It doesn’t look like much but there was a lot of work that went into getting to this point. I’ve set up LinuxCNC to use on my lowrider. I can now home each motor individually but synced by axis, automatically turn on and off my router, tool change using a touch plate to set z height, a live jog (meaning it doesn’t buffer up and keep going after you let off the button like in CNC.js with an ultimaker board), and use more complex gcode. One day I’d like to add coolant control, and physical estop, and a fourth axis. I have enough outputs to control 10 motors individually, and 10 inputs.
I plan on doing a full write up once I polish up the LinuxCNC, and fusion360 post script and anyone should be able to replicate my progress pretty easily.
Please ignore my dying sharpie.
I have a refurbished Dell Point if sale PC, going to sainsmart parallel breakout boards and tb6600 stepper motor drivers. Although I’m very curious how it will work with the spare pololu stepper motor drivers I have. I plan on trying them for the affordable option on how to set this up
@dkj4linux has a thread using linux cnc and a ramps board (or was it a grbl uno shield?) with drv8825 drivers. I dont think he had dual drivers and auto squaring working though.
This was the thread where I used an inexpensive Mach3 parallel port breakout board and CNCshield V3… without the UNO. Basically used the shield just as a breadboard for the DRV8825 driver modules. DId nothing fancy – no squaring or dual drivers… just 3-axis movement.
I already have the three axis squaring done. I’m working on getting the touch probe and tool change process down then I’ll make a post on how to replicate
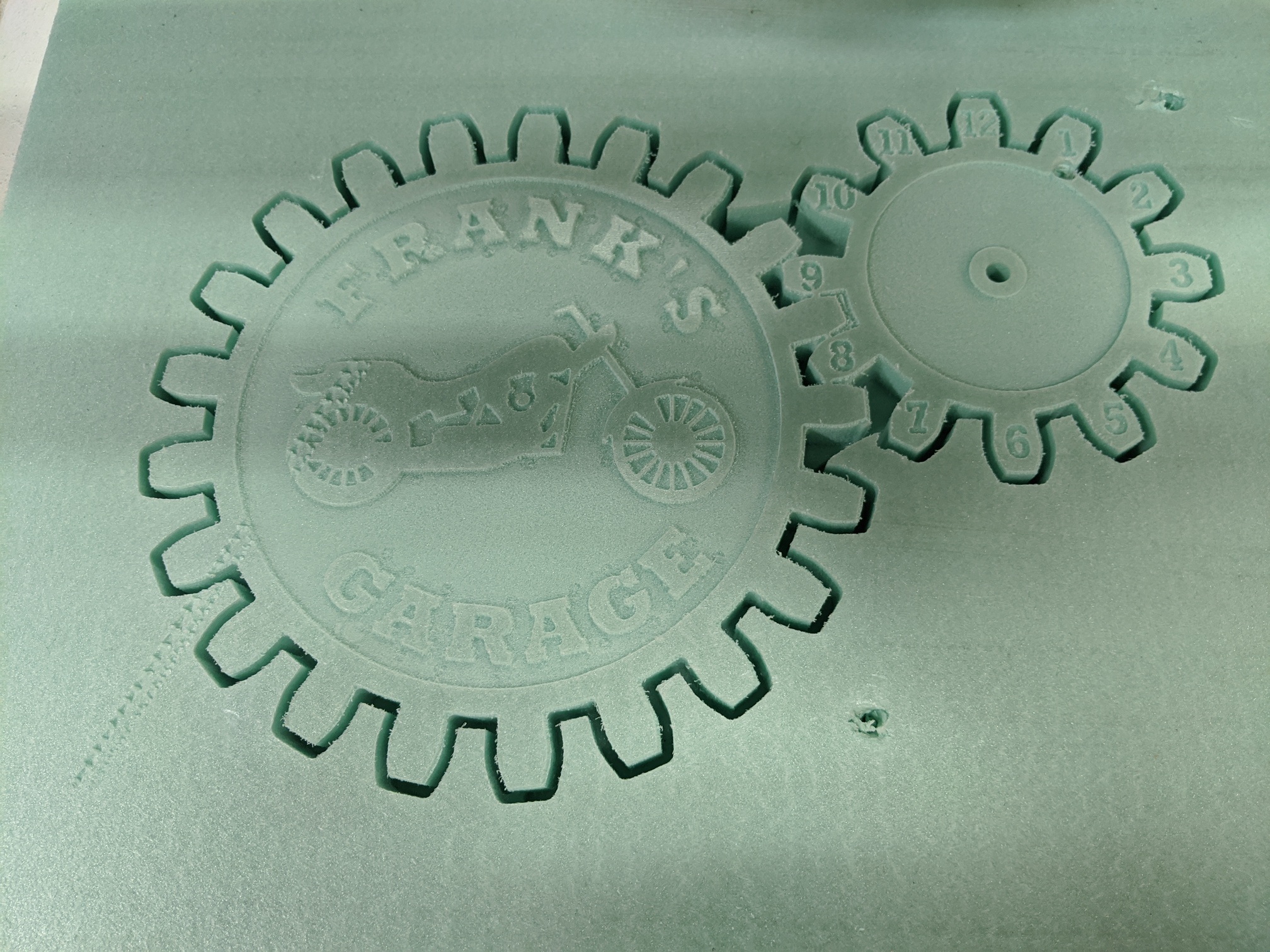
First complex cut in foam with linuxCNC.
This project has no less than 4 tool changes. I’d say it went flawlessly. I have a tool change down to less than a minute with extreme accuracy. I’d say I’m ready to publish my LinuxCNC setup and configs. Tomorrow I’ll do a huge writeup on how to replicate and why I’ll never go back to CNC.js
This cut isn’t perfect, I know. This piece is still in the design phase but is one of the reasons I wanted to move away from CNC.js
I’m trying to decide if there’s a useful way to drive them so that a different tooth was touching each minute, but it was only in phase once per 12 hours, and there was some meaningful way to read it for each minute.
I couldn’t help but brainstorm a bit on how this might work. Other than the obvious, “just have an hour hand that doesn’t move”. Here is what I came up with:
Have the big gear have 24 teeth. They would be labeled “12:00”, “12:30”, “1:00”, “1:30”. The little gear can have as many even number of teeth with them saying, “:15”, “:45”. As the gear mesh, there will always be one place that meshes the best, “12:00”, “:15”, “12:30”,":45".
Have a 12T gear with each hour on one tooth. The other gear has lines carefully spaced, like Verner calipers and only one line will match up at a time with the gears meshing. There is a name for the arc shaped teeth that have a sweeping mesh point, but I can’t remember it. Whichever line lines up the best is how many minutes it has been past the hour.
The left gear has 12T, The right has 5, (or 10 and it repeats, if that makes them mesh better). The 5 teeth are “:00”, “:12”, “:24”, “:36”, “:48”. When the right gear is on “:00”, the tooth on the left shows what hour it is. The :00 would cycle through every 5 teeth so the “1:” is 5 teeth after the “12:”. The trouble is, you have to figure out which tooth in the past matched with the :00. It probably wouldn’t be too hard, unless you woke up in the middle of the night and weren’t sure if it was 1am or 5am. But you could (and this is where I really got off the rails) mark the hour on the next 4 spots. You could give each minute marker its own color. So :24 might be blue, and the 1: would also be blue at that spot on the gear. There might also be an 8,3,10,5. But they would be different colors. This is the most complex, but it is intriguing because of its obscurity. Some people like clocks that only they can read.
A big minute gear with a smaller gear behind it, to drop the gear ratio down, the little gear is connected to the hour gear. So the numbers at the top would always be the time. The left rotates one hour each time the right rotates one turn. I think this is the clearest, but most boring way.