I’ve come across a very annoying problem with my LR4. The problem occurs randomly, but usually during long cuts >30 min and in random places. I read everything about similar issues in this forum but unfortunately any advices didn’t help.
I’m aware about electritan noises, vacum ,crossed wires in jackpot but no… I turned off all tools which can potentially impact - no effect.
My LR uses Jackpot from official store, I connecting and making cuts by Fluid web page (AP mode).
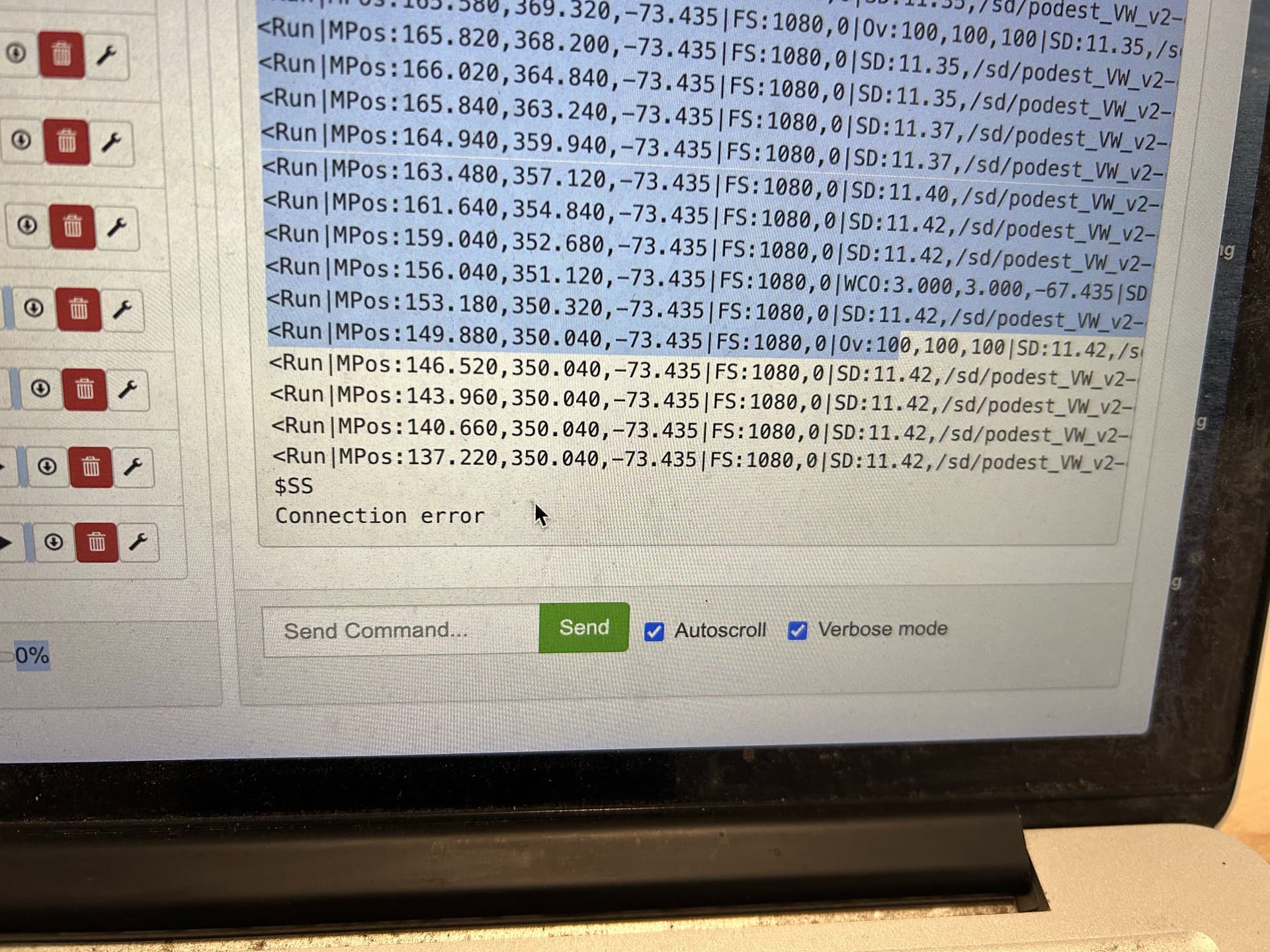
No issues, are displayed in consol. At some point the commands are not processed (desktop command window) and it looks like the website and jackpot hang… No reaction to any command. To start CNC I have to restart fluid or turn off jackpot, unfortunately this means I always lose cuts
If you have some idea, what to check, let me know, currently, unfortunately I’m worry to use cnc today I spent almost all day to cut one easy platform , no success - 5 cuts - all failed.
Yes, temperature was the first thing I checked, and stepper regulators are 27-32C, stepper (~17C), and esp32 - 36 - 38C, nothing special. My LR works in the garage, where it’s about 15C
No, a router normally turning, my router it is Makita RT0702,
No, all lights are green as during normal work, as in picture above.
No really sure, about what you asking. When I restart fluid or turn off/on jackpot I can send command but of course it lose previouse job.
No, behaviour is similar l like a pause, but not able to resume or send any command(I can send command by fluid, but no reaction from machine) . Only hard reset or turn off/on brings control back.
Thanks for the answers. They seem to eliminate the likelihood of an electrical issue. That leads to the possibility of a programming issue, where an error in the code is causing the controller to hang up.
You said that it stops randomly, but is it truly random? If you run the same program repeatedly, does it stop at different times, or does it stop at the same point in the code? (I suggest running the programs as “air cuts” to avoid repeat damaging of the stock)
Is totally random, without moving material I run multiple times the same program, and it is stopped in different places. In that way I’'ve cut the struts plates, after few attempts finally it finished.
I wrote that it stopping after ~30 min but sometimes is 15 or 40min.
I use estlcam, with simple cut and with finish path, Z-2mm , 15mm/s material - lightweight 12mm plywood. Very slowly and material with minimal density.
I think this is electronic issue, but not sure what i can test /measure.
I will try to cut in the air, with the spindle turned off, maybe the spindle affects the jackpot or something wrong with a charger, I don’t know … , maybe it lowers voltage.
While using AP mode is the general V1 recommendation (I think primarily because it’s easier to setup), the FluidNC devs highly recommend using STA mode for performance reasons to the point that they only support AP mode for initial setup.
Are you accessing the WebUI when it stops? Do you have anything else connected like a pendant?
It might be worth trying to run this with FluidTerm running connected to a computer via USB. This will show the serial output. The output there may provide details on what happens. If it outputs a backtrace during the failure, that can be translated to point at the specific code that failed. Or it could show something else.
To do that, you would power the machine first so it uses power from the board and not USB, then connect USB and run FluidTerm, and then run a job.
not related to Op issues but this is how i run my 3 boards and never had any issues ( each cnc runs with a dedicated touchscreen monitor/pi
went back from Sta mode because some issues: always had some sort of LAG issues, i hit pause/resume/start/stop and it took AGES to perform the action. each machine has its own wifi name/password so only one connected device. ( all boards running V3.7.9 -Thats old i know, but it works never had an issue, maybe need to take the time to try a new release into one and see if i can update all with the 2 new lr4)
Static electricity has been known to cause issues for several users… (Several successful air cuts with the router not spinning may indicate this as a potential issue)
Yea, I’m not sure this is the issue here. It’s a bit odd the issues you have with it, not sure if that’s a version thing or maybe weak/congestion wifi signal or something else.
I guess I discounted this possibility based on this comment but perhaps I shouldn’t have. It would explain this.
My sta mode issues were consistent back in the day with barts 6pack and a long time before we had the jackpot, never tried the sta mode after that maybe it is time, and maybe time to upgrade, maybe one of the new lowriders going to be a “conejillo de pruebas”
The vacuum cleaner was turned off, this was the first think which I had.
Today I made some tests, and know less than yesterday, according to suggestion I had plan to cut air without spindle.
First cut (on air) : it stopped on 11%
Second cut (on air)- finished - no issues - wow
Third cut (in material) - almost finished but on final cuts, it lost steps on X (too little rpm, I set to 2,5 ) - grrrrrrrr but not related
Fourth cut (in material) - finished without issue (spindle set for 5)
How to understand these results, completly don’t know. Two things were diffrent than yesterday:
Place of computer, today was on jackpot side, yesterday on spindle
Today morning during the first cut I opened the door in garage and temperture goes down to 7C, and during the last cut was 12C. Yesterday inside was around 15C.
Summarize, after two days, around 10 cuts I have my platform, nice result and know less than yesterday. Time to start weekend
So this almost sounds like the code is getting interrupted somehow.
I know next to nothing about the Jackpot board (I use the SKR Pro v1.2), but how are you sending the code during the cut? Are you using wi-fi, or are you using an SD card?
You upload the gcode archive to the jackpot board sd card via wifi. But it runs from the sd card.
Temps inside the board box is what i would try to find out. Makes no sense it stops randomly like that. How solid is the psu connection?
Makes no sense you are gaving this issues with the version supposed to have revolve (in fact it did, no one is having this issue) long runs memory issues.
Blockquote
How solid is the psu connection?
rather solid, wires are screwed, the rest is a typical charge plug. Also I shaked wires to exclude connection issues, no change.
Probably only reasonable option is to look to inside of the jackpot during cut by fluidterm.
I never used FluidTherm. Does the Fluid expose trace directly to the console or I need to use some commands?If so, what commands? Could you advice how to get all information to be able analise issue. Thank you