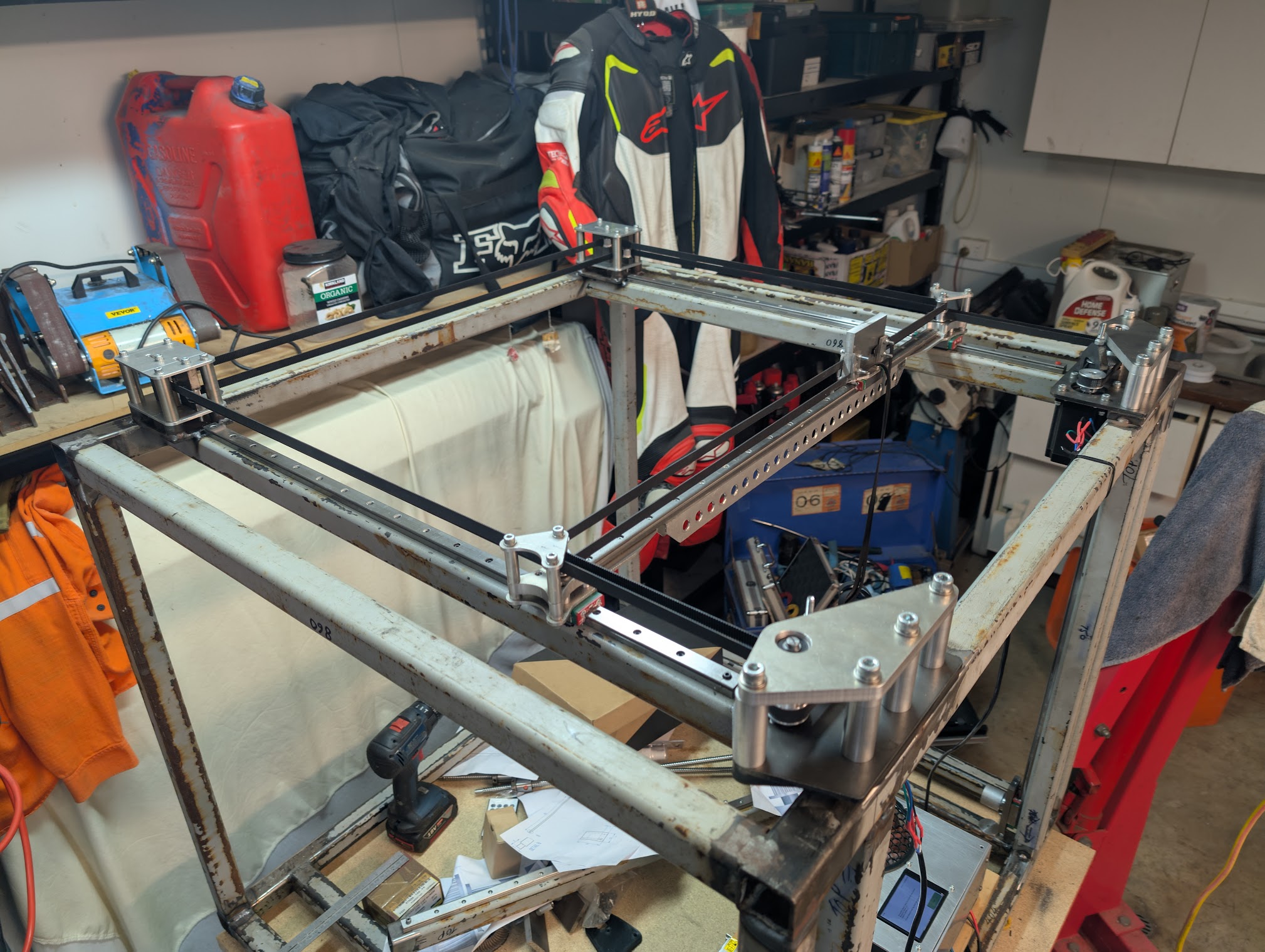
The next step is to get this bit moving on its own just to prove it works but pushing it around by hand so far it looks ok.
For the idlers I have not seen a more proper one yet. I just leave them loose. Those bearings are low quality, so make sure to get some sort of lube in there. I have a thin PTFE lube I drip into the middle and roll them around for a day or two before assembly. Hoping it soaks in to the bearings. The 5mm bore ones are miles better than the 3mm bore ones though!
For some reason I’d not thought about lubing the bearings, I’ve a little vacuum pump I’ll fire that up and see I can force some oil into them that way.
The nozzle will be 1mm maybe bigger, hopefully the stiffness in the thing will enable me to get some proper speed out of it, so the magnum+ is as far as I now the best big volume hot end out there without going to stupid money or a pellet extruder. Mostly this’ll be printing nylon-CF.
I’ve now got the right length belts for the motors, the idea with the offset motors is so I play with the gearing if that might have advantage to it and potentially going to O drive in future which I believe would need reduced gearing.
The belt tensioner from 10mm steel is probably overkill but they cost $2 each when added into a larger order.
I’ve wanted to run this thing on Klipper, the impossibility of buying Raspberry Pi’s is a PITA, I bought one of these instead which apparently can do the job.
At the moment I’m trying to build the Z axis but Klipper won’t let me drive Z until I’ve homed X and Y so I’m getting that going first. If it’s flat and Aluminium it was cut on the MPCNC.
I’ve been attempting to get sensor-less homing working, for X and Y, so far this has been a fail.
I’m using TMC5160 drivers for X and Y in a Fysetc Spider V1.1 and Nema 23 motors.
I the motors just twitch on the home command with no movement, I think the home is being triggered as soon as I hit button, it moves fine away from the homed postioned once it thinks its homed though.
I’ll probably give up on that and do switches to start with.
Right now, I’ve been fighting with upgrading Python on the PI, which is kicking my ass, but we’ll get there.
These are the macros I use on the cnc to set home:
[gcode_macro FAKE_HOME]
# this homes the machine to move it without actually using end stops
gcode:
SET_KINEMATIC_POSITION X=0 Y=0 Z=0
[gcode_macro FAKE_XY]
gcode:
SET_KINEMATIC_POSITION X=0 Y=0
[gcode_macro FAKE_Z]
gcode:
SET_KINEMATIC_POSITION Z=0
Ok so I won the fight with Python at last.
I went and put switches on the X&Y to start with I’ll come back to the switchless homing at some point, this weekend’s target is some Z stuff for which I’ll definitely be using the above information from @orob , thanks for that.
Now I had homing on X&Y I couldn’t resist seeing how fast I could get it to go, but I ran into issues surprisingly slowly to me, so…
The NEMA23 motors I have can apparently do 1,000 rpm and with the 20mm diameter pulleys in use that’s over 10,000mm/s if I can math, so far in excess of where we’d go with the printer so that should not be an issue?
Command line G code is mm/min whereas normal printer speak is mm/s it appears, currently things get unreliable higher than F15000 or 250mm/s, then the motors appear to stall, enabling / disabling stall guard appears to make no difference.
I’ve set the TMC5160’s to 3 amp and the steppers can take 4, but I don’t believe it’s being used, the power supply has a ammeter on it and it’s not even seeing 2, so I’m not sure what’s going on there whether the board is not able to flow that amount of current or something else.
But for now I’ll be content it moves and get on with the Z.
The drivers for Z are TMC2209 so I have more hope of getting sensor-less homing running on them off of the bat.
I googled your spider v1.1 and all I could see were V3 and duet knockoffs/clones. What processor is on yours? I ask because the maths may say your motors will go that fast. But the clock speed on your processor running the control pwm pins will at some point be limited depending on whether you are controlling the motor driver with a digital IP or a serial com link. Perhaps the math eludes me though. In the vein of fast. I spoke with the founder of peopoly 3d printers who runs a maglev linear bearing motor and his stuff is insane fast.
yeah, that board isn’t clock limited for your application. do you need more current to go faster? Are you running 24 or 48 V? Higher voltage will get you faster acceleration. Bigger motors take longer to spin up with more mass. what is your acceleration set at?
I’m running at 24V I don’t think that the version of the board I have will run at 48V.
I’d been running acceleration at 4000, then tried turning it down if anything that made matters worse.
I followed this TMC Driver Tuning · MakerBogans/docs Wiki (github.com) on driver tuning, I found the TMC5160 spreadsheet HERE putting in the numbers for my motors, it comes back with values that I can’t set the driver too. , which again makes me thing the motors simply aren’t getting enough juice.
I’ve ordered some external some external drivers that are packaged to go with these motors, so I hope that’ll improve things.
One other interesting thing, is I user ethernet over the powerline to get network in the workshop. The setup was making enough noise to break the network connection to the router in the house, that’s not good. I’d turned off the reduced holding current and when it sat there without moving for any length of time at full juice the network broke.
Powerline networking is really challenged when running alongside shop vacs, trim routers, and high speed steppers. Technically although it may have Ethernet ports on the devices, it isn’t ethernet over powerline. Pedantic difference, to be sure.
Do you have any other option for the networking?
Pull pull copper, pull fiber, use a point-to-point WiFi bridge?
EMI/EMC issues can be troubleshot; if you ever want to do this start a forum topic showing these two machines and their setups and I’ll bet we can improve your shop setup.