I tried milling the struts, however I found that my spoil board was too high at Ymax than at Ymin. The result was that I was unfortunately cutting into my spoilboard, as well as my clearance plane was no longer good and ended ruining my pieces.
Fair enough I said, I decided that a flattening of my spoil board was in order. MDF was used as my top so it was getting really messy in my shop. So I added a 2.5" shop vac hose to the gantry to try and collect the dust. Once I did that, my z steppers started bogging down and missing steps while homing. I used a laser level to ensure the gantry was trammed when it homed, which it was.
However, now my gantry seems to not be trammed at the lower end of Z travel, and I have no idea where to start. At Xmin, I am cutting into my spoilboard by a good 4mm, but at Xmax there is hardly a mark.
Like…I dont even think I can accurately use the Z coordinates to determine if I need to offset now because I have no faith that my spoil board is flat.
It has left me completely defeated and hopeless. I feel like I will never get this thing off the ground.
Is there anything you guys out there see that I am doing obviously wrong? Any advice would be incredibly appreciated.
Hello @Jason_Fair! Thank you for taking the time to reach out and sharing details about what problem(s) you’re encountering, and what you’ve tried to self help.
Am expecting several folks here will be happy to help get you up and running. Kinda paying forward the help we received when getting started. We all appreciate the ramp up to making those first cuts can be frustrating. Getting going and making your ideas real will be rewarding, and worth the effort.
Personally appreciate seeing cuts in my spoilboard, they’re proof that I tried something, and maybe a reminder of something to do differently next time.
Lowrider 3? Did you lube the lead screws and linear rails? Something like super lube silicone lubricant, as a bonus that’s food safe and not trying to kill you.
When powered off, are you able to easily and smoothly move your LR3 gantry up and down, there’s nothing binding that requires adjusting the bolts in XZ plates and/or linear rails? If your gantry is only slightly binding, then hopefully lube will be enough to stop Z steps being skipped.
My initial LR3 gantry build was not level, at first, I moved height of the Z endstop parts on either side to help split the difference, move one side a bit higher, and the other a bit lower. When I ran out of room to shift the Z endstops up/down, I bent the metal lever swing arms on the microswitch a bit to help.
Eventually, after running out of options/ideas to fix things mechanically, I eventually leveled via the firmware, using the M666 command to Z level, see https://docs.v1e.com/lowrider/#z-leveling.
In addition to the great answer from Aza, let me also urge you to check your grub screws to see if one or more are loose. The symptoms you described really sound a lot like a loose grub screw situation. Speaking of which be sure to use thread locker on all grub screws during installation and snugging them up. Vibration makes them come loose something awful unless you used thread locker on them. Most of us use Loctite brand, the blue liquid that has number 242 in the name, I think.
This is likely because the homing endstops for the Z travel aren’t set correctly (one end is set higher than the other). The endstops have slotted screw holes to allow for adjustment. You need to adjust them so that the gantry is the same height from the spoil board at each end after homing.
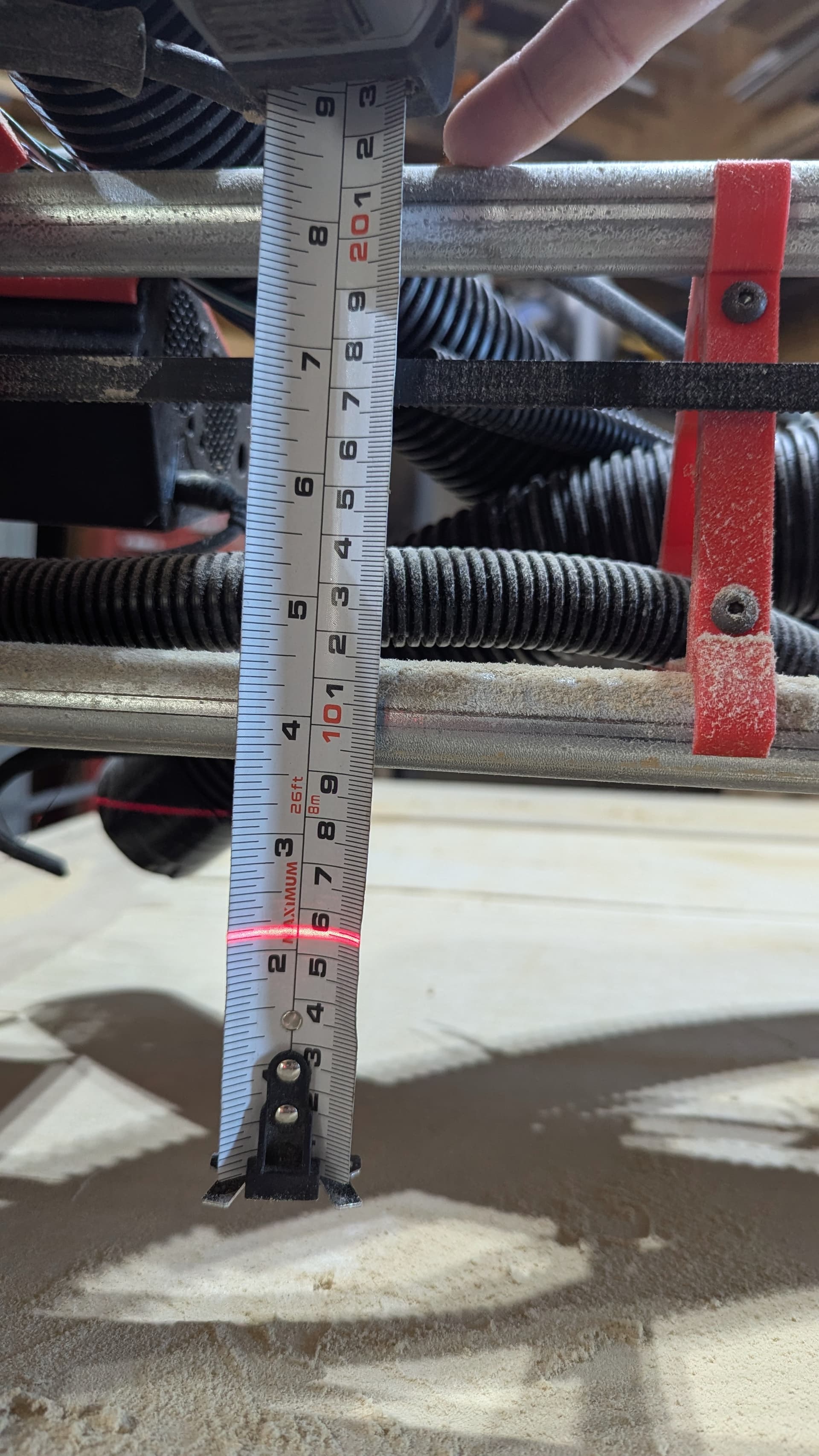
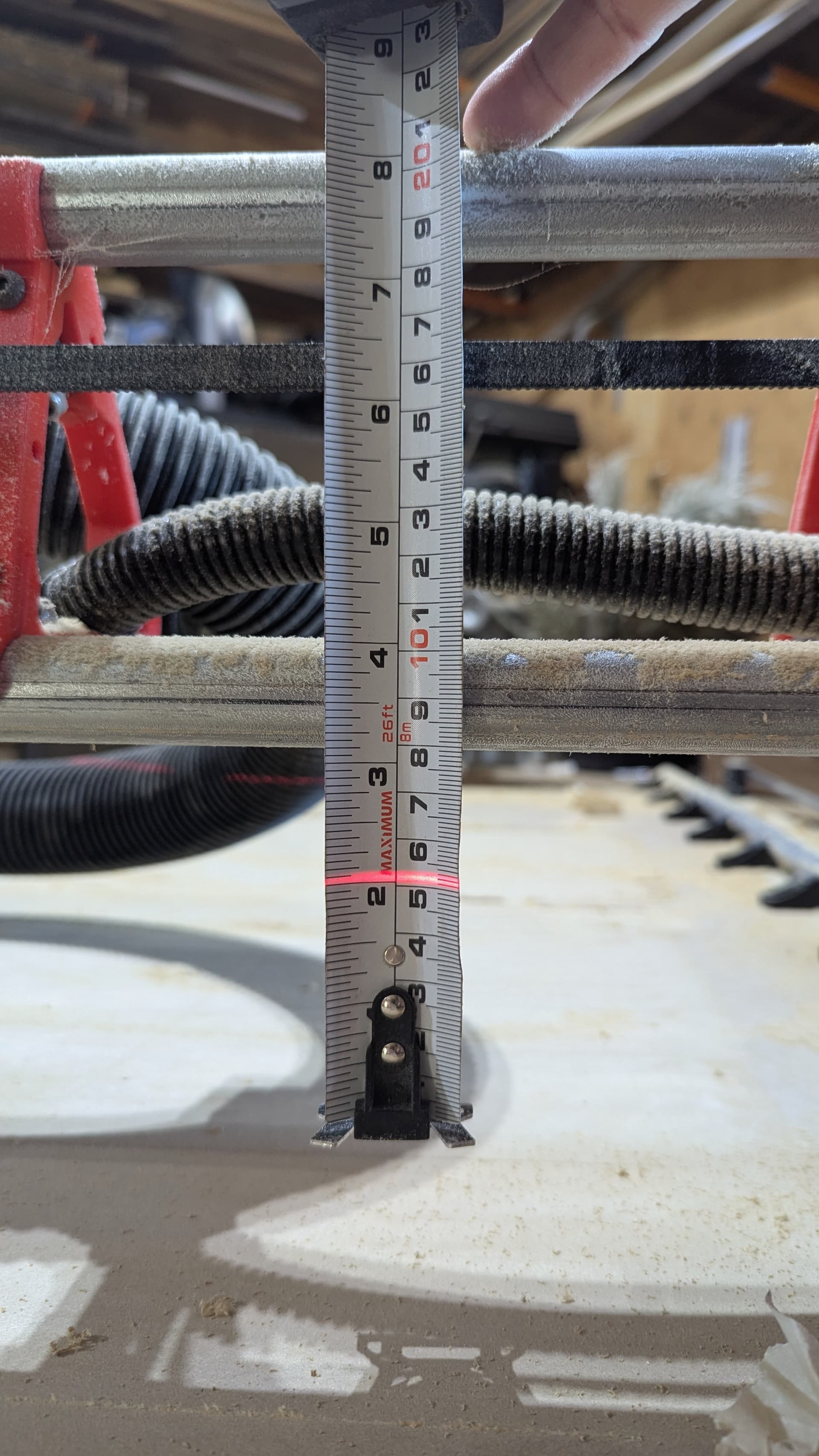
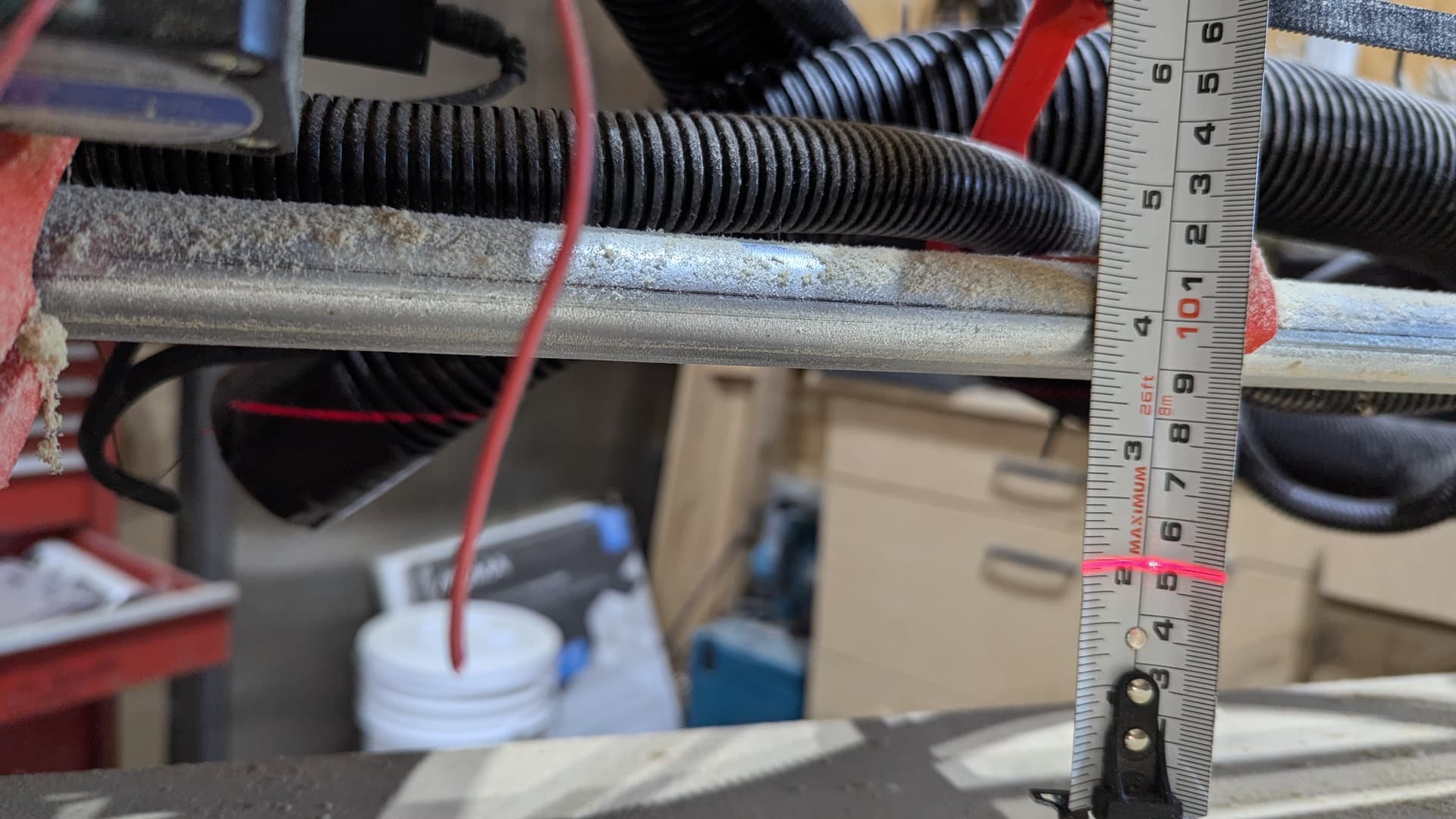
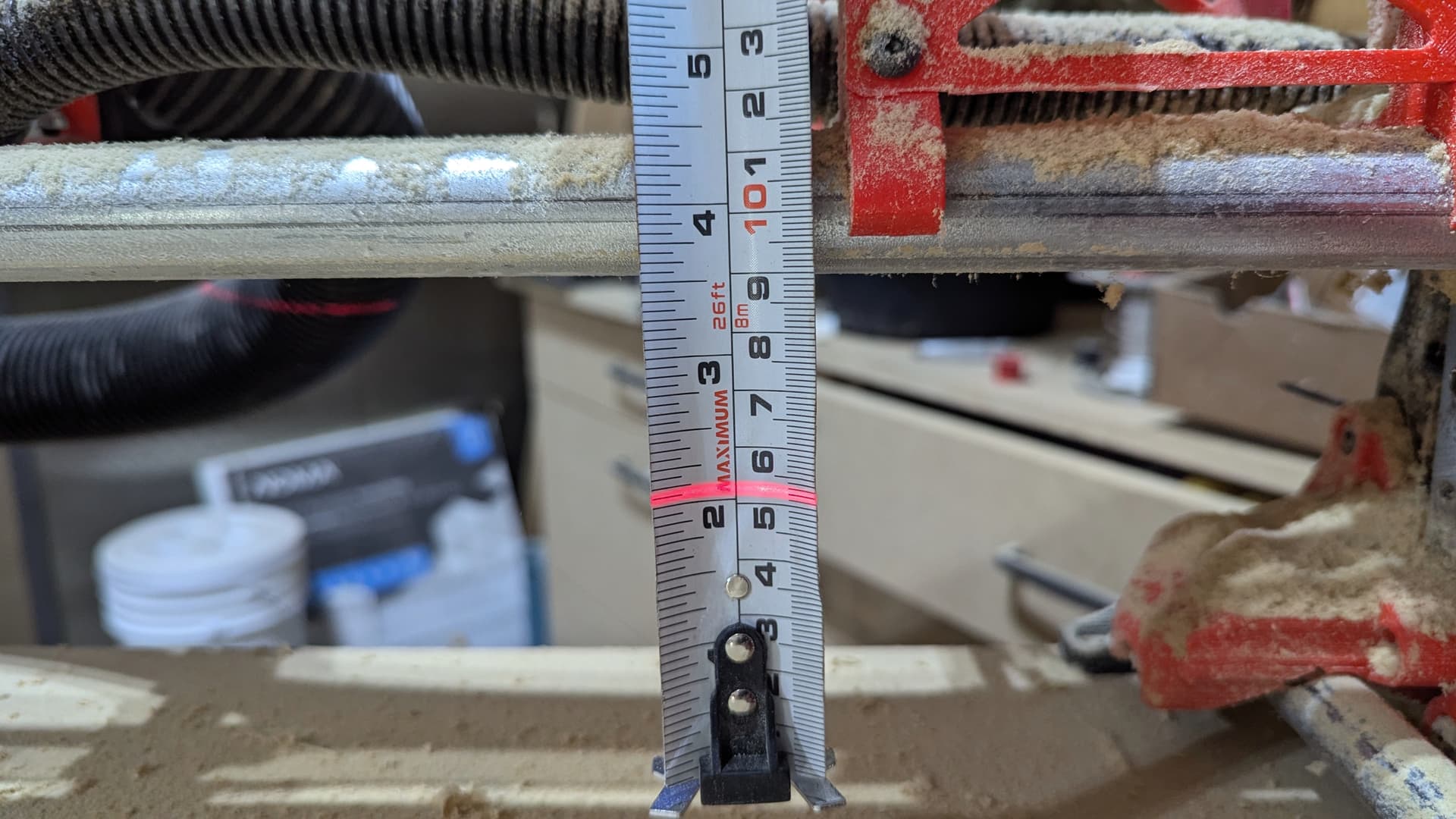
You can adjust them fairly close using those slots by using a tape measure or a hole gauge between the bottom of the rail and the spoil board.
You can fine tune it further (after getting close with the slots) by using the touch plate to probe one end, and setting z=0 (g92 Z0). Then move the core to the far end and home again. Note what the LCD svreen shows for the Z location, and use M666 to program a homing offset. You should be able to get within a few tenths of a mm from true level using this method.
Until you level the Z endstops properly, any attempt to tram the board will produce poor results. In this case, it sounds like the ends are different enough height that you need to remove several mm on one end just to compensate, and you may even be hitting the end of the travel before you can get deep enough to match the lower end.
The proper way is to level Z first, so that you only need to remove a few high spots, usually less than 1mm, seldom more than 2mm (and then only in a few isolated spots) Trying to mill down 9/10 of the table surface in order to overcome a tilted gantry is NOT the best way to accomplish what you are trying to achieve.
Also, regarding my mention of grub screws… I may have misread but I got the sense the tram angle changed during a resurfacing operation, which is why I mentioned grub screws.
If the tram angle did not change, but was always out, then it may not be grub screws at all.
Another thing that can cause Z shifting is if the router is not tight in the mounts.
Unfortunately no I haven’t done that. I will check that out!
Yes, I can move my gantry up and down freely but i do get a little bit of squeal from the lead screws which probably would be removed from some lube.
When they z is homed, they seem level, but when put down to the cutting surface, it seems they are not…really weird! but I will measure again and see what I can do. Thank you!
Although I did not loctite the screws in, I checked them and they were tight. The motor seemed to start skipping once I attached the hose to the gantry. Before I had no issues with Z movement.
I will do just this and see what I can find out. I will try to take pictures while I am doing it so give you guys what I am dealing with.
Thank you guys for giving me some options. I have really been frustrated with my progress but you guys give me hope I can turn it around. I will post back later today once I get a chance to take another look.
Here are some laser level measurements for Xmin and Xmax at Ymin and Ymax. When I put the Z down about 40mm, the left Z was way lower than the right Z. Even when the homing Z was almost bang on.
So if I understand you correctly, you are saying that it is close to level when you home the Z axis, but when you lower it a couple of inches, the gantry has a large tilt to it. Is that correct?
Looking at your video of the skipping motor, I can’t tell if the printed stub that holds the lead screw nut is bottoming out against the YZ plate before it gets to the bottom of the lead screw thread. If so, there is something wrong there. If not, then something else is preventing the stub from moving further down the lead screw. If you have an endmill in the router, is it hitting the spoil board , preventing things from going all the way down? (Although normally this would just lift the one end up off the table, rather than causing skipped steps).
Looking at your pictures, I see that there is a TON of built up sawdust on the parts. My guess would be that the linear rails are completely clogged, preventing at least one side of the Z axis from moving the full travel distance.
A thorough cleaning is probably in order, involving vacuuming or blowing out all of the debris, disassembling the machine to separate the gantry from the XZ plates (three screws on each end), fully cleaning the linear rail bearings with isopropyl alcohol (IPA) or WD40, then lubricating those bearings with a light machine oil. This will also probably require you to disconnect the lead screw (threaded rod) from the stepper motor and remove it from the brass nut so you can move the linear rail block up and down to ensure it travels freely the entire distance.
While you have it disassembled, you should probably also lubricate the lead screw with a light grease. Don’t forget to use thread locker (loctite) on the grub screws when reassembling.
Another thing to check is to ensure that the vacuum hose isn’t binding or pulling on the gantry somehow. You mentioned that the issue started after installing the vacuum hose, so that may be the source of the problem.
This statement causes me to also question whether you have one stepper moving at a different speed from its counterpart. Believe it or not, this actually can happen on a Jackpot board if there is an issue with the FluidNC config file. I once had a trailing space in the config file where none should be, and it caused one of the steppers to run at a different rate than the other one, in a drastic difference — like one was half as slow as the other one.
Based on video that you posted, this sounds to me like a wiring issue. If any one lead in the wiring to the stepper motor is not making full connection properly it can result in this type of behavior from a stepper.
The skipping of steps happens when I try to home it so the z is going in the up direction. When at Zmin, the stub is not quite bottoming out.
This seemed to be the case, so I removed the hose just to see but the skipping seems to continue to happen driving from ~60mm from the home position but it isnt specifically only from that position that it happens.
I tried this and it seemed to help a little bit but was still binding. I might just need to do a little bit of lubrication, as well as the other suggestions here.
Oh no, I hope not!! There’s a lot of wiring to go through then!! lol.
Maybe I will reflash the firmware just to be completely sure!
You only need to be concerned about the wiring to the stepper that is making the funny sound and not moving correctly. Check any coupler type connections on the run. ??
Before you reflash the firmware, you should pull diags.
If you have a Jackpot board, power up and then send us the ouput from $SS .
If you don’t have a jackpot board, confirm what controller and firmware you have.
Yes, this (or a wiring issue, or a stepper driver that isn’t communicating properly with the microcontroller) can happen and cause the two axis to move at different rates.
You mention the axis are level when homed to Z max, but wildly skewed near Z min.
Something is causing a wildly different motion rate.
In your video, you only showed it at the bottom of travel. Does it move without the grinding sound (missing steps) when it’s at the top of motion and then only start skipping steps at the bottom?
Have you watched the axis moving to see whether the couplers/leadscrews are spinning at the same rate when homing up or moving down?
As long as your redoing the lead screws,take a moment to make sure they have the same start thread. Amazon is not very good at identifying the same parts. You may get 1,2,4 start thread. Had this happen a few times
I sort of realized that my table top is not exactly perfectly level. This may have been causing the wildly off level measurements to my Zmin at Ymax. When I demand the cnc to drop 10mm, it does so at both sides, consistently.
I also found out through thinking about it for a second that my flattening of my spoilboard was hindered by setting the wrong high zero, which made the router gouge the wood in some spots WAY too deep than it should have (which explains all the sawdust). This made the router unhappy and it couldn’t surface the material anymore. I have found my highest point and have set the 0 to it and it has been working well at 0.2mm cut @ 5000mm/min…except:
When I get to Ymax, my alignment is crooked on Y. I figure this is probably a belt tightness issue but I would like to hear your thoughts.
Update on the Z. So, I unsnugged the screws on the stub nut, removed the dust collection hose. I also found that I had lowered the stepper driver current lower than the stock firmware so I reset that. I have YET to have Z skip steps since. It has been glorious.
We’re getting there. Thank you all so much for allowing me to think this is gunna work out after all!
Right now I am surfacing the spoilboard and once I get all the major gouges flat (about 4mm in some spots), I will do more testing to see how Z behaves.
I decided due to another post here to check my grub screws on the Y axis because I was getting out of square. The grub screws were still tight but I loctited them anyway.
On reassembly of the Y belt, I tensioned them quite a bit tighter and it is not getting out of square anymore…which was an incredible relief! That issue is now solved.
My Z has been consistent since loosening the stub nut screws. I have sprayed the leadscrews with blaster dry lube and they are sliding up and down without issue now.
I have been cutting things all day. It has been incredibly rewarding. I am trying to fit my struts onto the spoilboard but I am dealing with a 35 degree angle that I am not quite getting right but the CNC performs wonderfully without it. That may be a next week problem as I am working nights all weekend.
Thank you so much for all of your help. You have all brought me out from under the feelings of defeat and I am dreaming up all the projects I can make with this now. You guys are freaking awesome.
The LR3 struts are fairly simple if you have a tablesaw, you can simply rip a piece 80mm wide (from memory) and drill 7/32" holes for the M5 screws of course it’s difficult to space the openings as precisely as the CNC can, but if you cut all 3 struts and stack them you should be able to make them all the same, which is the important part.