Axis per steps OK, I changed the 2 A4988 stepper drivers, redo the VRef for all the steppers drivers, plus removed the Y2 invert Y option, and it seems to run good now.
TODO :
new 52mm Spindle Tool Mount (I can’t the basic one clamped into it)
For the 52mm spindle tool mount, I haven’t noticed but my spindle is 55m and not 52mm… All good now with the right tool mount. I sanded a bit the back of the Core Z Clamps because some screw were blocking the Z Axis.
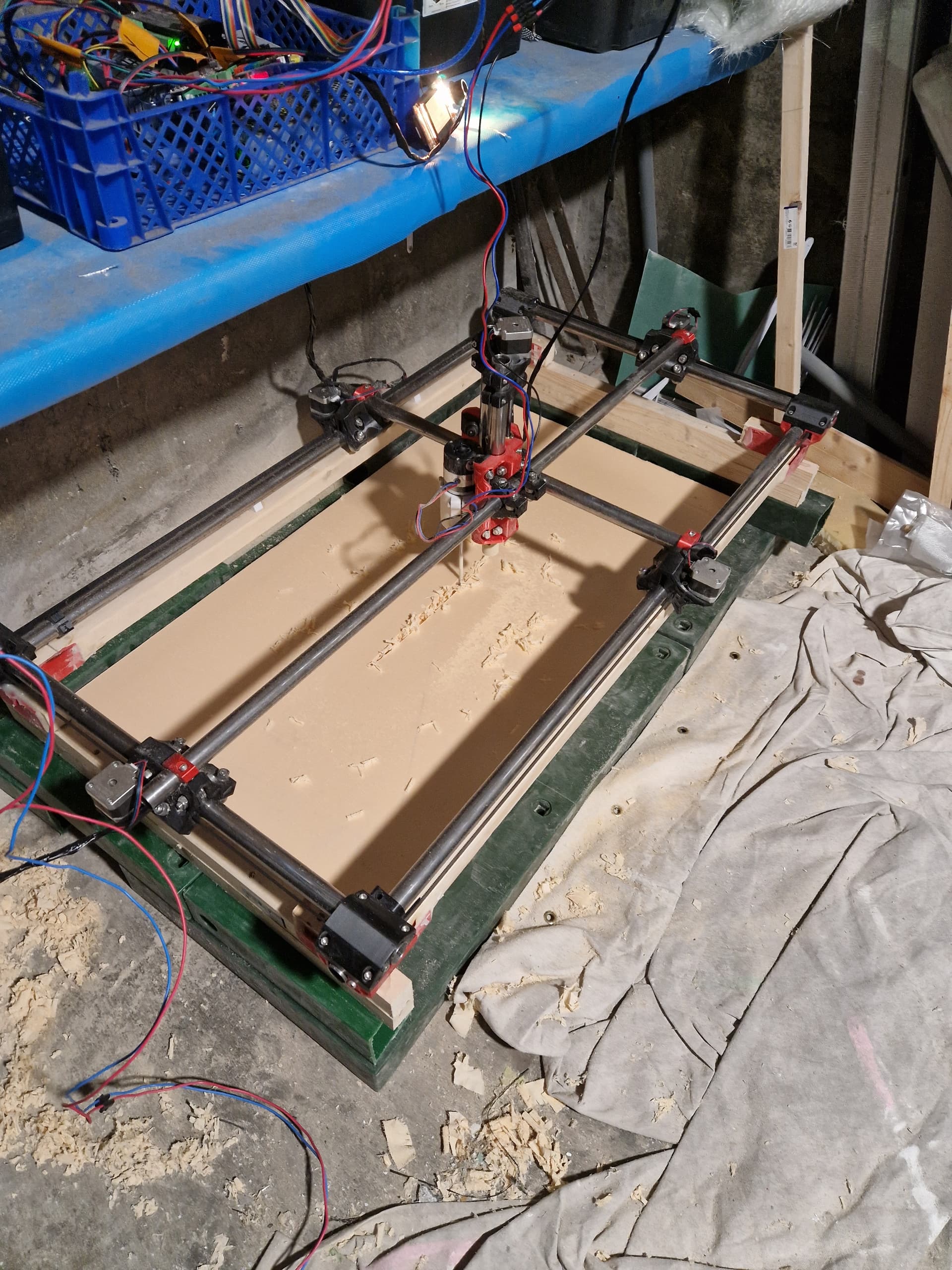
I made some cable management, and redo the table (for bigger on X).
The Core is not going all the way on the Y axis, because it’s blocking on the screw of the trucks.
I should probably gain ~2cm on the Y axis. Do you know what’s wrong on my setup ?
I measured the total X - Y axis available from the MPCNC ~39cm on X and ~93cm on Y axis. It seems to be a bit off compared to the calculator. I wanted more or less 50 x 110. I will probably extend it later.
I tried to mill a big piece, and the 400W spindle stopped after a certain amount of time, with the RUN ALM LED red turned on. It did it twice. Don’t know yet the problem right now. Investigating
The WS55-180 from the user specification states the RED LED means the motors is “suspended”, but I don’t know the reason.
I tried again, and the motor stops after ~20 minutes. The motor is not hot, so I’m a bit confused.
If I turned the potentiometer to 0 then back to a value the motor restarts normally.
I’m testing the motor without any machining working to see if it’s the motor or the feedrate.
After ~1 hours : motor is still running. I’m leaving it another hour to be sure.
If it’s about feedrate / my router bit / the cutter engagement… I will change the settings.
After 2 hours… motor is still running. So probably a problem of “power” (cutter engagement / depth of the router bit / feedrate speed).
Right now I have 6mm router bit with 50% cutter engagement (3mm), at 50mm/s for 2 cm of depth. Seems too high.
I will try to reduce the speed first to 30mm/s and maybe second parameter maybe reduce to 33% the cutter engagement.
Also question as of a noobie of the CNC / spindle : should I parameter my gcode for the feed to be the same direction as of the rotation of the cutter ? Or this is not so important ?
Yeah I don’t think those little spindles can handle that. If you are going for that sort of material removal rate, I think a router or the 800W spindle might be a better option.
I changed my gcode for 2mm cutter engagement and 2cm of depth layers. Just for information the .gcode doesn’t have M203 or any Mesh commands, it’s only GXX location code.
I tried to lowered the DEFAULT_MAX_FEEDRATE from { 50, 50, 30 } to { 40, 40, 30 } or { 25, 25 , 30 } and after the M502 + M500 command (then checked with M501) + relaunch the .gcode plan, the carriage move very very very slowly.
I reset to { 50, 50, 30 } MAX_FEEDRATE, and relaunched the .gcode plan and I noticed the carriage move more ~1cm / second than 5cm.
I’m a bit confused right now why the real feedrate doesn’t seem corresponding to the MAX_FEEDRATE setting.
Then compile & upload, and if I run M203, I see the right MAX FEEDRATE. And the Feedrate percentage is also set to 100%.
But when I run a gcode file from the SD card (I tried very simple / minimal gcode), it seems to run ~5 or 10 times slower than 50mm/s as you can see on this video :
But the MANUAL_FEEDRATE is OK cause when I run + / - X / Y axis from the menu, it moves around 50mm/s which is the right one.
Am I missing something for the feedrate when running from gcode file ?
An example of gcode from BlenderCAM (which is basically only G commands, I don’t see anything related to the feedrate) : Boitier Antoine.gcode (615.9 KB)
Also an extra question : what do you think of the sound of my CNC / NEMA 17 ?
It’s me again… I still have couple of problems things to tweak.
The Z MAX DEFAULT FEEDRATE : If set to 30mm/seconds, the motor is skipping steps / bipping / blocking. I changed it to 5mm/seconds and it seems alright. I changed the X / Y max feedrate to 25 also.
For X / Y axis, the axis doesn’t seem to roll very easily when there’s no power to motor (even though the core moves if I rotate my CNC at ~70 degrees). Also the Core is vibrating a lot when machining (more in the center of the CNC than on the sides with a 15 cm router bit).
So I suspect (1) the table and its rigidity (2) the bearings of the trucks / rails to not be really good ? (3) to not have perfectly squared the table / machine for this size ?
I’m adding 4x feet to the Y (which is my max axis) in order for the rails to not bend. I will try to add also some axis support on X just to be sure it’s not bending also in this axis.
And will do more tests.
Also I have a result of X 38cm and Y : 92cm usable on the machine, and should probably change it to something like X : 70cm and Y : 70cm and place the machine multiple times. Bad design from my side.
It would allow less vibration / bending / smaller table. And also easier to store and place.
I’m thinking of reuse the maximum hardware and doing it again.
I unmount all the MPCNC, and I’m redoing the table and everything clean and meticulously.
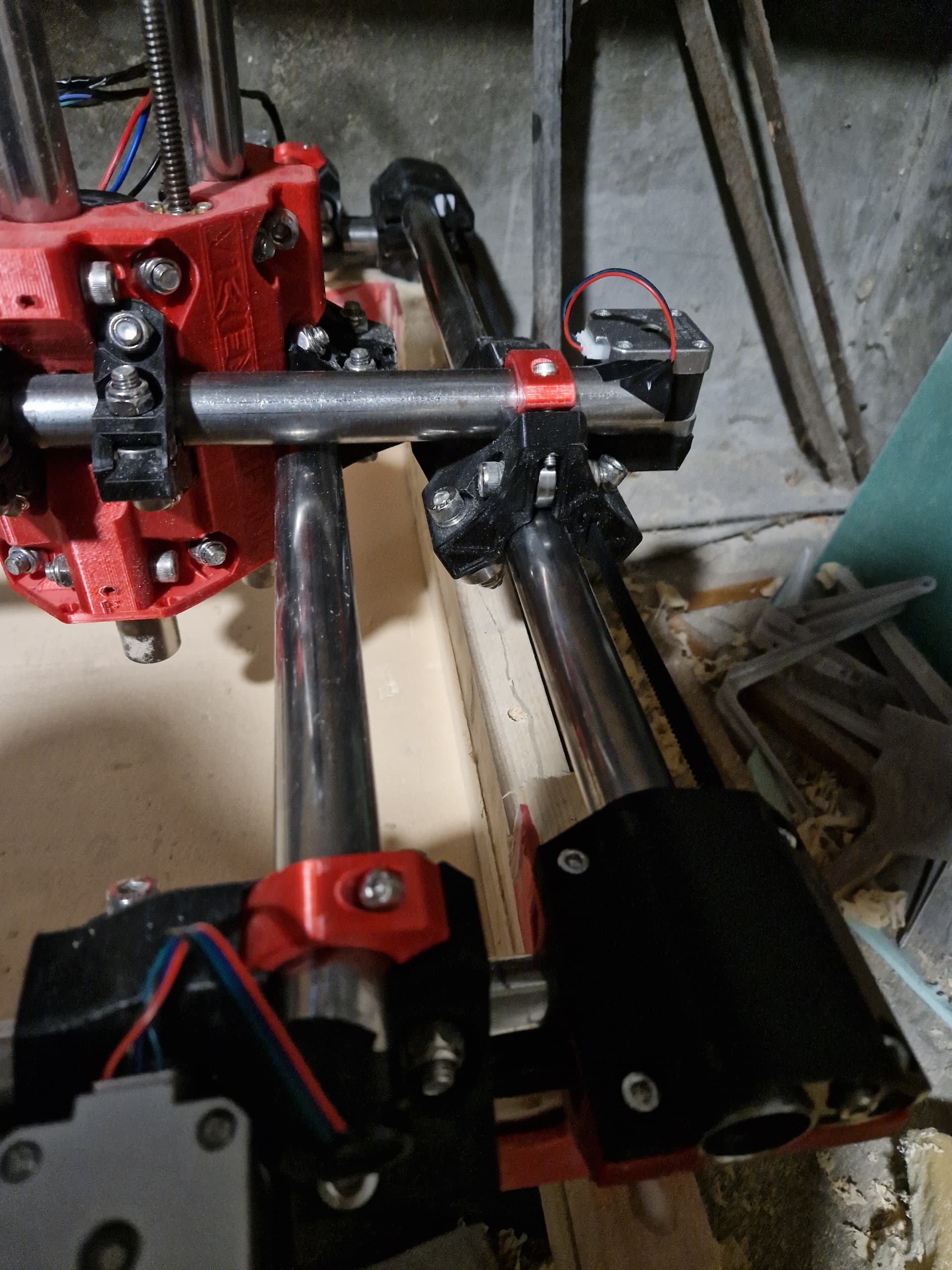
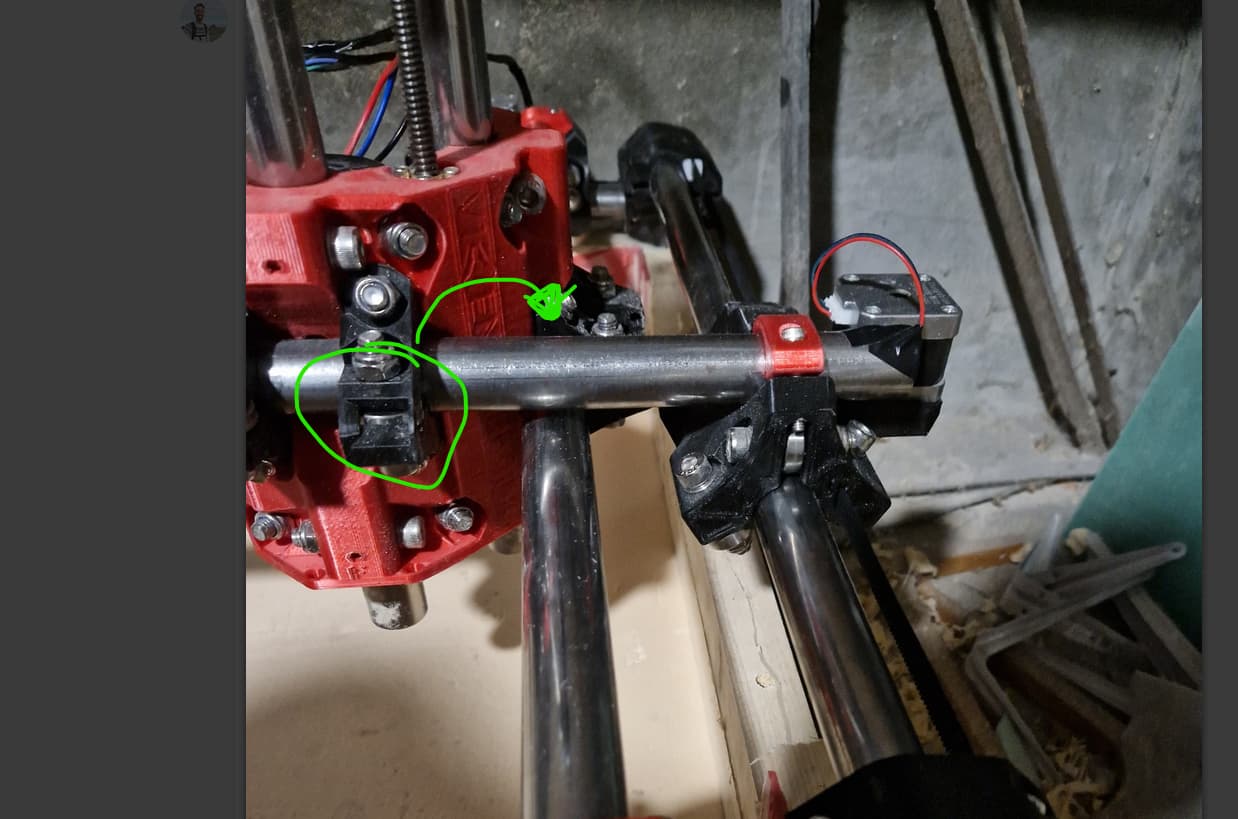
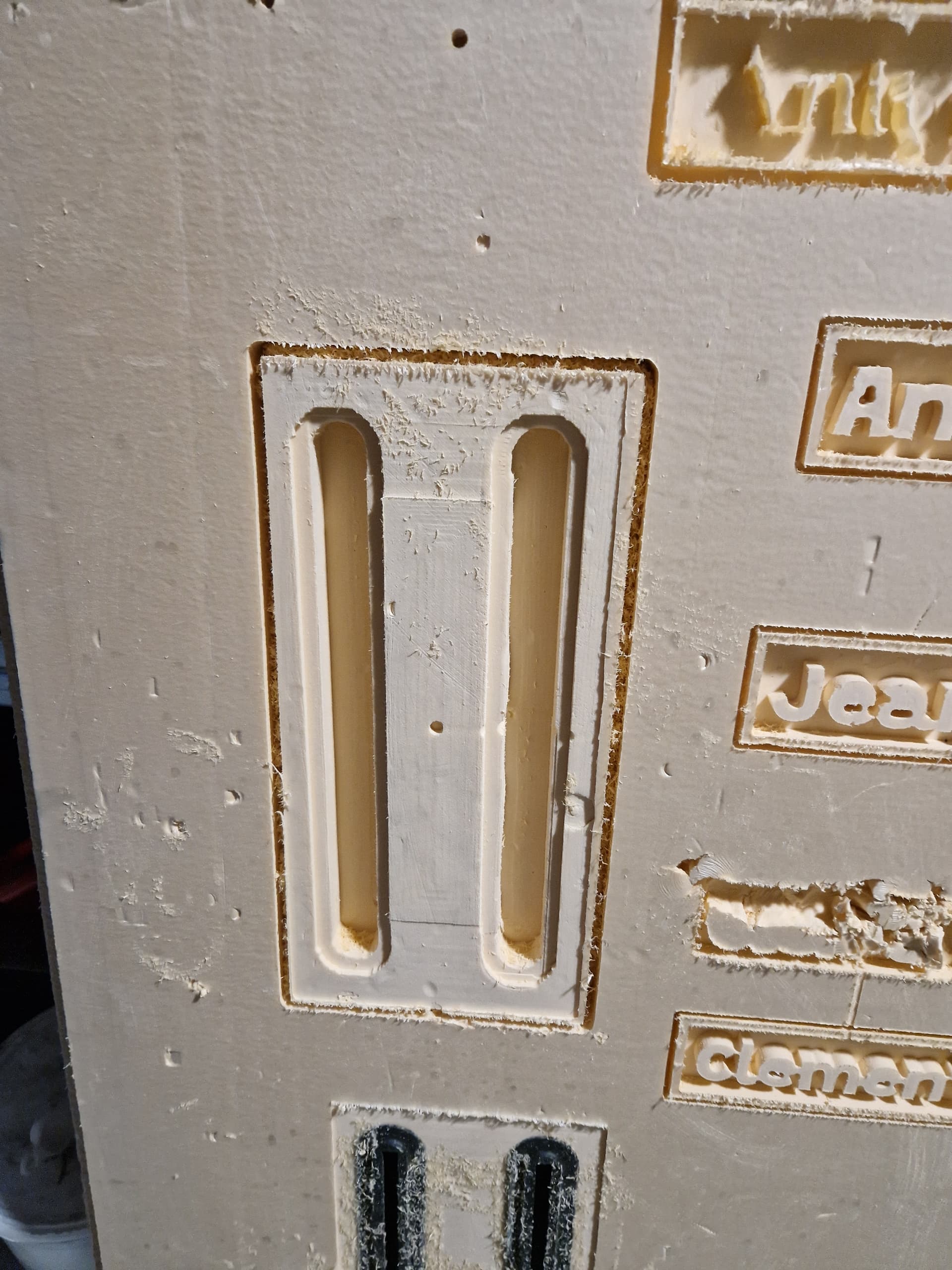
First, I noticed checking the trucks that some screws are too tight, so the trucks were not moving at ~45 degress, but more around 75-80 degrees. Also they left some used marks because of too tighten on my rails as you can see on this picture :
I think this is one of my biggest previous problem.
I also noticed checking the screws on the motor coupler, one were very loose.
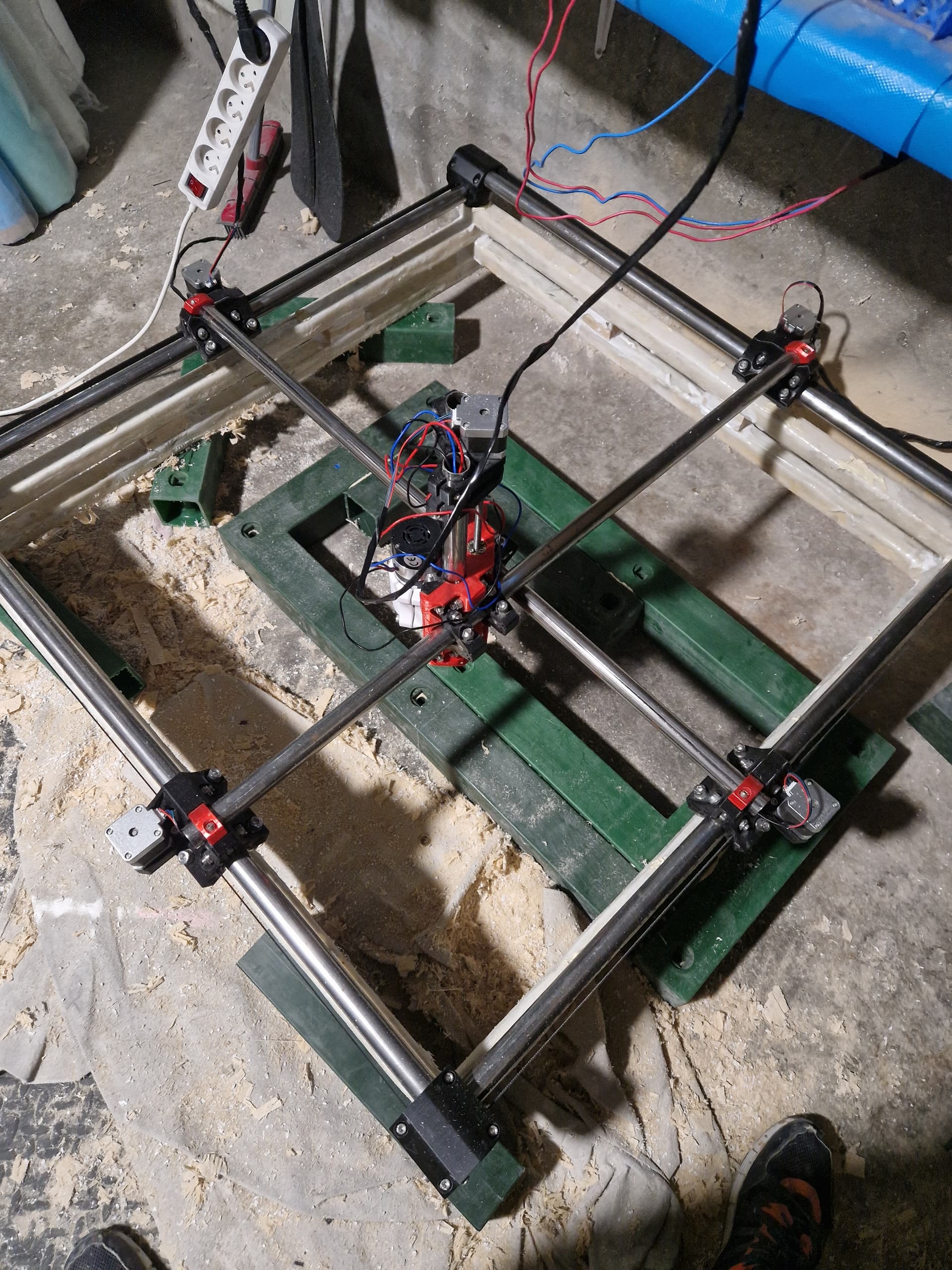
I’m redoing the “table” CNC with a machining area of ~65x65cm which should be enough for my Polystyrene Block (I will move it twice more, but hope to be more precise). I calculated that the rails + table needs to be 1mx1m.
The table is composed of bracket of wood of 32mmx32mm, I place 2 per side, and I added some fiber glasses + epoxy resin in order to have much less bending possible. I will also add some bracket parts between the 2 in order to solidify even more the structure (no bending possible whatsoever).
I tried with my previous motor for the reason it can work at 5 to 6k tr/min (which is the recommended tr/min to machine EPS).
But the motor stopped 4 times during a 30 minutes machining… I will change it back to the Makita Router, which is 12k tr/min minimum.
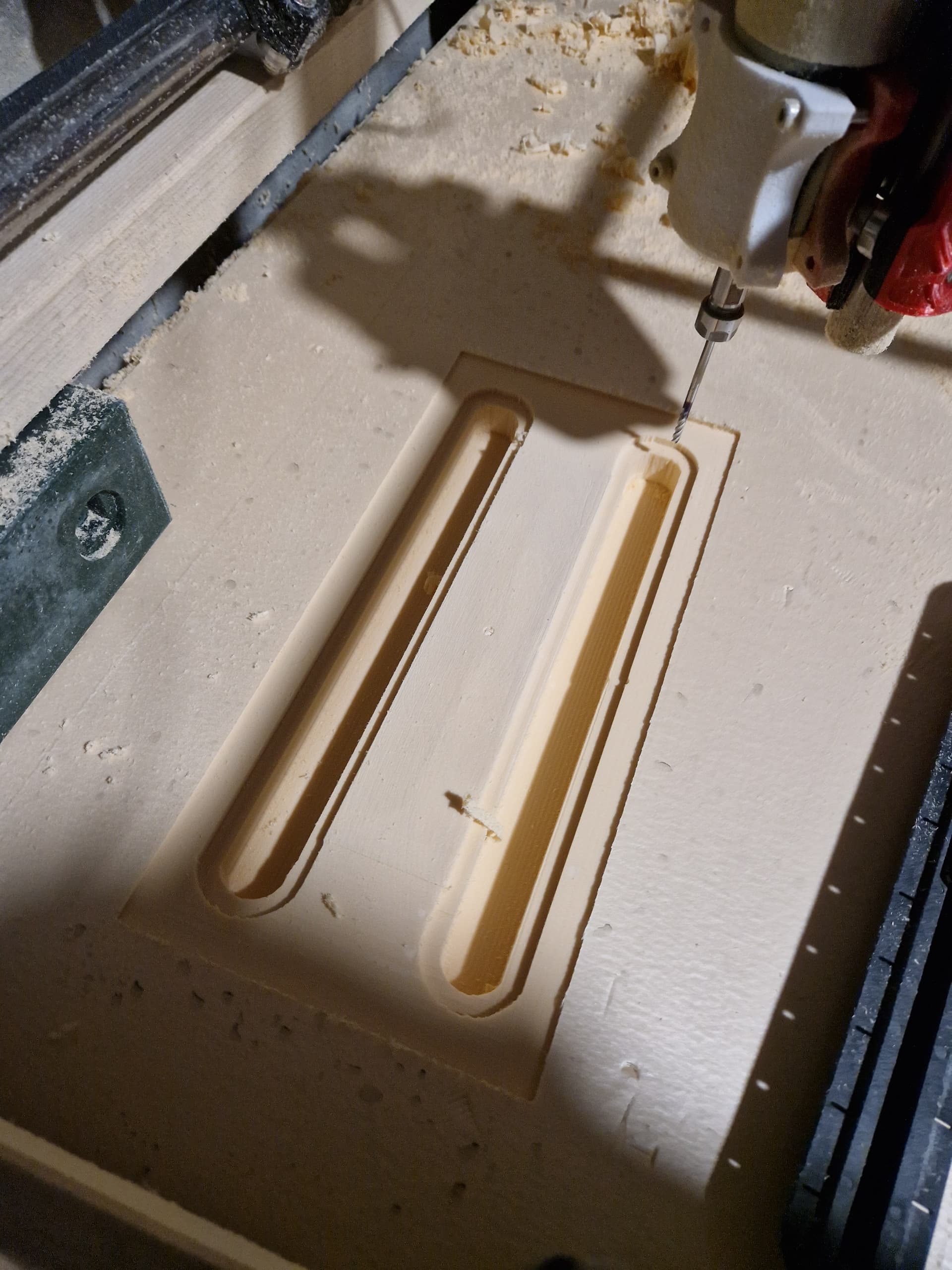
 First Run Smooth")
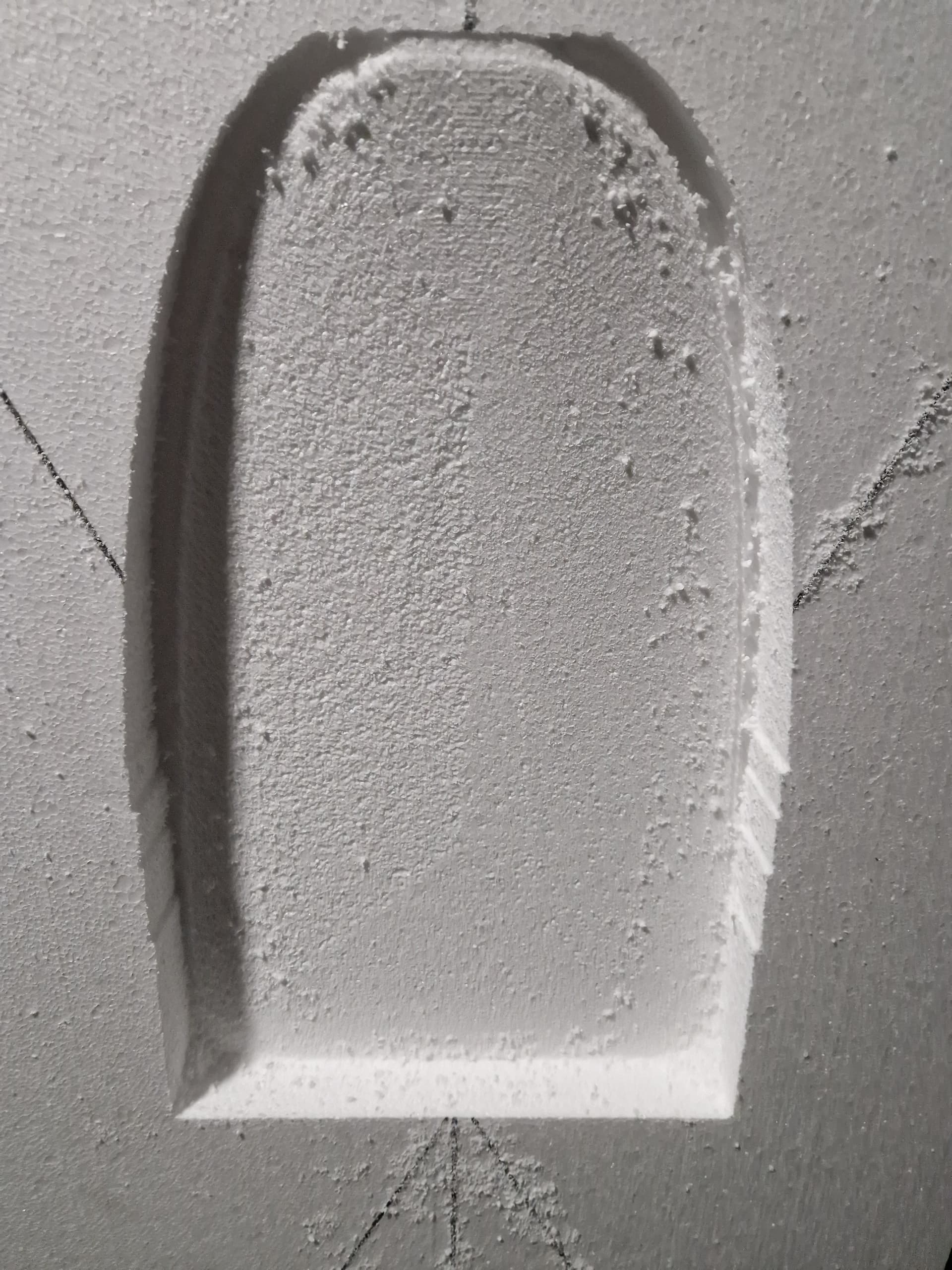
 First Result")









 First EPS Result")