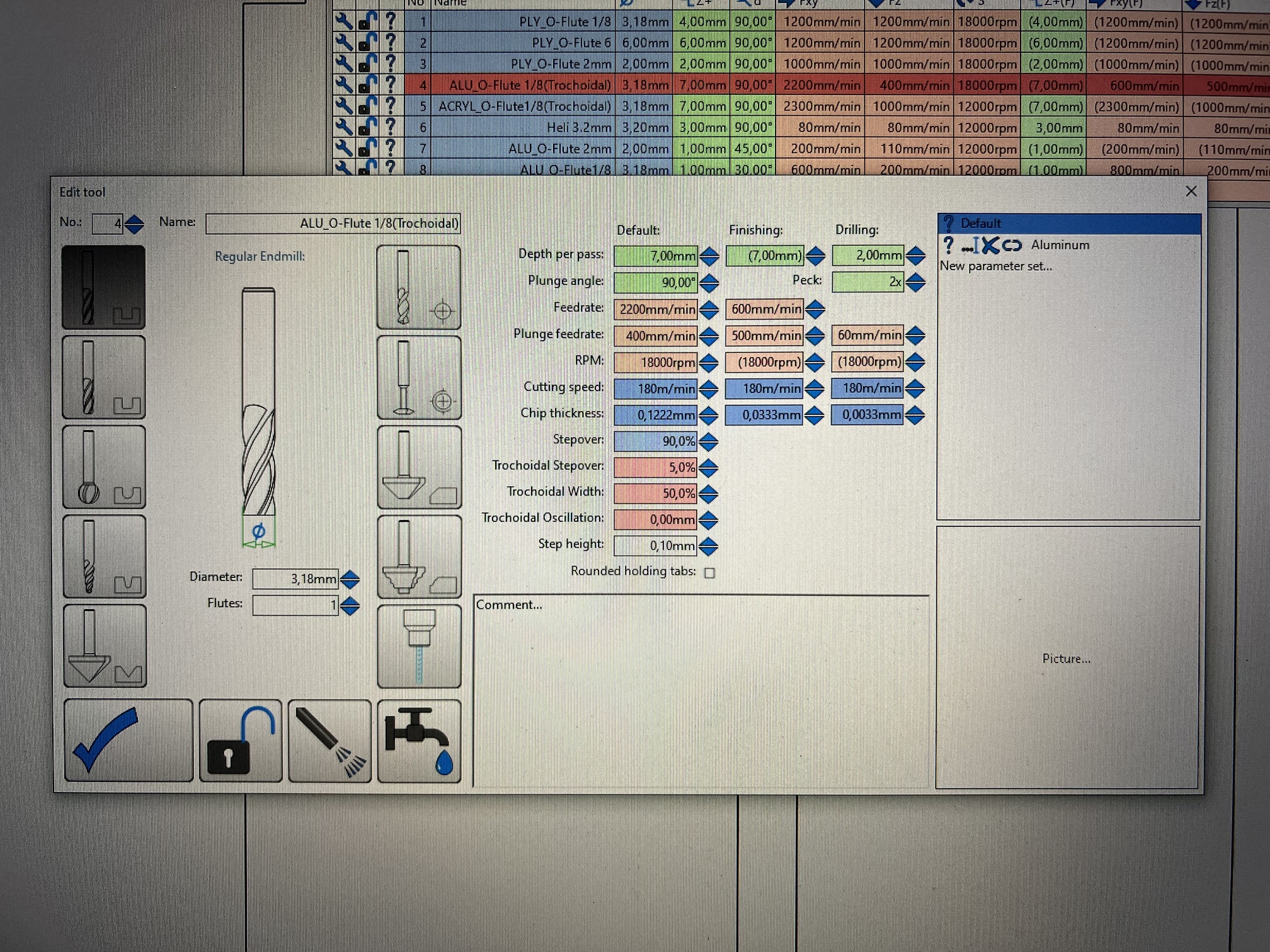
I’m testing parameters, no calculation this time, only experimental testing.
I started from @DougJoseph Feeds&Speeds seen in one of his videos, an worked on them, I think I’m going in the right direction:
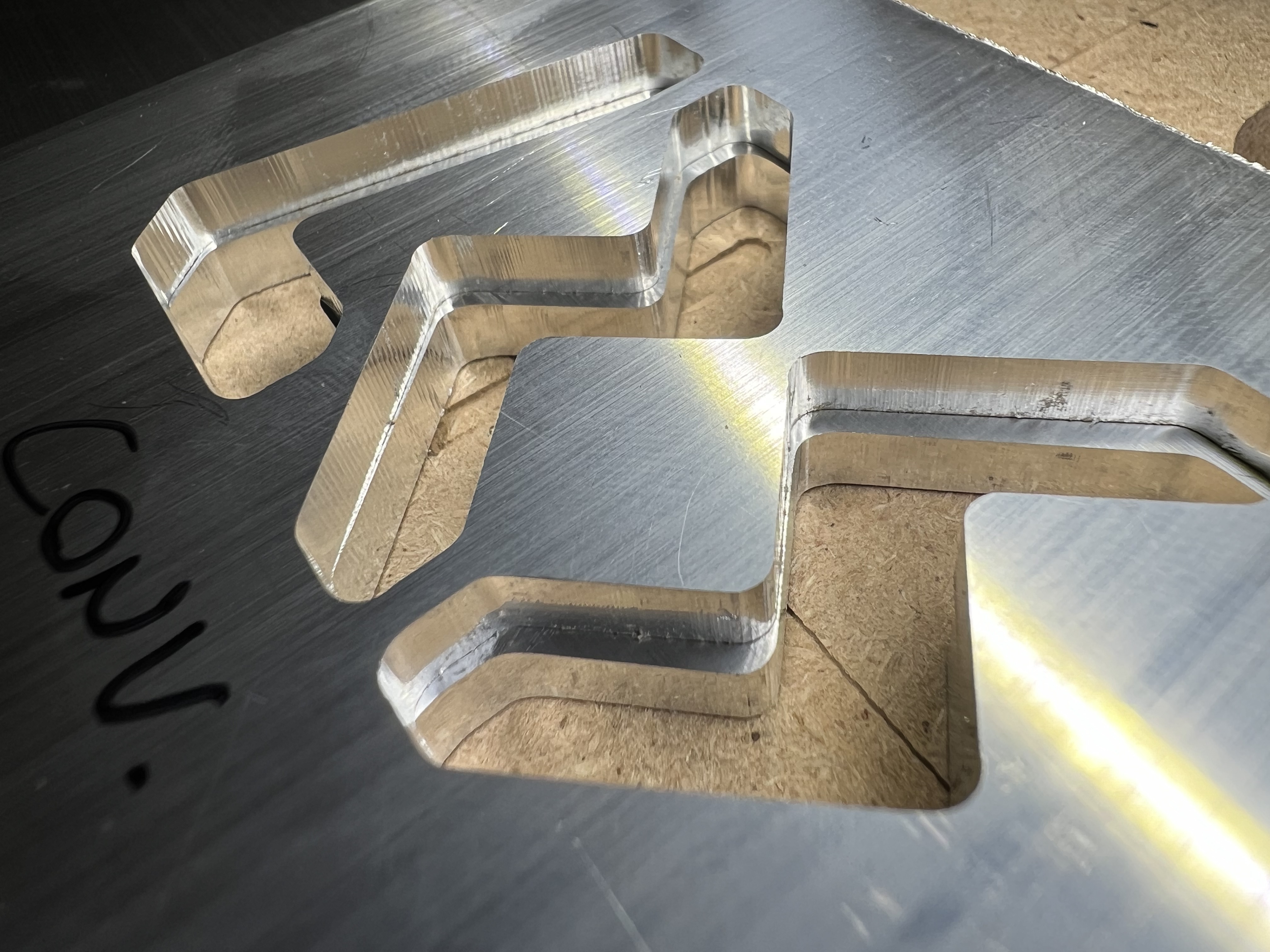
I tested both Conventional and Climb milling, and I found that Climb seems to provide a better finish
I took some pictures, and the difference is not that much, but with bare eyes it’s more noticeable
Looking good! Yes, for what I tried I indeed looked to others who had already done successful cutting in aluminum. I did make some tweaks, but at this time, I don’t remember what they were.
That matches what I remember from machine shop class long ago.
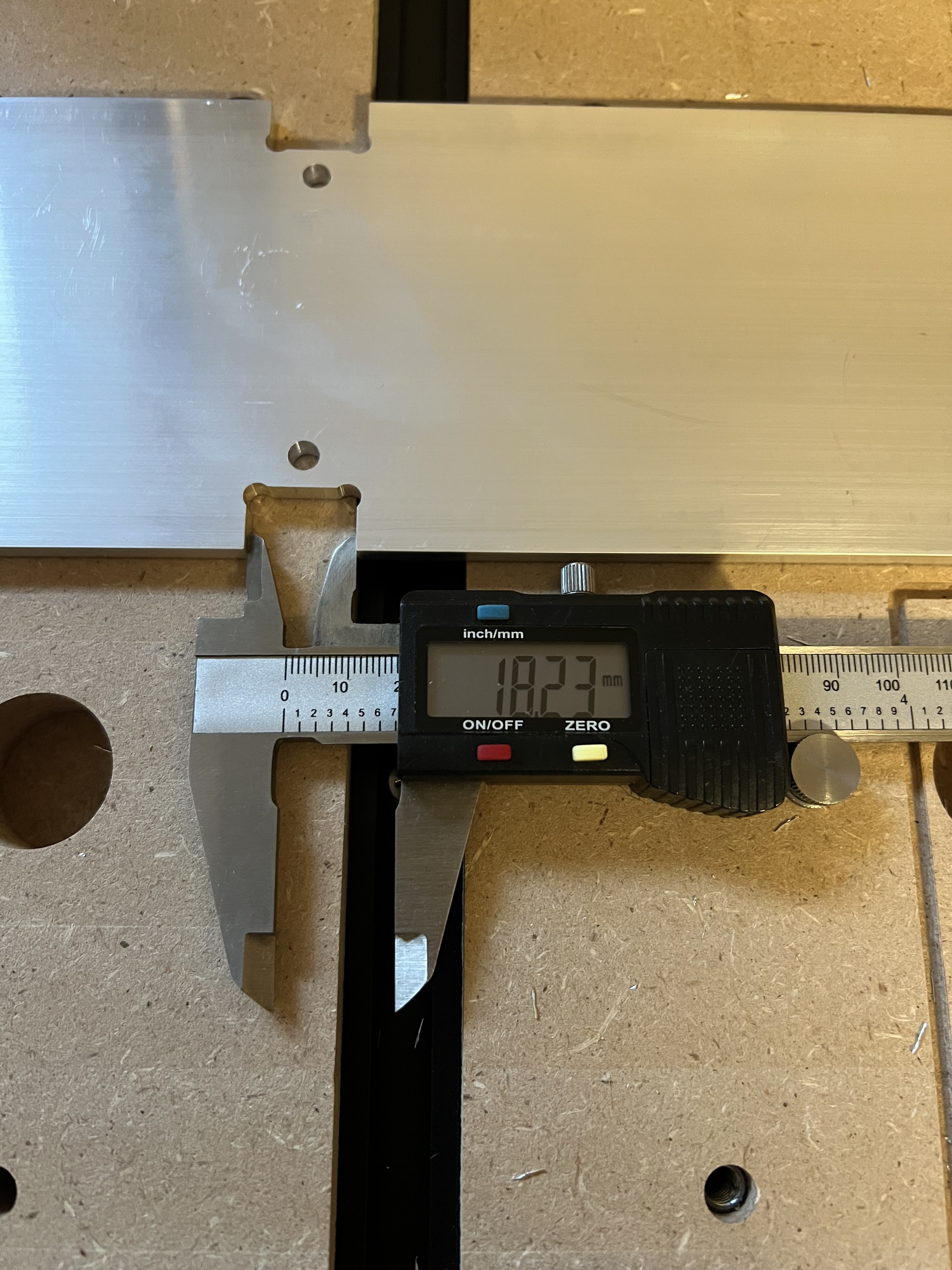
How accurate are the inside dimensions of those slots vs nominal?
I haven’t found a great source on belt stiffnesses, but since we’re using fiberglass filled they will be pretty stretchy when cutting AL vs wood
Climb prevent the rubbing of the tool at the beginning of each cut, but it’s more demanding for the machine rigidity, so in our case it can be done only with not too aggressive cuts to prevent chatter.
Yes that’s my concerning, A lil more tension can help, but if too much tend to create problems.
To prevent it I’m building a LR4 with 400x400 bed, to reduce deformations and the belts’ length.
@Rico_LRS
Under size is what I’d have expected.
When the tool was cutting each side it was pushed slightly away by the metal and so didn’t cut as much as possible
More tension would probably only help if there was slack in your belt while it was cutting.
These belts are going to behave linearly. So their spring rate won’t change as a function of tension.
The only significant way to change stiffness is to use shorter belts or belts with steel core but the manual specifically says not to use those.
Ooh that’d be lovely - imagine a material tool test - cut a square of designated size, measure actual size - enter into the software and it accounts for the discrepancy…
And it’s a amazing machine which is punching way above its weight class.
Any software compensation would be very hard to implement, estimated cutting forces, upcut vs downcut, which side of the tool is cutting, axis position would all play into it.
Have you tested both ways? You might be surprised where the machine stands in rigidity.
Did you do a full depth finishing pass, is so what amount of material did you leave.
Really good idea not to mention those, they 100% do not work under any circumstance for our machines. They fail extremely fast minutes to hours at most. If people read they are better in anyway they will want to try them.
Fairly certain they are not fiberglass cores any longer. Have you checked?
It might be too shallow, the tool does need to bite in metal.
Some people use two finishing passes instead of one.
You guys are talking in certainties here and I am not sure I agree with all of these statements.
Just remember these are not 2 ton cast iron machines, they do not handle like each other. Some things are universal truths and some are not. With a little testing, you should be able to get extremely accurate dimensions.
Your surface finish is amazing and if all your cuts are off by the same amount your issues can easily be fixed with different CAM settings.
Poor quality comes from lack of precision, not accuracy. To me your precision looks amazing, from there you can dial in the accuracy.
Yes, and I said that climb give a slight better result
Climb seem to solve this problem, but the topic was intended to report progresses about aluminum milling, more testing will follow.
I’m very happy about the results, I’m sure I’ll solve the dimensional inaccuracy, it’s not a big issue, we had them also with 150k€ Mazak 5 axis machine