For FluidTerm, you just run it.
1 Like
Quick update. A few weeks ago I connected by fluidterm for some cuts but problem didn;'t appear I made only few cuts. Last Saturday almost all day I used LR without any issue, looks like problem gone. Just changed wifi to STA mode.
4 Likes
Running the jackpot, ap/sta shouldn’t matter at all. Besides telling it to start all the processing is done on the board so connection issues shouldn’t cause problems. Once you hit go, the controller can/should be able to be completely shut down and disconnected.
When I was having random board issues, it turned out to be a damaged trace on the board from installing the main power wires a bit too tightly and twisted the socket.



The only time i had “” issues"" with fluidnc was while using STA mode, everything felt with lag, you hit start, it took almost a minute, you hit pause or stop, good luck saving your part. AP mode with the raspberry pi/touchscreen i use to control the interface feels just like wired
I’ve had zero issues in STA mode. Although, I didn’t have issues in AP mode when using it either. STA mode is just way more convenient for me. If I recall correctly, you’re on a 3.7 version. A lot has happened since then.
I will note that AP mode is still the V1 recommendation, but I believe that’s only because it’s easier to configure, in that you don’t have to do anything. In STA mode, I have it configured in my router as a static IP. Of course, in STA mode, it depends on the signal strength of your network where your Jackpot is so there are other factors.
Mmm, sta isnt convenient to me not because the old version only. We run each cnc (all of them with fluidnc) directly with a touchscreen next to the tables, dont want anyone messing with a machine thinking its another one. All pis runs inmutable os all jobs must be provided via usb to each machine.
Guys, I know that WIFI mode shouldn’t matter, but after more than 20 long cuts (1-2 hours), maybe 1-2 finished without issue.
When I changed to STA, I did 5-7 - one hours cuts and issue didn’t appear.
Now, I’m struggling with losing steps, when is faster than 15mm/s and 2mm dot, but it is popular problem, will be easier ![]()
Losing steps is not related to wifi.
What axis is skipping? Did you checked your grubscrews?
-you need to provide more info, its hard to take a guess
AP/STA mode will both perform very differently depending on signal strength of the network connected, other networks in the area, how busy those networks are, other ISM band devices in the area and even just the way each machine is built. Beyond that there will be other significant downstream effects like different power draw for different periods of time, etc.
Fundamentally this is the problem with everyone’s build being a little different and when using ‘DIY’ level electronics. It’ll all behave differently. As a result what happens/doesn’t happen on your machine is irrelevant at best and unhelpful/misleading at worst.
Glad it’s working for you in STA mode. That’s personally how I’d be using it, as well, although I do understand the recommendation to use AP mode.
If you want to try chase it down further so you can go back to AP mode, I would absolutely be trying all of this with a different ESP32 devkit as a first pass. Out of the 10-20 I have floating around at my place, I have a box with 4-5 questionable or failed ones. Some of those solved the issue I was having simply by just grabbing another identical one from the same batch.
One thing you could try is an air cut without the routing running to see if the job finishes and ends up back at the homed position. If that works ok reliably then try it with the router running. If that works ok then try it at ~1mm depth of cut, if that works ok then try it at 2mm etc.
That way you’re going from no-load to increasing load. If you’re having issues with no load then it could be something with the motion platform like something stuck to a tube or wedged into a bearing, or even something electrical like overheating stepper drivers or a broken cable. If it’s fine under light load and then happens with heavier loads then that’s going to give a different set of things to chase.
OK, issue with losing steps , always on axis X. Two materials:
-
OSB -20 mm, 4mm DOT, speed 18mm/s, endmil 6mm , shape simlar to quoter of circle with radius ~ 400mm , after 3 (4) iterations it lost steps on axis X (usually nn circle part) . I suppose that maybe because some harder chunk. Finally finished by jig saw.Lost steps in different places but never in first loop.
-
Light plywood 12mm, (400kg/m3) - speed 18mm/s, endmil 2,5mm, 3mm dot, lost steps after few iterations, e.g when I cut this platform , it lost steps on the preimeter and second/third attemps on the cloud (this one with chunk of wood) .
Same picture as above but haven’t nothing new.

When reduced speed to 12-15mm/s and DOT 2 mm is fine, but cuts take forever especially with finishing cuts.
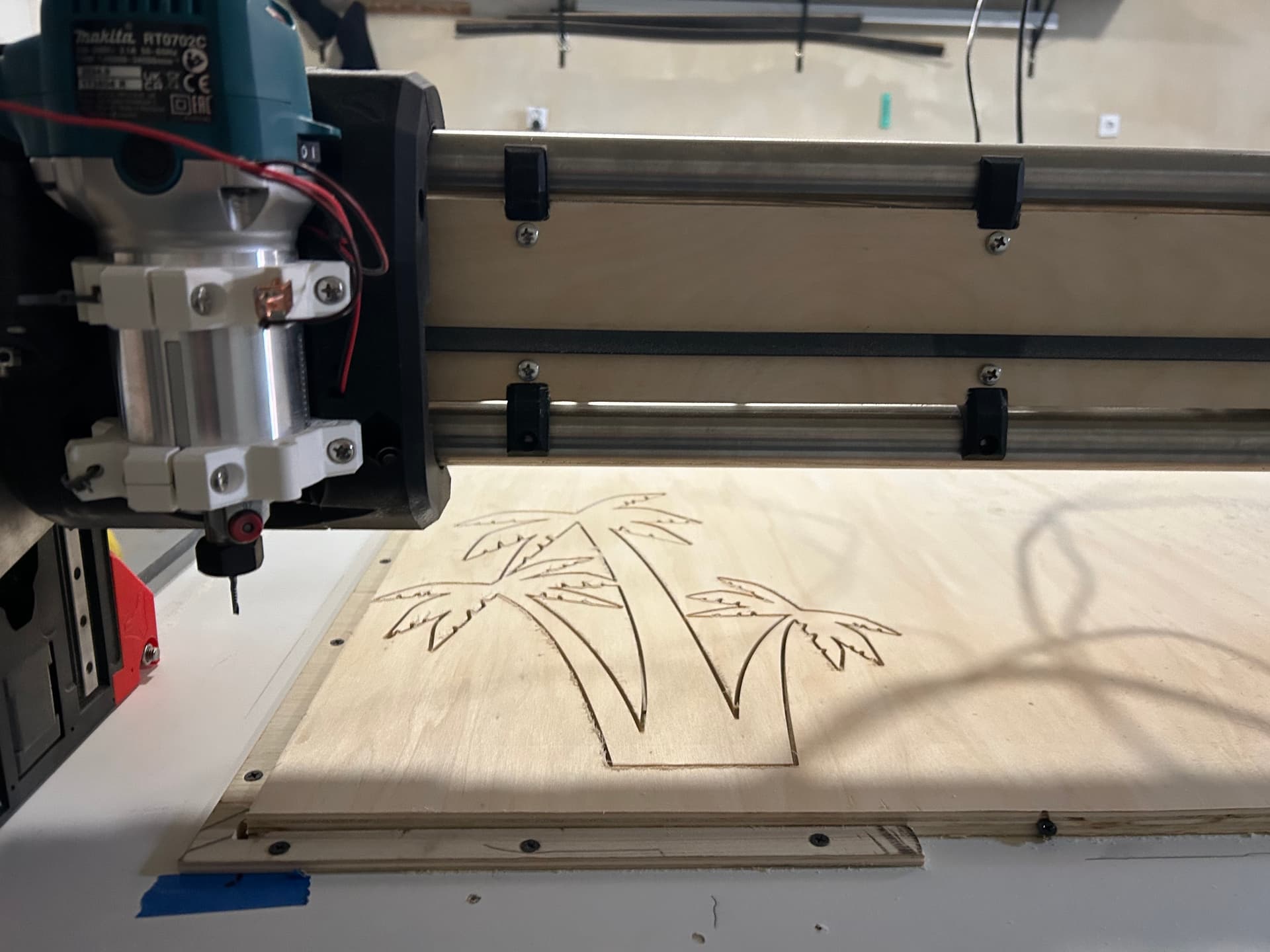
Palm tree, 12mm/s, dot 2mm, endmil 2,5mm, without finishing cuts - full success - no issue
I just finished upgrading for LR4. All the connections are tight. Homes fine. Just re-surfacing my spoil board and the same problem as original poster (Przemyslaw) - Jackpot seem to just pause in at random spots and will not accept any commands until I re-set. I"m using a Levono tablet for the connection with AP. When everything stops I loose connection. I try to re-scan wifi connections with the tablet and FluidNC does not show up until I hard re-boot. And of course have to start the job over again.
I’m using the latest firmware (3.9.4). I was using a shopvac for dust collection. I switched over to my Jet DC with a cyclone (located outside of my shop). That system is about 20 feet from the LR. the 2.5" hose to the router is grounded. I use an SSR to turn on the router, again all grounded.
Anyone ever find a cause for this issue?
As wrote earlier, for me AP mode was an issue, when changed to STA problem disappered, wierd but it helped.
I switched to STA, and it happened again…twice. doing an air cut now.
I put in a new spoil board. Ran the surfacing file and stopped at the beginning of the 2nd pass. I reset everything, and it stopped at the beginning of the 3rd pass.
I’m using a 1 inch surfacing bit with a DOC at 1.5mm. So far the air cut is working fine…strange!
It’s better to start a new thread so anyone trying to help does have to read past the other users issues and the OP doesn’t keep getting notifications for posts that aren’t relevant to them.
In my specimen STA mode resolved problem. …
What i did more? Just switched to debug mode , and connected by fluidterm (and made cut to check error - but didn’t occure) .
I made a lot of cuts from this time and problem didn’t back.
2 Likes
closing old topic to help fight spambots