yeah…
I’ve never done an “Extrude 100mm” test and had it be more than 5-10mm off before.
This one extruded ~200mm
yeah…
I’ve never done an “Extrude 100mm” test and had it be more than 5-10mm off before.
This one extruded ~200mm
When that’s happened to me, usually it was some kind of off-by-2 problem with microstepping or similar.
How is the Klipper ‘rotation distance’ defined and used by Klipper?
So…the strange thing is…
I actually copied and pasted my extruder config directly from @Jonathjon Klipper config, since he is using the same extruder.
like this:
[extruder]
....
microsteps: 16
rotation_distance: 3.43
.....
His was fine… mine was not
Here’s what seems to be working for my Biqu V2 H2S Revo…
Followed Rotation distance - Klipper documentation during initial setup a while ago, but already forgotten details.
Looked at description for Mike’s Biqu … Lite, from BIQU H2 V2S Lite Extruder 3d printing parts for Ender 3 Voron V0 Voron2.4 BIQU 3d printers – Biqu Equipment
Double checked slicer settings for extruder flow and/or nozzle width and/or wall width?
![]()
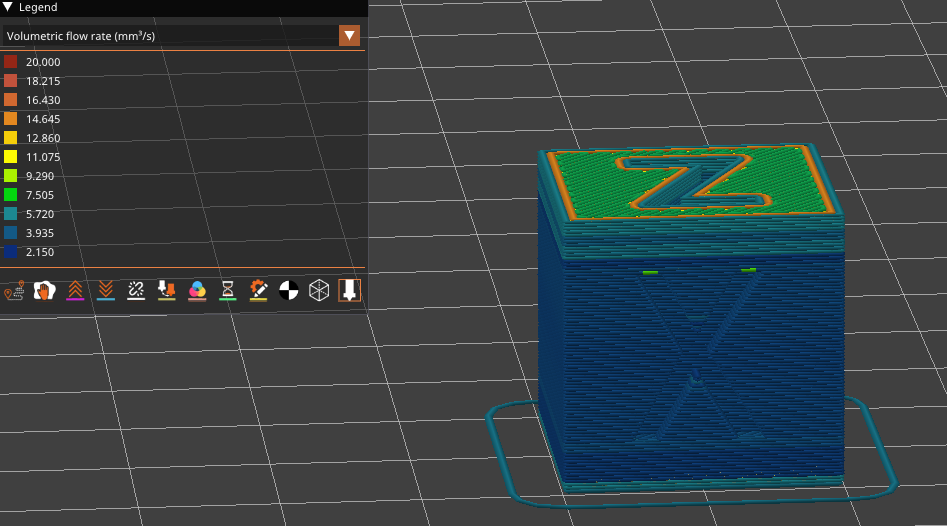
There is a version of the H2Revo that comes with a high volume nozzle. Check the volumetric flow rate on your slicer I’m not 100% sure, but I think it was around 16mm3/s for that nozzle.
The lite doesn’t use a revo nozzle and flows a good bit more than that
duh - I should wear my glasses when reading this stuff…
After I fixed the extrusion, I ran the print again and was hitting 17-18, so I’m pretty sure it was probably pushing 30 down there before lol
I need to get me one of those
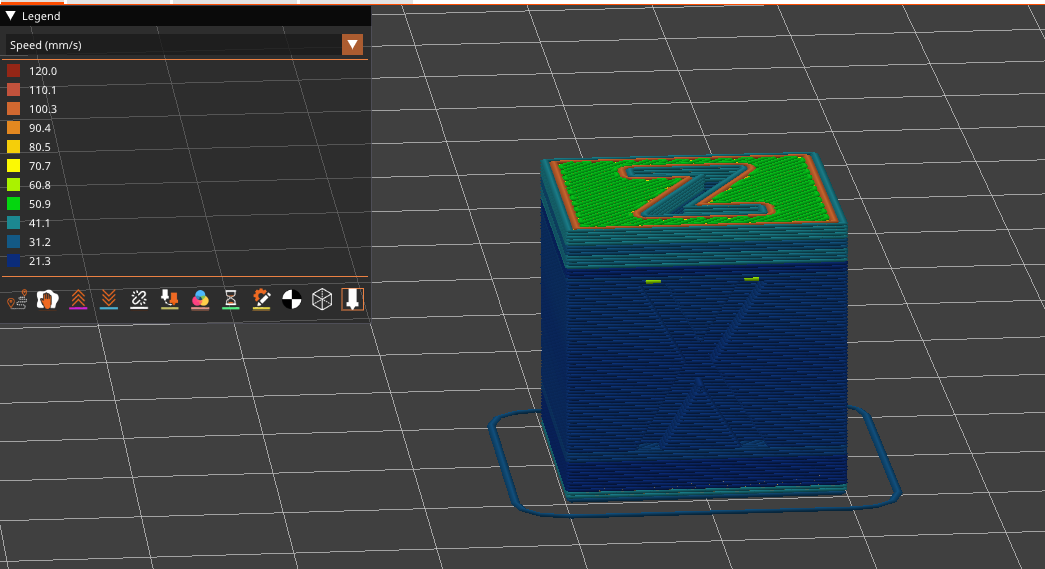
Ok. I know that pictures of printed parts always look terrible, and a lot worse than they do in person, but here’s my baseline calibration cube.
The only calibration I have done so far is E steps because it was ridiculous
I threw together a profile based on one of my Ender 3 Pro profiles as a starting point.
Layer height: 0.24
Print time: 17 minutes
Nice to see your V5 squirting. Printing a few hollow two wall test cubes helped me dial in better flow percentage.
Yep, I’m going to run all the way through Teaching Tech’s calibration, and then move on through the Ellis guide as well.
Just wanted to get a starting point documented, for both quality and time
Well……just to follow up on this….
This seems to have slowly corrected itself over the last few days….
I’ve slowly been having to adjust things over the last few days because it seemed like I was struggling to keep my Z offset consistent.
I started a print today and my purge extruded almost nothing, and my lines got further apart from the start of the first layer, to the middle of the second layer.
Re-ran the calibration, and it was now extruding 54 mm instead of 100 mm….
![]()
This has brought my number back down pretty close to spec, at 3.53
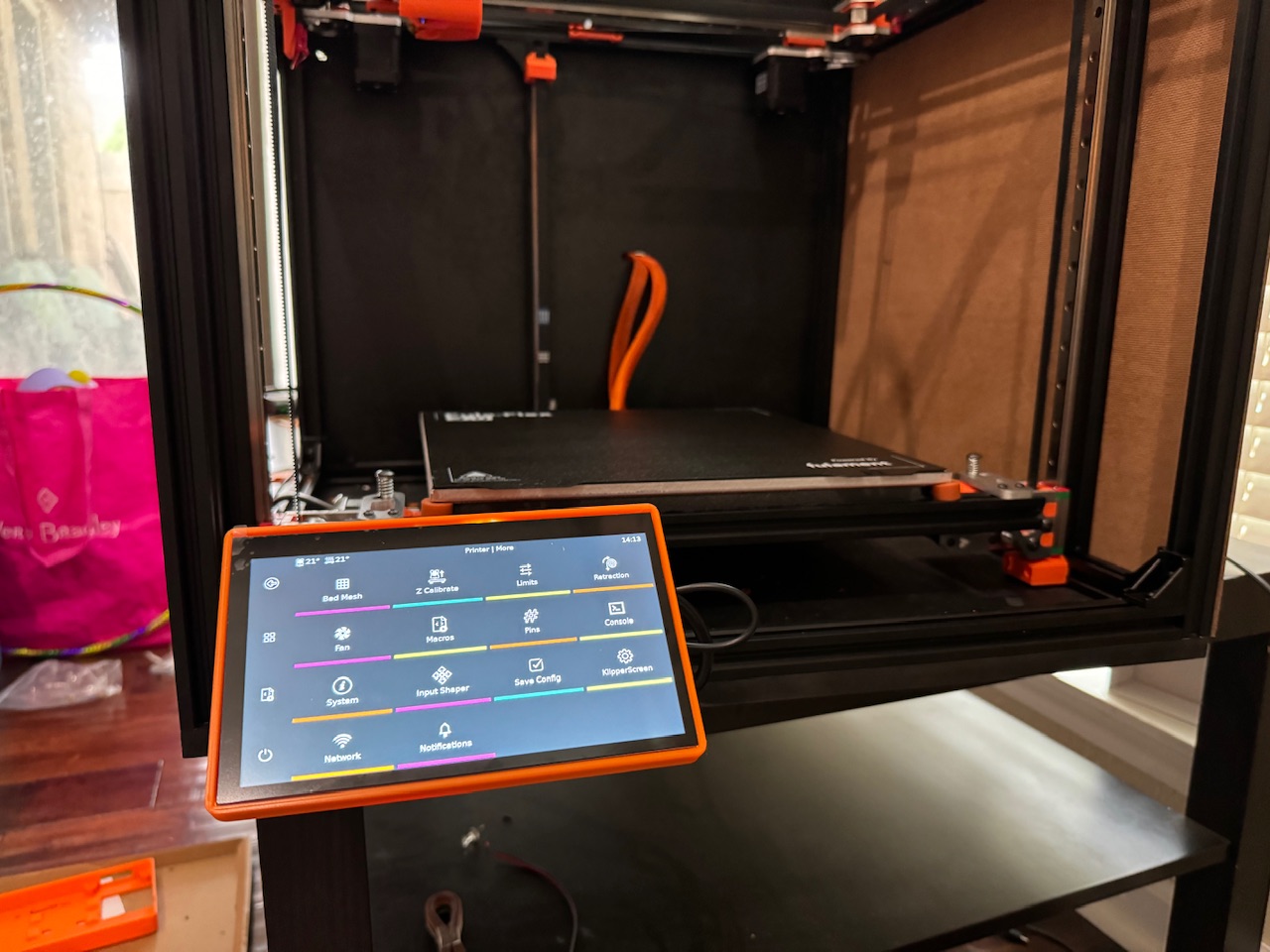
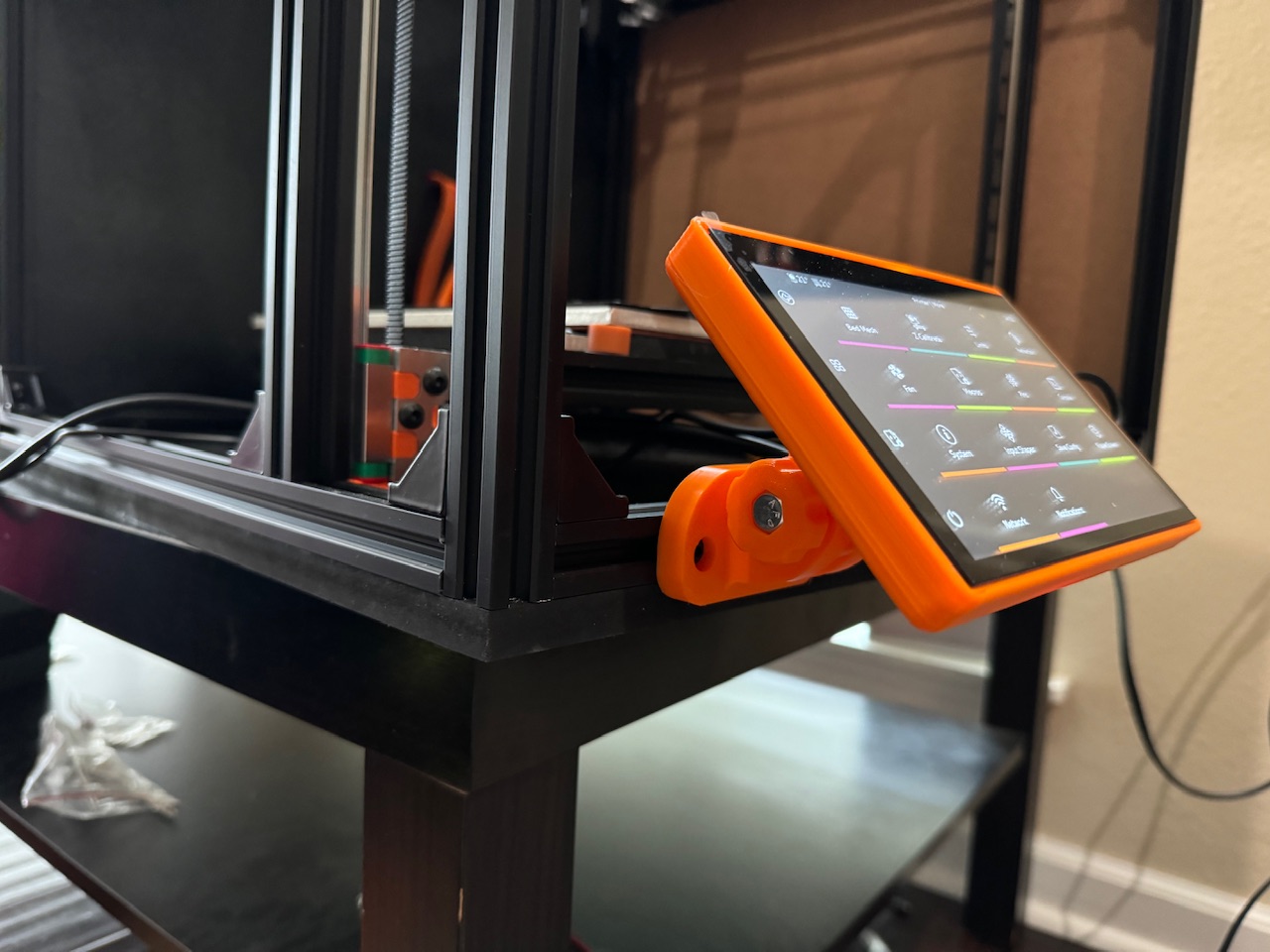
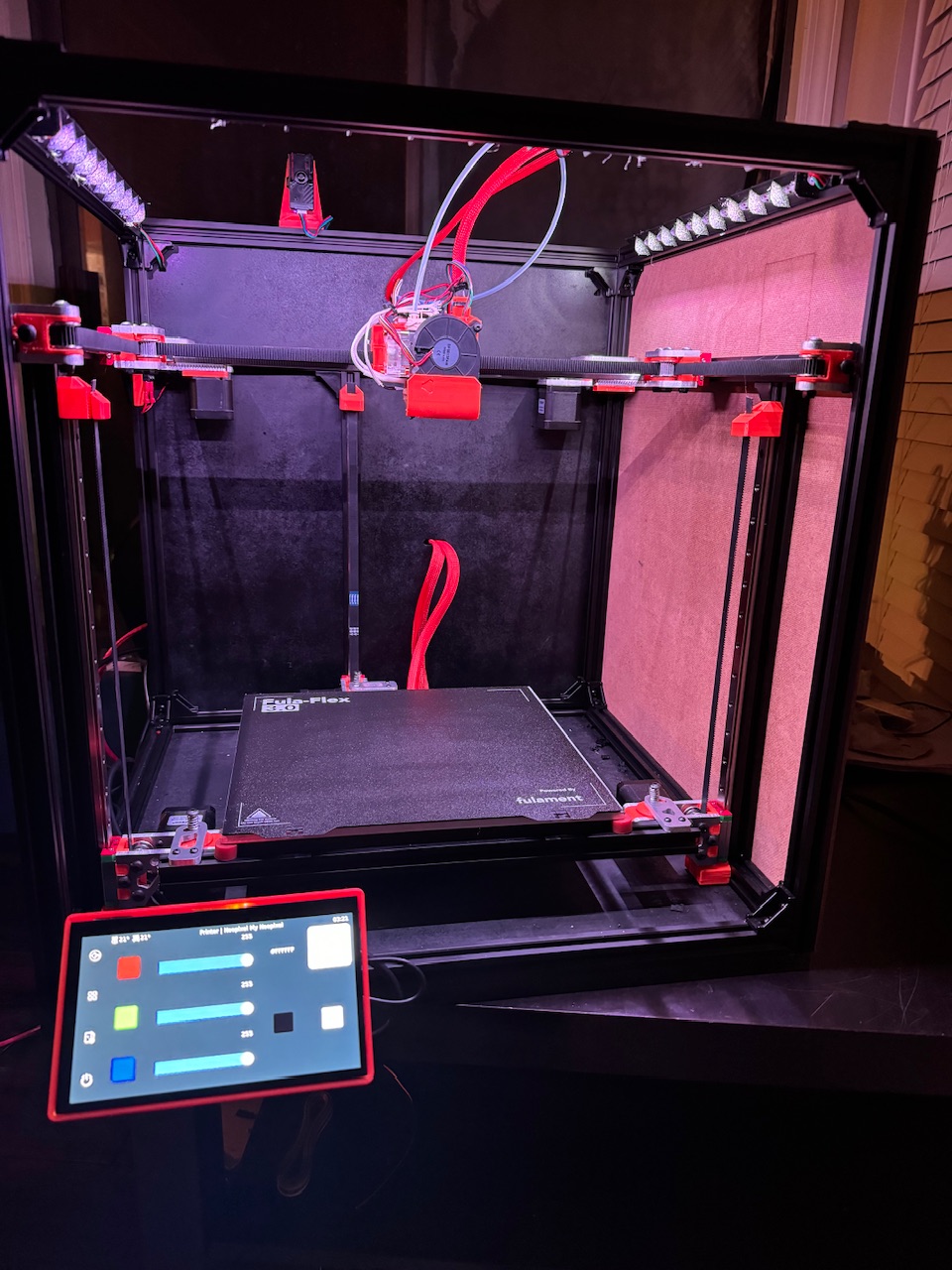
Got my screen mounted, and my LEDs wired and running yesterday.
Screen mount found on Thingiverse, but I had to remix it to get it to work hardware I was able to source more easily. Mount called for M10 hardware, so I changed it to work with a 1/4"-20 bolt instead. I also didn’t want the screen to be removable, so I changed the model to remove that ability, which made it easier to print.
LEDs mounted using Voron LED clip mount. The baffles on those clips are meant to stop you from having to look directly into the LEDs, so I also remixed this so I could have my baffles on the front on the right side as well
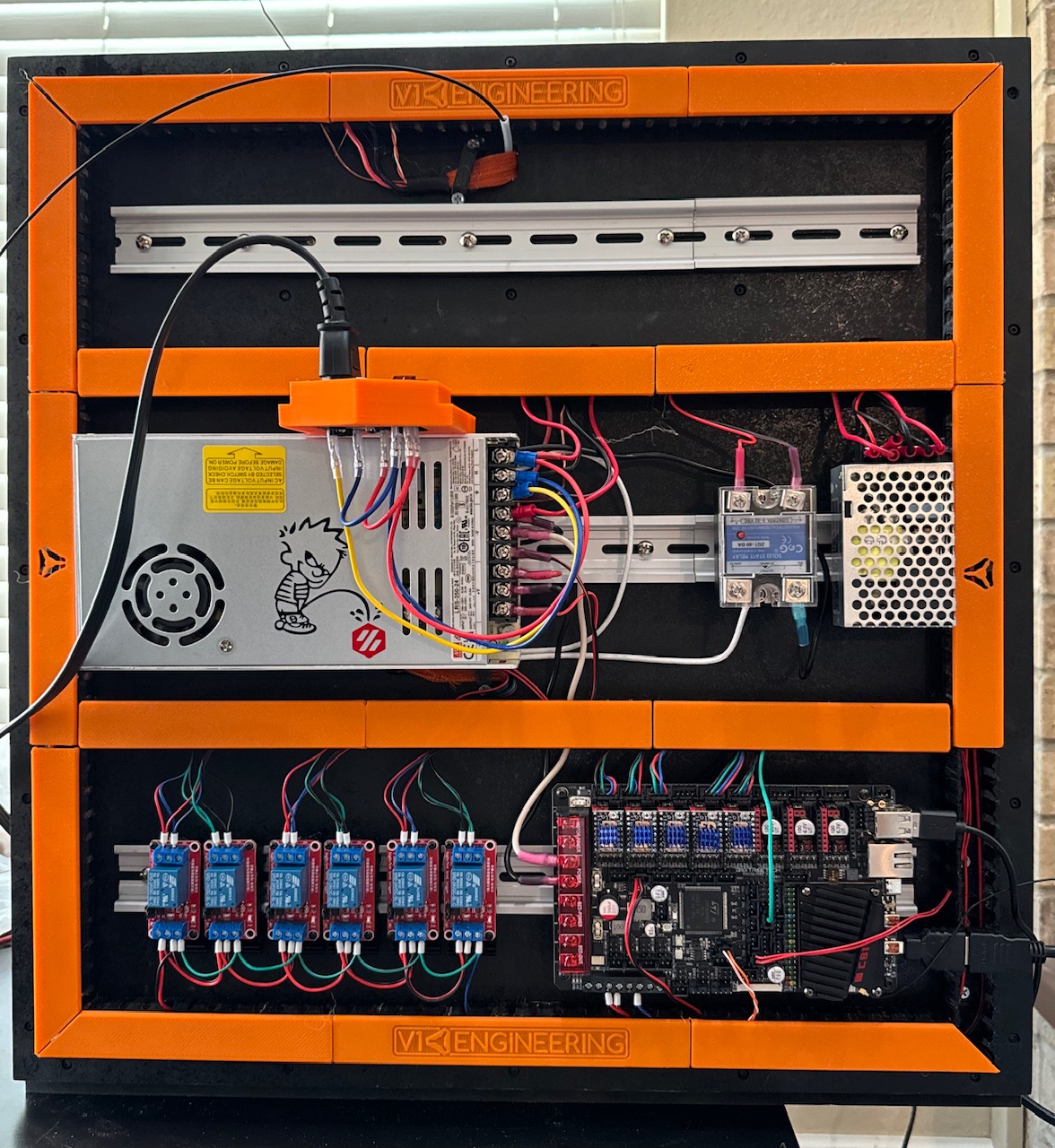
Some of my cables didn’t come in, so I couldn’t finish running everything, but here’s a picture of the back, “mostly done”
No, this is Duckie… (sorry I’m late)

What’s the small powersupply powering?
the LEDs. It’s a Meanwell LRS-50-5
Neat build, from the front, and the back!
Curious how your PTFE, spool holder, and runout sensor hookup and PTFE path/support look?