The cut was made with a DXF file and managed with ESTLCAM and PRONTERFACE
The bit is a 1/8" single flute
HOW CAN I REACH accurate cuts? I’ve checked the belts and seems to be fine
I’m Not able to make a cut with the FUSION post-processor since the machine moves strangely on the stock… and it starts to make dirty and apparently too fast cuts. (I left the Post Processor stock settings)
What cam settings did you use? Feedrate, depth of cut per pass, total depth?
It doesn’t look like skipped steps or the clamps came up.
I would start by just commanding the machine to move 120mm and make sure it actually moves that far. I can’t think of a reason it would repeatably be off by that far though.
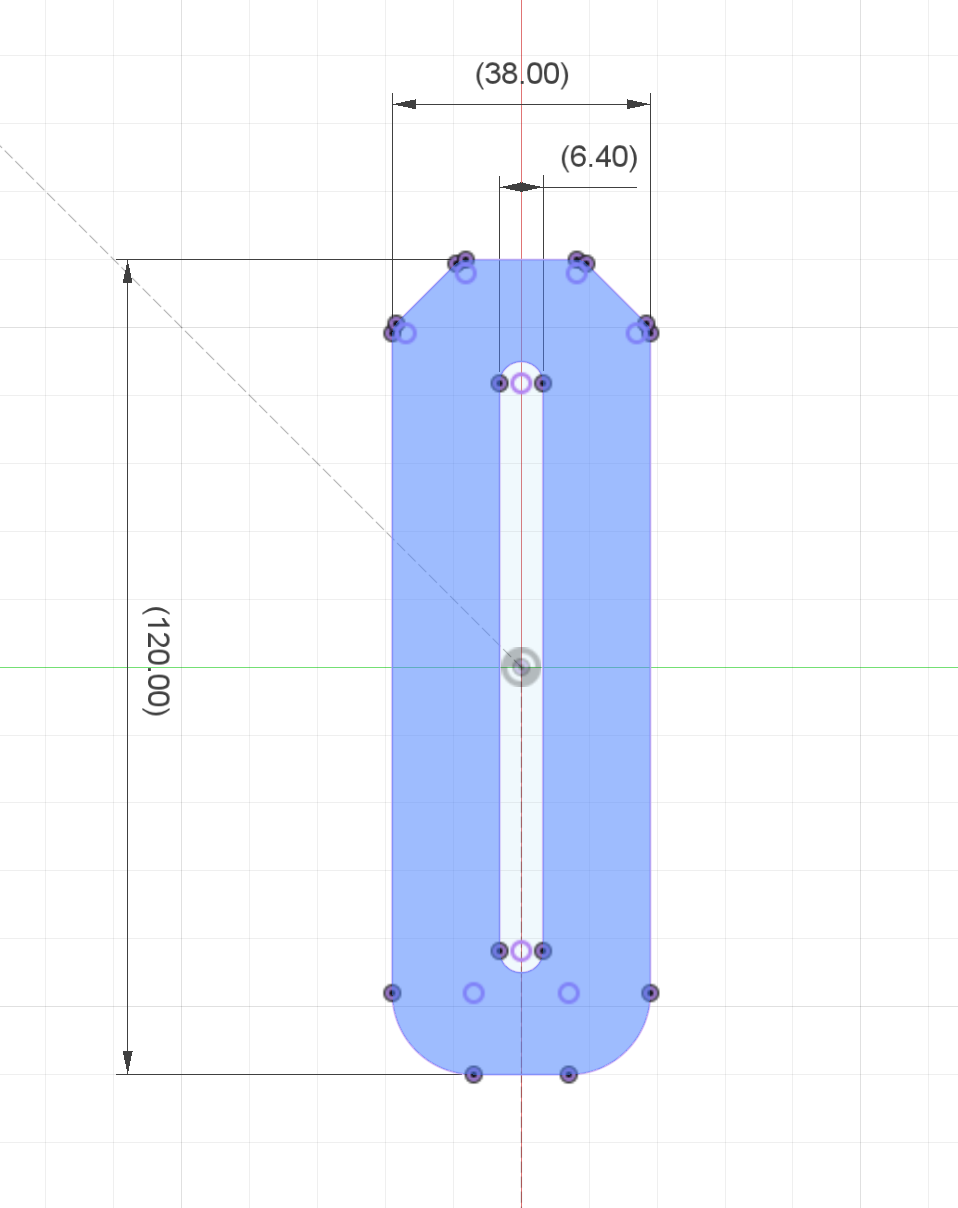
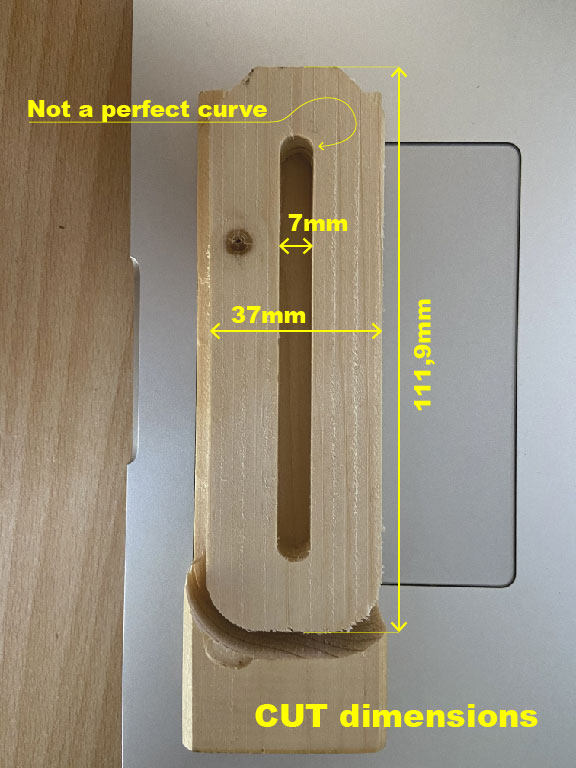
I’m far from expert at diagnosing CNC but believe with all machine problems, its history can be important. It’s interesting that your X and Y dimensions are both 1mm off from the drawing. Is the center slot cut as drawn or short/long? Did you measure the tool to make sure it’s dimension is correct?
Ok. Those errors are less than 1mm. That would say to me that it is very possible things are flexing. Totally different set of solutions.
Share some photos of the machine. That can help find issues.
In CAM. You can enable a finishing pass. It will do the rough cut fast and hard, and then just kiss the surface to remove the last 0.2mm. Combine with switching the direction of cutting (conventional vs. climb).
The belts do stretch a tiny amount. You can measure and tune this out. Attach a pen or a V bit. Move as far as you can in one direction and compare the distance it moved, then adjust your steps/mm. If you have to edit it more than about 1%, something else is wrong and you should get that fixed before doing this tuning.
You didn’t tell me your DOC and speed settings. This isn’t a $20k machine and it does have limits. If you’re trying to go full blast, it will flex. This is why a hard and fast roughing pass, combined with a full depth finishing pass is so great. Best of both worlds.
{kind=link}