I don’t have a flood system so I have it in a handheld spray bottle and I squirt occasionally.
My RC2 is on rails and I forgot that I had to lower the router a bit. The spoil board is not quite as thick as the rails and with the router at it’s “correct” position (all the way up), the Z axis bottoms out just barely above the spoil board, about 2 or 3 mm.
It took me a while to figure out what was happening, why it wasn’t cutting all the way through.
What is a little strange to me is that the (accidental) partial-depth cuts from before were sorta okay-ish, and my thought was that the load on the edge was okay and I could just use more of the cutting edge, provided the torque and stiffness were enough.
I am guessing but I think these might be the differences:
Perhaps heat is nonlinear with depth because at let’s say twice the depth, there is twice the heat generated but it is harder for the heat to get out
A partial-depth cut allows the coolant to pool slightly in the cut rather than soaking into the spoilboard, for a dramatic difference in cooling
I also haven’t tried reducing spindle speed from the maximum, so that is probably a factor.
Next attempt, I will:
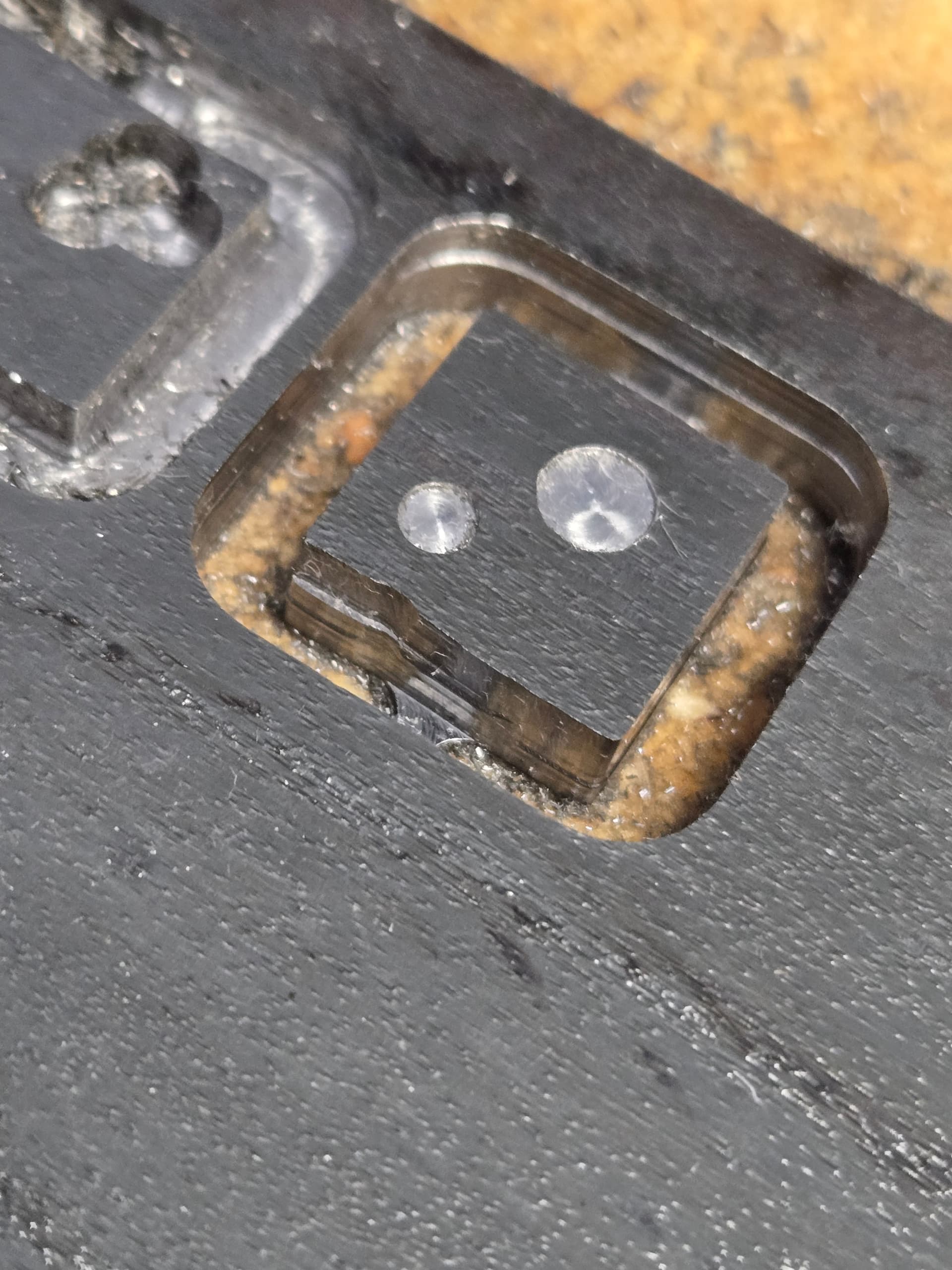
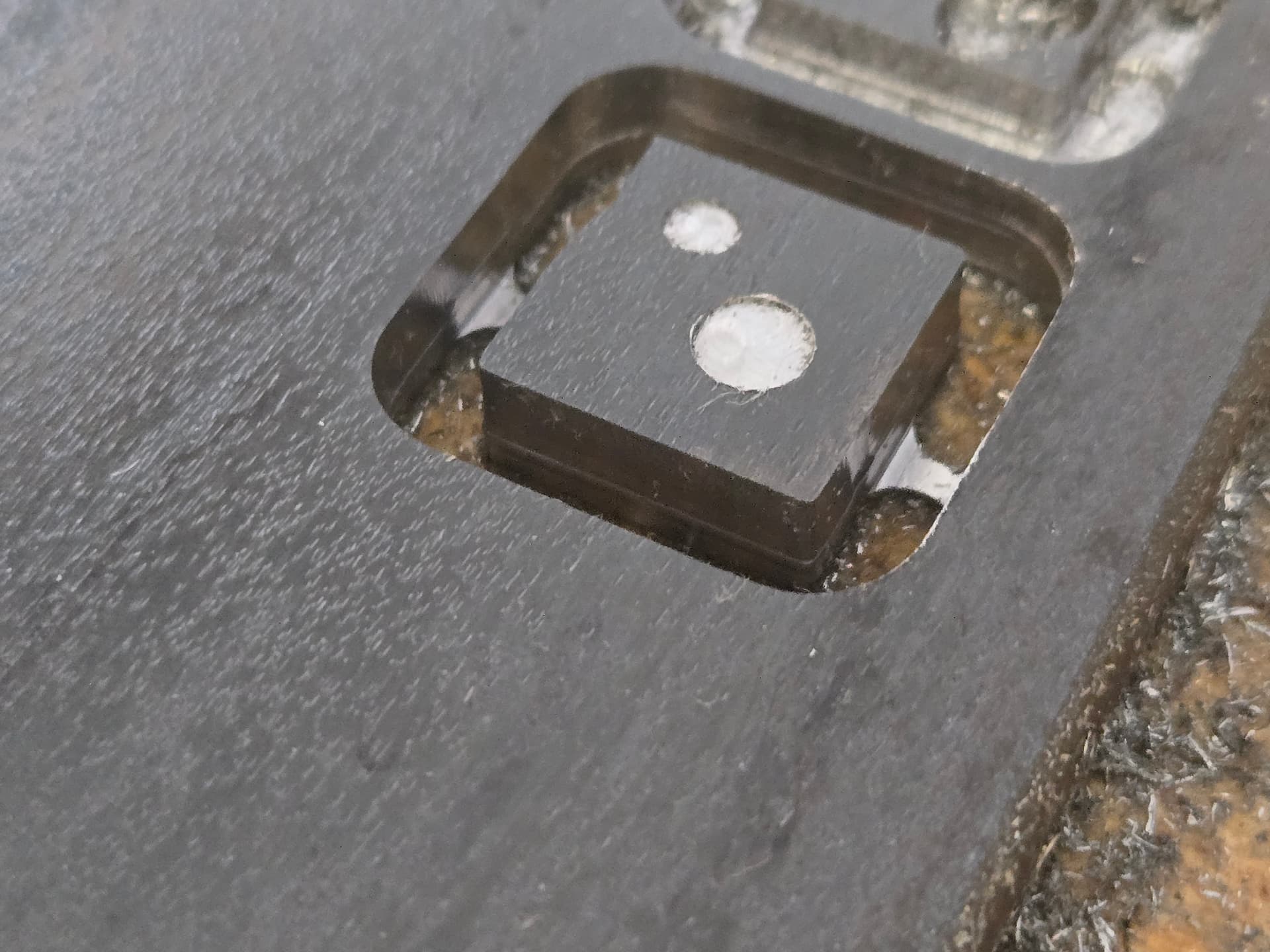
Just do shallow holes, assuming I can finish with a drill
Reduce spindle speed
Try step-down of 3mm per pass (three passes total)
Would the reduced chip evacuation associated with the deeper cut be the reason for the increased tool wear?
I found that when cutting 3/8" aluminum vs 1/4" aluminum, the air/mist system I was using wasn’t nearly as effective in clearing (blowing) the chips out of the slot, so I was getting a lot more chip welding and recutting happening (single pass full depth trochoidal).
I get that you don’t want to use IPA, but could you not use the soluble oil in the mist system?
If you are only using an occasional squirt with a spray bottle, then perhaps using an air line to blow the chips out of the slot might be effective.
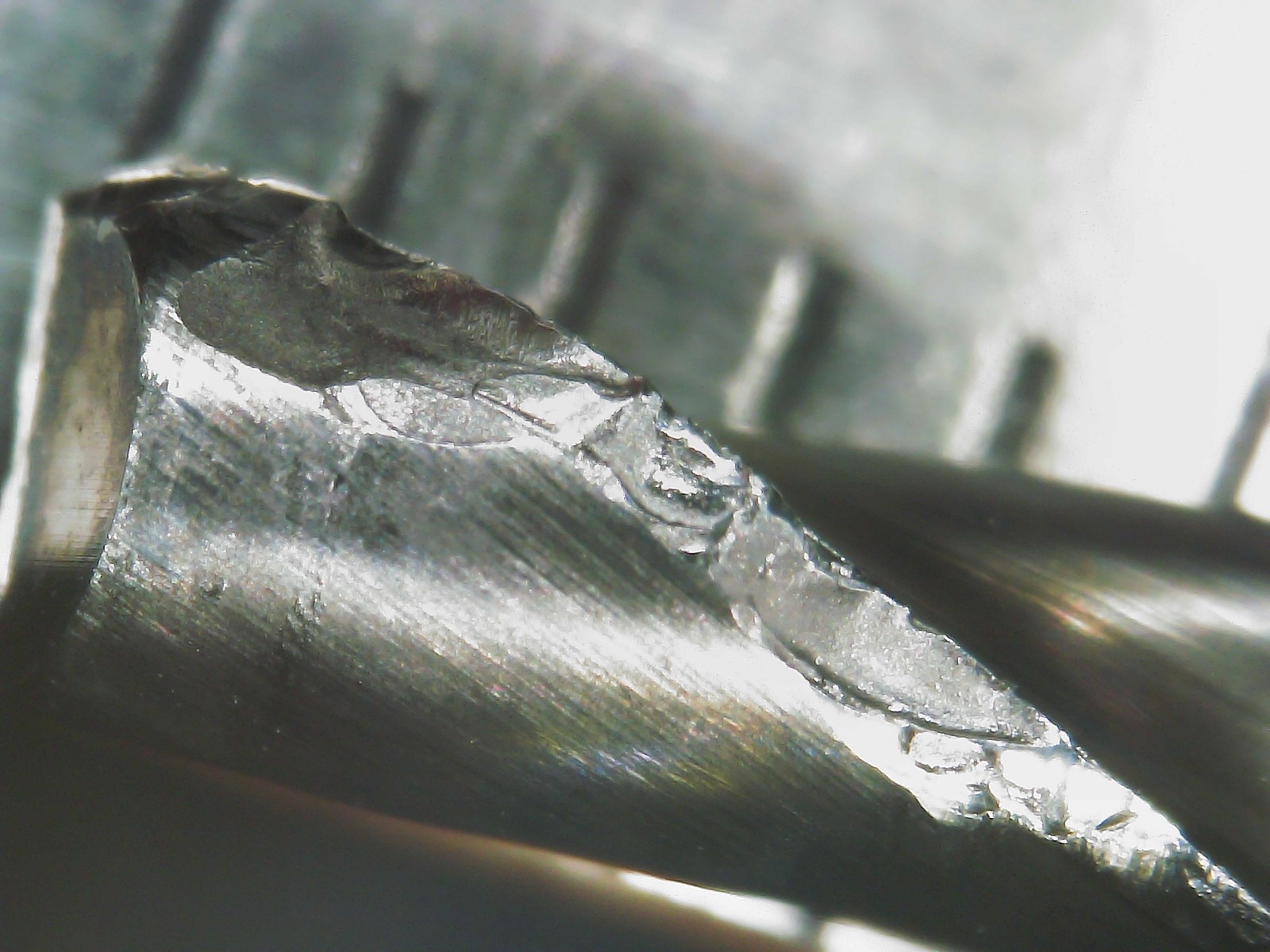
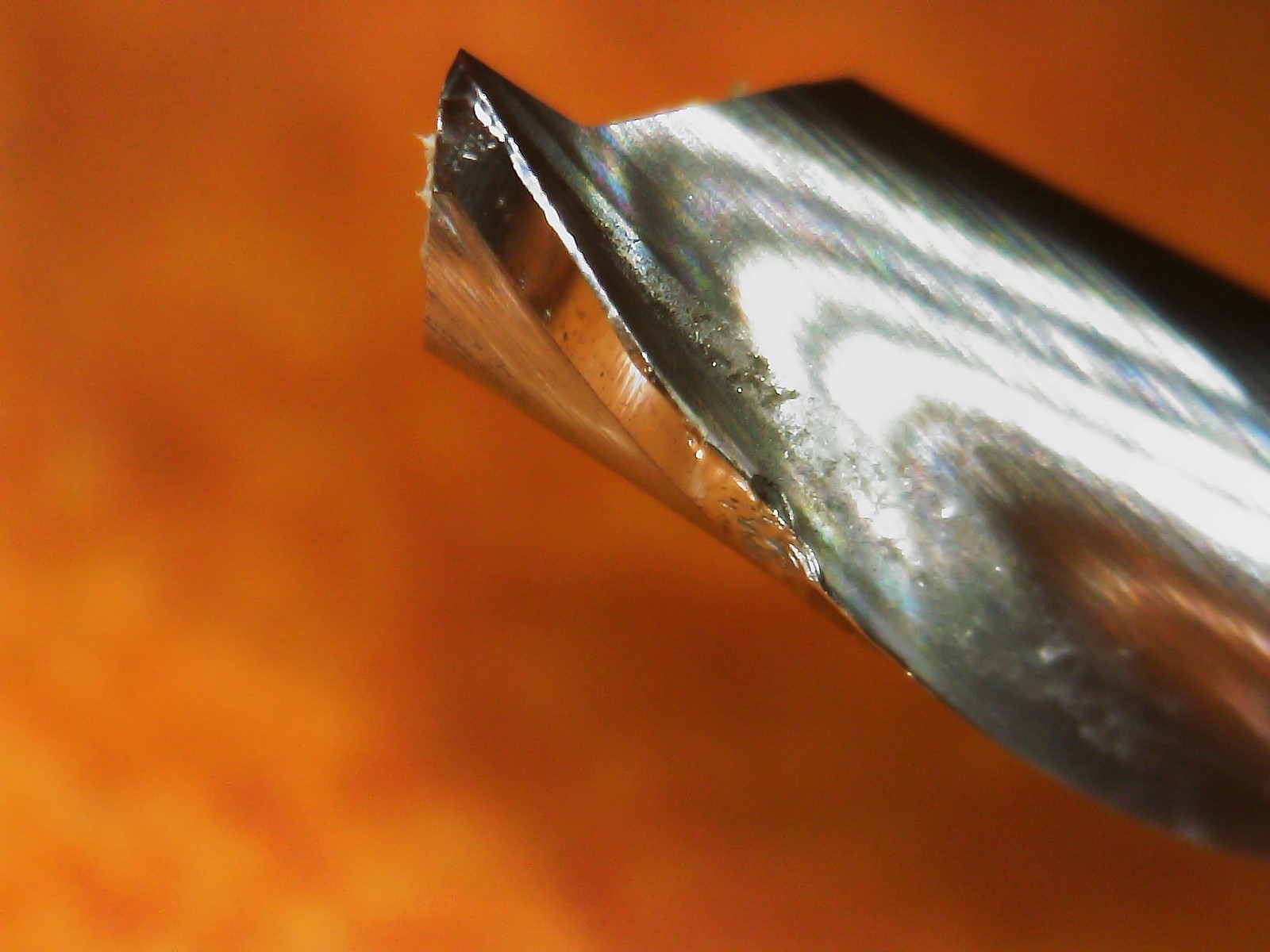
Again a brand new cutter and this is what it looked like at the end. Not great, but not a total disaster. Tip is blunt/broken and there’s a chip at about 2.5-3mm.
These are Ryan’s 1/8" endmills. Just carbide. For steel, I don’t mind if they are disposable, if it means I can get the job done. Maybe if I get workspace coordinates figured out, I can swap out to a fresh endmill for the finishing pass and the part can have a really nice finish.
I was thinking about hooking up an E-stop button so the NC side powers the router and the NO side is wired to a 5V “door” input. Then I can plan for a single bit for the entire job, but if the cutting is degrading unexpectedly, I can pause, change out the bit, and resume.
The real e-stop would be the power strip, which is for a real emergency where there are bigger problems than whether the router falls before it comes to a stop.
For Jackpot with FluidNC, I really like that it remembers all the “zeroed” work coordinates even after a restart of the machine. If I had zeroed all three, and I needed to continue a job after whatever disaster, all I’d have to do is home the machine and start again. If I needed to change a bit before going again, all I’d have to do is probe Z after the bit change. The zeroed values for X and Y would be unaffected. Learning this was welcome news to me and I’ve used it a lot.
The z feedrate for trochoidal is not the vertical speed but the speed around the loops while plunging, effectively a helix. I am guessing the helix angle is determined by the trochoidal stepover so it steps down by 7% for each loop instead of horizontally.
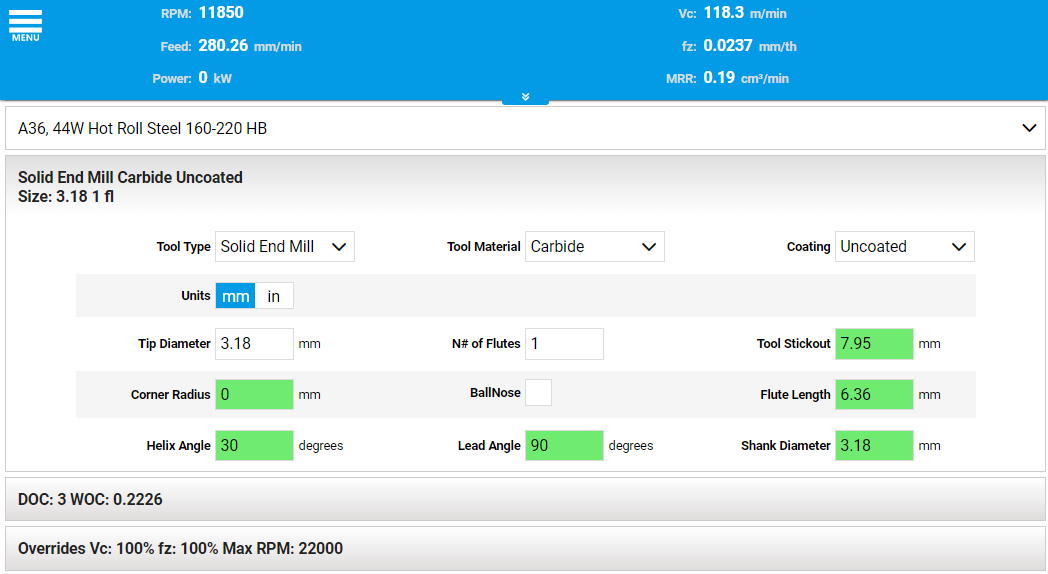
From here the main number I took was the feed rate 280 mm/min.
But at full speed of “6” that is probably too slow since it is assuming 11,850 RPM, which is why reducing the spindle speed was something I thought could help.
When I go in GWizard to get feeds and speeds, it estimates deflection for me.
For a 1/8" bit — 2 flute — carbide —
If I tell it “medium carbon” steel, and choose the slowest RPM speed on Kobalt (#1, for 10,000 RPM), then if I try for 3mm depth of cut, it throws red warnings about deflection being pegged out, over the top, with a feed rate of 10 mm/sec (596 mm/min).
If I take the depth of cut down to 2mm, the deflection estimate comes back into usable range, at 76.4% of allowable deflection.
I’m concerned that the feed rate (280 mm/min) is too slow to prevent heat build up. EDIT — at the high RPM speeds you mentioned.
The depth of cut question depends a lot on the amount of stickout of the bit, but it may be that a narrower bit has deflection issues even with less stickout because of being narrower.
EDIT: also, it gives me an estimate for Z plunge rate, usually about half of the XY feed rate. For 596 mm/min, it suggests a Z plunge rate of 298 mm/min.
EDIT: If I change the bit choice from 2-flute to 1-flute, things stay good, but it reduces the suggested plunge rate to 154.3 mm/sec.
I am not that worried about deflection, or anyway I’m not sure what assumptions they’re making about what is acceptable. With a finishing pass, the deflection on the roughing pass mostly doesn’t matter.
What I am worried about is “failure” which can be skipped steps due to high loads, or if the cutter snaps, or other catastrophic failures. This includes the case where the tool overheats and loses its edge, which in turn causes one of the other failure modes. A shift in the workpiece mid-cut is also a catastrophic failure.
I have a tachometer so I should be choosing RPM instead of just guessing.
I am thinking about what I might do to be “gentler” on the cutting bit, so it can survive an entire job. I am wondering if the mill scale is part of what is hard on the bits, or the plunge operations, or worst would be plunge into mill scale. Maybe I can remove the mill scale with a shallow operation and drill a hole near the part using (abusing) a bit that is already not perfect. Then a fresh bit wouldn’t have to deal with mill scale, and with a lead-in from the hole, I could avoid any axial cutting. Except holding tabs would still need plunging.
These all sound like great things to try. The thing I was getting at, is that higher RPM and slower feedrate can lead to heat which is bad for the bit. The software I use seems to be suggesting a reduction in RPM and increase in feed rate.