So let me start by saying this is my first experience with a CNC of any type, never used CAD or CAM software before so I know I am missing a lot of knowledge.
I purchased the MPCNC kit complete right here from V1, with the jackpot controller. I got everything assembled and wired and everything is operational. I can run the core in the negative and positive planes of the x,y and z axis after connecting the the fluid network.
I tried creating an “easy” file to start with just a logo for my buddy and created a path in fusion 360. I used flyfishers post processor (i think at least) to output a file then moved the gcode file onto my sd. I just wanted to see if I could watch my machine run the commands without a bit in or the router even plugged in. I have my 0,0,0 set to the middle of my file and i centered the core on my wasteboard. When I press play on the file using the fluid GIU the z axis raises up it moves positive in the y and negative in the x a couple inches then negative in the z and then all movement stops the code seems to still run and i watch the numbers on the GUI for my z axis continue to change then it stops and the x and y axis climb in one direction non-stop but my machine is not moving. I can stop the program and go back to the manual controls and my machine will move again.
I am not at home now so if I need something else from my MPCNC I will get it tomorrow after work. I do have both files the path file and the gcode output that I was trying to use. I’m not asking anyone to fix it for my just if anyone can help point me in the right direction on what I am doing wrong and if the files are needed to see what I screwed up they will be attached below.
Thank you for any help. If it matters I am running this all on a 2021 Macbook pro.
If you haven’t already looked at it… Check here - Milling Basics
Usually people start with using a pen to draw the Crown. That proves that everything is running correctly. There is even premade gcode for it there. Your starting about 12 steps past brand new with trying that file.
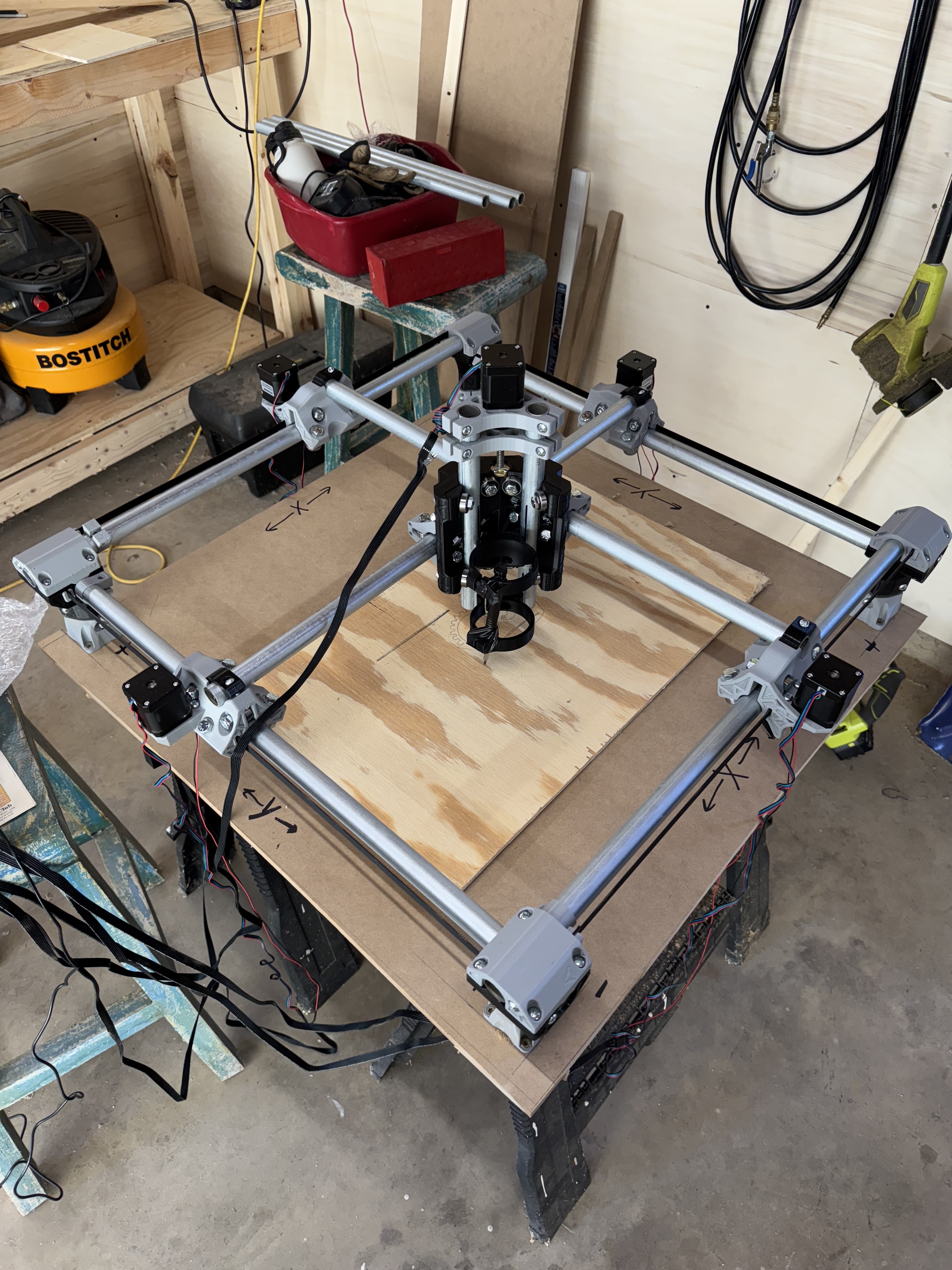
A couple images of my machine together. I ran the crown test and it traced it great! Now I’m working back towards the engraving file I started with and I did a dry run with no router.
It’s moving in all directions at what seems like a much more normal speed except for the z axis in negative. It’s still better than it was but much slower that every other directional “cutting” move. Is this normal to control depth changes better?
When you jog the machine around does the Z move down when the number gets smaller or up? If its going up that is an easy fix. power down your board and unplug the motor connector, flip it 180° and plug it back in. Now the motor should turn the correct way.
It is normal for Z “down” to be prgrammed to move more slowly as it plunges or ramps the bit into the material. On the MPCNC Z also moves via a leadscrew rather than on a belt, so that also is normally a slower action. The faster a stepper tries to spin, the lower torque it can provide, so going slow helps to prevent losing steps and therefore positional (in this case depth) accuracy.
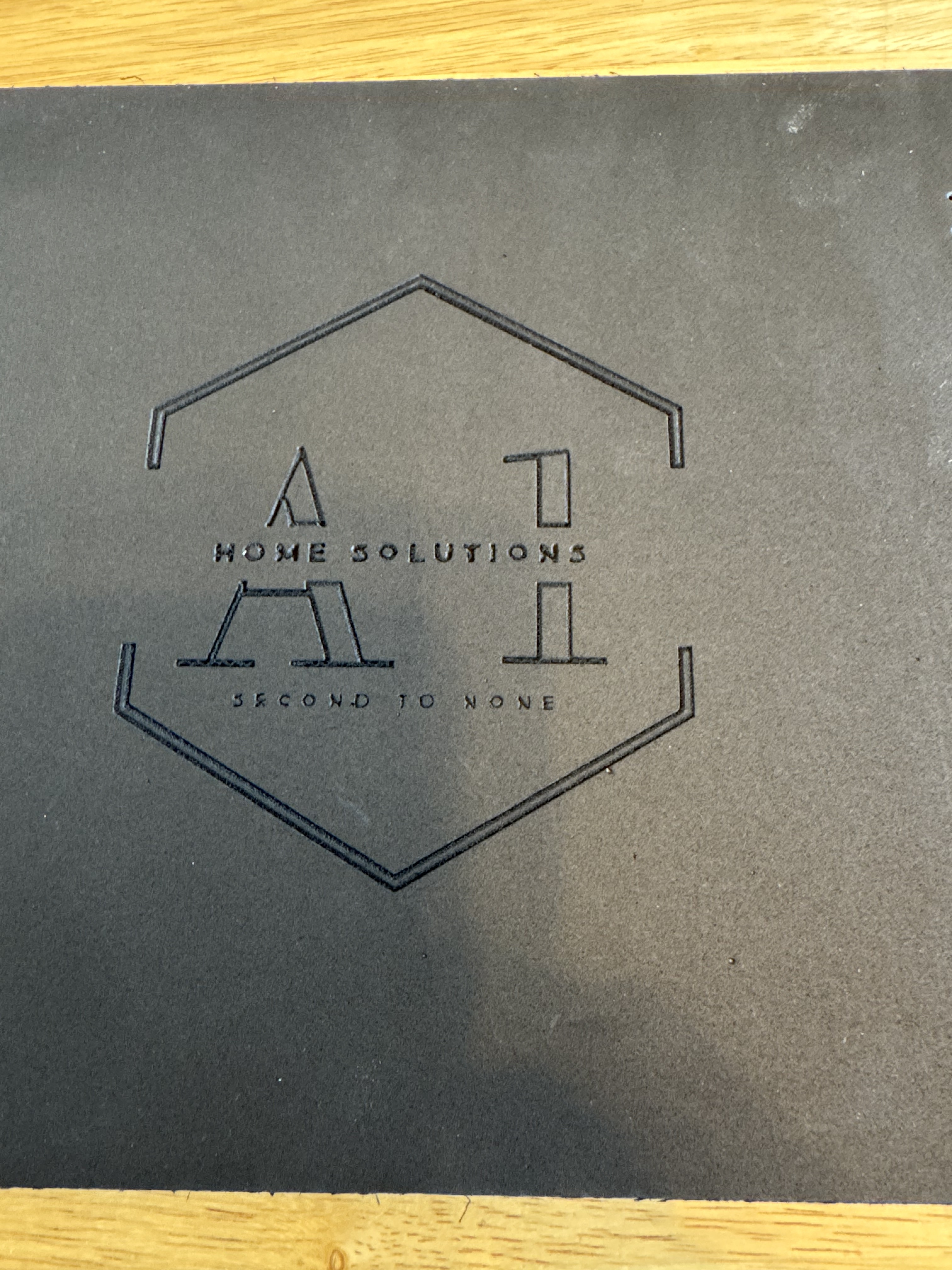
I really appreciate all the people stopping in and offering advice. I’m just beginning but I’m super excited for all the ways I can start using my MPCNC. I ran a test cut of my buddies logo in foam and it came out really nice
with the spindle off and the Primo on, move it to the middle of your work area. lightly grab the bit and try to move it left/right & front/back. If you get a rocking there you need to see if its coming from the Z tubes in the core, or from the core to the X / Y tubes. Or all 3. Once you figure out where its coming from very slowly start tightening up the adjustments until the rocking is gone. go VERY slow with this. 1/16-1/8 turn at a time. Its very easy to over do it. You want it just enough to get rid of the rocking. You may have to adjust this after each job for a little while as the bolts set into the plastic. its something you should check often after that as well.
 the svg file I made with inkscape
the svg file I made with inkscape