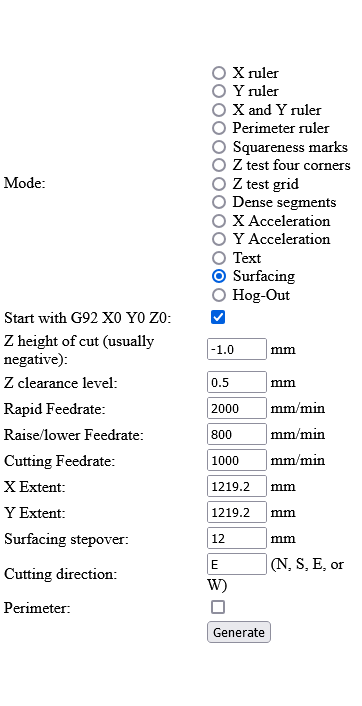
Just looking to get some advice on my spoilboard surfacing parameters. My spoilboard is two 5/8"x2’x4’ particle board sheets side by side. This is the [Surfacing Bit] I will be using to accomplish this. (Amazon.com)
Thanks
Just looking to get some advice on my spoilboard surfacing parameters. My spoilboard is two 5/8"x2’x4’ particle board sheets side by side. This is the [Surfacing Bit] I will be using to accomplish this. (Amazon.com)
Thanks
Looks good to me, maybe increase the z clearance level a little bit to like 2mm.
I wouldn’t cut that deep unless you know for sure that its off that far. I would take a pencil and draw lines all over the spoilboard and take it at .2mm passes and up the cutting feedrate a little. Light shallow passes will get you a much better result than heavy passes. Also make sure your router is trammed.
Okay, I will try the shallow passes like you mentioned, what feedrate would you recommend? Could you elaborate on the tramming that you mentioned?
Every build is a little different so that is really hard to say for sure. I think you would be safe with 1500 mm/m as long as your build is good and you don’t have any super high spots on your spoilboard.
Tramming the router makes sure that the router is exactly (well as close as you can get it) inline with the machine. If it is off in any way, a bit the size you are using will leave cup marks pretty bad. Usually you can use a few pieces of painters tape to get it in line. I will see if I can find the thread where we talked about it a good deal. There were even some custom mounts made to make the process easier.
Here it is…
With the Painters tape, lets say that the tool is leaning slightly to the right, i would take a bit of tape and place it on the inside right side of the bracket that the router slides into?
You’ll have to be a little more specific as to what “leaning slightly to the right” and “the bracket” means…
In my mind, “leaning slightly to the right” means the top of the tool is is kicked further to the right than the bottom.
So, to correct that, you either need to shim the right inside of the top mount bracket, or the left inside of the lower mount bracket, to kick it back in line.
It also could be a combination offset and where you need to shim it may not be directly to one side or the other.
I have the same bit, and with a bit that big, it is usually pretty easy to tell how much further it needs to go to be trammed when you move it close to the spoilboard.
@vicious1 also has a tramming tool here that can help figure it out
For whatever reason, my router was initially pretty badly not trammed initially, so I ended up making a mount based on the above mentioned thread discussion
This worked great for me, but if my router was pretty close to trammed, I probably would have just used the tape.
I maybe could have fixed mine with tape, but was testing the ideas in the thread and wanted to see if it worked. I can’t remember, I think maybe it was @bitingmidge 's idea?
Another thing I wanted to make sure of, and I apologize for my ignorance, but what RPM should I set router at? I’m running the Makita with this machine
That’s a 3 flute bit.
I would start at 1…
Run a test on a piece of scrap material the same as your spoilboard and make sure it’s cutting right
Okay so I just want to run this through the group to make sure I fully understand what I’m doing.
If you have never surfaced your spoilboard before, I would drive the bit around manually first to find the high spot, which may not be the front left corner of the spoilboard.
What you don’t want to happen, is for a 0.2mm surfacing pass to unexpectedly turn into a 3-4mm surfacing pass in some spots
Okay that makes sense, the high spot seems to be the back left part of the board. I’m assuming the rest of my rambling is fairly correct.
Is it common for the location of where the machine homes to be on the spoil board or would I be better off have the machine home beyond the spoilboard by maybe 1”-2”?
I have my spoilboard set up to where the front left corner is exactly at the home position.
Basically, my spoil board mimics the limits of my travel, so that none of my work area is unusable.
Not sure if that’s what everyone else does or not, but I just assumed that was what I wanted.
You don’t want it to go outside of those bounds, or you won’t be able to surface it.
Have you cut the struts for your machine already? I wouldn’t bother surfacing the spoil board if you don’t have the LR3 completely finished
There are several good points here above. This is a good one.
I don’t see dust control mentioned yet, but… resurfacing an MDF spoil board creates massive clouds of dust. Aerosolized MDF is pretty nasty stuff (somewhat toxic for lungs). You should definitely have functional dust shoe and dust collector or shop vac in place to collect dust, and probably wear a respirator mask.
I currently have the machine fully assembled, and I do have the the dust shoe for a 2.5" hose printed out. I just need to come out with an adapter to sleeve the hose on to and sleeve into the shoe as the hose wont stay in the shoe without it.
Just thought of something, I’m in the process of of surfacing my board and I haven’t placed my hold downs in yet because I’m placing threaded inserts and I was afraid of a chance of the bit making contact with them if for some reason it went too deep.
My question is, and I going to have to surface again once I put the inserts in?
Speaking as someone who when I built my first LR2 I put threaded inserts in and printed a bunch of hold downs and all that. It was all a huge waste of time. I never used them. Just screw your material down. If you need some printed pieces to hold on the edges then make them where you can screw through them into the spoilboard. No matter where you put the threaded inserts they will never be in the right spot where you need them all the way around your part
I second this. Screws right into the MDF is about all I’ve ever done. Works great.
I use threaded inserts on the Primo. They work well there, because the gantry rides high, always at the same height, so you can avoid it and have nice hold down clamps bolted to the table.
Then I built an LR2, and they were crap, because the gantry rides low, and gets lower as you cut, and I was hitting the clamps.
With the LR3 I tried T track, (actually bought for the LR2) and it was the same. Maybe there is a better way to make the clamps, but in the end, I just put screws into the spoilboard.