The easiest thing is to make a macro to park wherever you want after you home.
The reason is that we don’t know what size you’ve made your machine. There were also issues with Marlin homing up, but on the jackpot, it is mostly just because of the machine size.
I read through a bit of the Jackpot-specific stuff last night WRT squaring the machine, machine extents and all that. I’ll keep looking into that stuff.
I used Dan’s tall YZ plates and then gave the table a 1.5" drop as well. The drop is to compensate for the thickness of the ice sheets (2") this particular machine will be working and the tall YZ plates will allow me to slip an even thicker piece in under there if I ever needed to. The thickest slab I’d ever use the CNC for would be around 6". I should measure this up though and see what the actual thickest I could get in there would be. Maybe I could use a similar tall YZ plate based machine to help “draw in” carvings that I do on a regular basis to speed up the carving and improve the accuracy on the human part of the carving. That would be 10" max though so this setup might fall a bit short. In any case, that’s why I’m going to be building a second LR3 (or 3.X…or 4…) - to handle the larger and thicker jobs - and to use for non-food-grade related work like playing with aluminum milling
I’m always one for a good tease but when it comes time for “keeping it under wraps until it’s really really ready” I’m the worst. Can’t keep the stoke from bursting out.
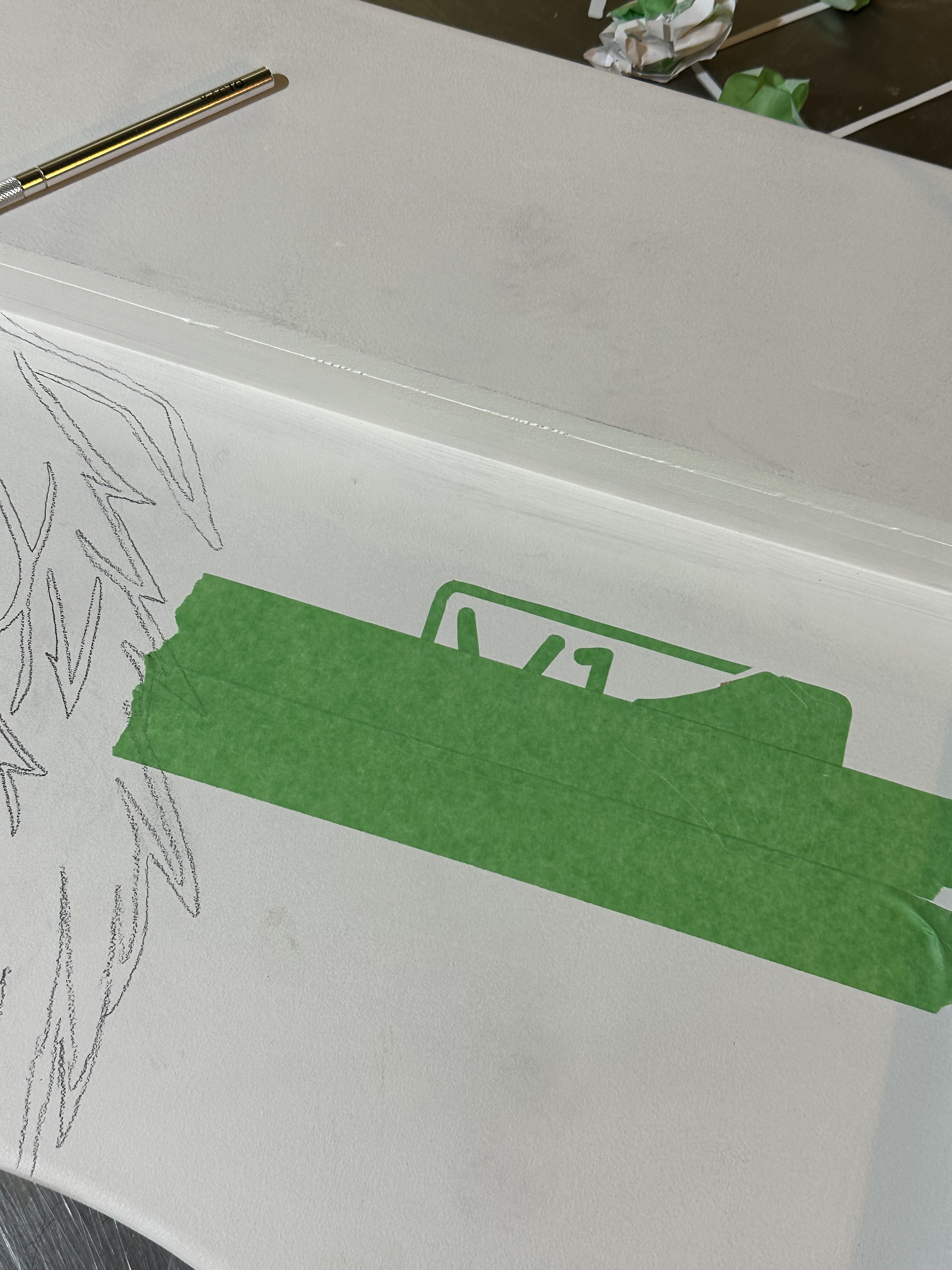
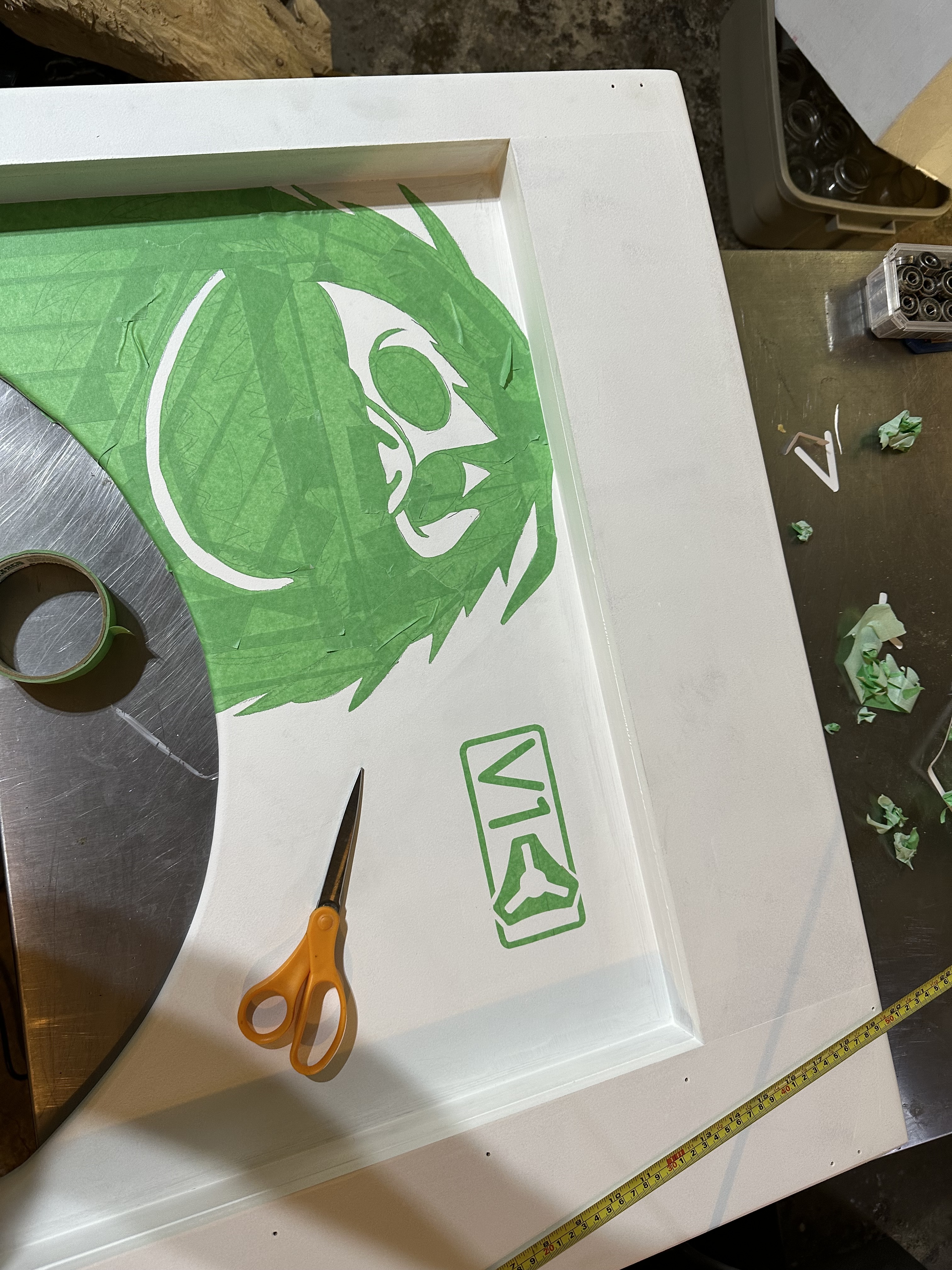
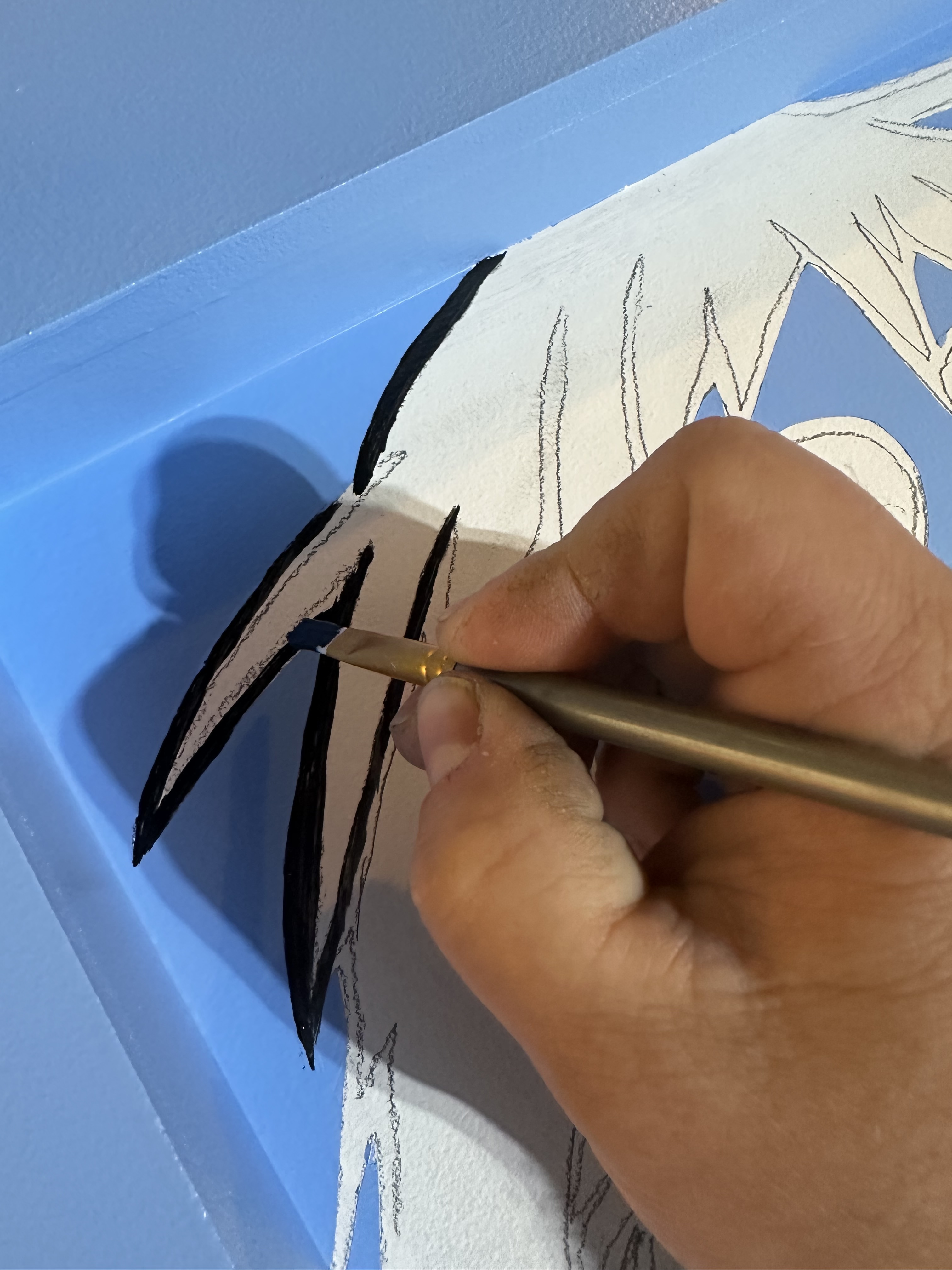
This all started as I was catching up on the V1 happenings after being away so long. I came across the Googley eyes threads and thought “how fun!”. But then another idea hit me and it all seemed so very appropriate for this build…
Ah, but ice is just water so it’ll only ever get cleaner and cleaner! And it certainly will be a daily reminder that we’re all just misfits around here.
This was certainly the second most fun part of the build here. The MOST fun will be putting it to work though.
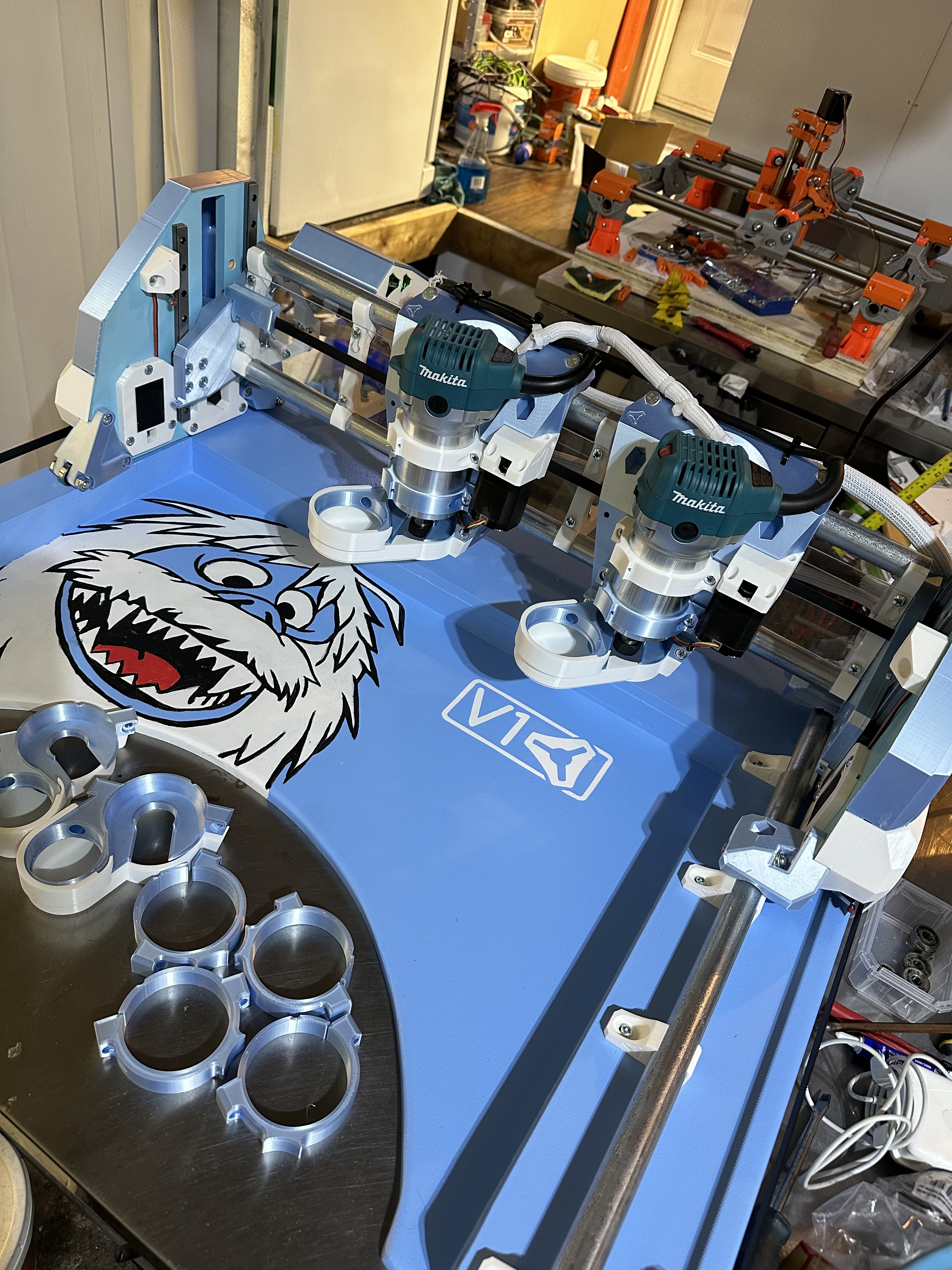
This particular machine is made to handle sheets of ice that are 20" long x 10". 10" is right around the bottom teeth. The machine needed the excess y rail length but my needs do not require the excess y on the bed. So, to save a little bit of weight and then to make it easier for me to reach under the ice sheet when loading and unloading the curve was cut. I didn’t just cut straight because I’ll still need to pop a couple holes in either side to hold some concentric dog levers to hold the workpiece.
Gave up waiting for a sale and picked up the second Makita today. Also reprinted the 2.5" vac hose parts to replace the 1.5" parts. Was running low on the silk blue so printed two blue, two white. I’m ok with it.
How do we know the Makitas are fully seated? They seemed to have slid down “as far as they would go” but I figure I ought to ask.
I just need to print the vac adapters (my dust collection tube is just too big to fit the mounts) but that has to wait. The printer is printing the LR32 drives at the moment. I have a few tasks left to do to/in the freezer before it’s ready to cool things down so I’ll tend to that in the next few days and hopefully by the end of next week we’ve made some snow?
I’d like to find a couple of 1/8" up cut single flutes. Can someone point me in that direction?
Well now we’re really gonna wade into the weeds here. $30.67 USD converts to roughly $219 CDN.
Okay I kid. But it sure hurts doesn’t it? I remember buying a kite from Aus years ago. The exchange to CDN wasn’t so bad at all and surprisingly the shipping was pretty good. The real pain is the “flat rate” shipping fee. I understand how insane it would be to assess actual shipping on each order and would not expect anyone to do that. And hey - it’s a good business model because I myself will creatively fill a shopping basket so I can divide that shipping among several items rather than one upcut bit.
Unless you are in my state, Flat rate is by far the cheapest way I can ship. Kinda crazy. In my state at some weight flat rate is still cheaper. Then flat rate also adds better tracking and insurance.